Изобретение относится к металлургии и может быть использовано в клетях трио в промежуточных или предчистовом-чистовом калибрах. Возможно применение способа также при прокатке других профилей в различных системах калибров.
Система промежуточных ящичных калибров показана в книге А.П. Чекмарев, М. С. Мутьев, Р.А. Машковцев "Калибровка прокатных валков", М., Металлургия, 1971, с. 175, рис. 71, калибры 8-9. Здесь в качестве первого калибра используется прямоугольный калибр 8, расположенный в верхнем горизонте клети трио, раскат из которого после кантовки на 90o задается во второй ящичный калибр 9, расположенный в нижнем горизонте клети трио.
К недостаткам данного способа можно отнести то обстоятельство, что раскат, полученный в прямоугольном калибре, необходимо скантовать на 90o перед квадратным калибром. Эта операция при отсутствии механических кантователей осуществляется вручную, на что затрачивается много сил и дополнительное время, при этом происходит снижение производительности.
Из рис.71 видим, что все калибры верхнего и нижнего горизонтов работают с верхним давлением. В этих условиях для нормального проведения процесса прокатки необходимо, чтобы менее нагретая сторона блюмса с подины печи ориентировалась при прокатке в калибрах или вертикально, или с верхней стороны раската, чтобы избежать чрезмерного изгиба раската вниз. В калибре 8 (рис. 71) менее нагретой плоскостью раската оказывается левая вертикальная плоскость, и если воспользоваться крюковым кантователем, установленным на правой линейке манипулятора, то в калибре 9 менее нагретая сторона раската окажется в нижней плоскости, что недопустимо. В этих условиях кантователем необходимо осуществить кантование раската на 270o, что будет сопровождаться большой потерей рабочего времени. Это также оказывается крупным недостатком способа.
В качестве прототипа предлагаемому способу можно привести также разработанный и внедренный на нашем предприятии патент 2085309 на изобретение под аналогичным названием "Способ прокатки в клети трио простых сортовых профилей", кл. В 21 В 1/16. К недостатку способа можно отнести то, что он применим преимущественно при прокатке квадратной стали в ромбических калибрах.
Задачей, на решение которой направлено заявляемое изобретение, является облегчение условий труда и повышение производительности.
Технический результат при осуществлении изобретения характеризуется совокупностью от облегчения условий труда и повышения производительности за счет того, что в способе прокатки в клети трио простых сортовых профилей, включающем пропуск через первый прямоугольный калибр в положении "плашмя" в верхнем горизонте валков, его кантовку на 90o в положении "на ребро" и обратную задачу и пропуск в этом положении во втором ящичном квадратном калибре в нижнем горизонте, предусматривающем передачу раската с нижнего горизонта в верхний подъемно-качающимися столами с линейками манипулятора для передачи раската вдоль оси валков, допускающем наличие на профиле одной менее нагретой грани, находившейся на подине методической печи при нагреве, менее нагретую ткань профиля ориентируют в первом калибре вертикально, допуская изгиб переднего конца профиля в сторону менее нагретой грани над линейкой манипулятора со стороны удаленного от валков конца, а другую линейку отводят от раската, за счет чего и происходит кантовка раската на 90o при опускании его переднего конца. Таким образом, заявляемый способ соответствует критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "изобретательский уровень".
На фиг. 1-4 в несколько утрированном виде представлен предлагаемый способ прокатки в клети трио.
На фиг. 1 показан вид сбоку на выходящий из предчистового калибра раскат (1) прямоугольного поперечного сечения. Подъемный стол (4) находится в приподнятом положении.
На фиг. 2 показан вид сверху на вышедший из предчистового калибра раскат (1) до его кантовки. Передний конец раската загнут в сторону линейки манипулятора (2) и находится над ней. Цифрами 2-3 обозначены соответственно левая и правая линейки манипулятора подъемного стола.
При опускании раската (1) после его выхода из валков загнутый в сторону линейки (2) конец раската (1) ложится сверху на линейку и происходит его кантовка на 90o.
На фиг. 3-4 показан вид сверху при скантованном на 90o раскате (1).
После того как раскат скантовался, подъемный стол опускают в нижнее положение, линейки 2-3 сводят, передвигая раскат к калибру нижнего горизонта, и осуществляют прокатку в противоположном направлении в калибре нижнего горизонта (показано на фиг.4 стрелкой).
Конкретный пример осуществления способа опробован на стане "750" предприятия для 6-7 промежуточных проходов в клети 1 и состоит в следующем.
Блюмсы из непрерывнолитой заготовки сечением 300 х 330 мм различных марок стали длиной 2 м нагреваются в методических печах до температуры ≈ 1260oС и поступают в 1 клеть трио стана "750", где прокатываются до промежуточного сечения 180 х 180 мм за семь проходов с промежуточным кантованием после каждой пары сопряженных калибров на 90o крюковым кантователем. Из промежуточного шестого калибра верхнего горизонта валков выходит раскат сечением 175 х 225 мм и длиной 6 м.
Кантование данного раската перед следующим седьмым проходом крюковым кантователем вызывает определенные трудности, т.к. необходимо осуществить кантовку на 270o, что сопряжено со значительной потерей времени и падением производительности. Такая длительная кантовка на 270o необходима для того, чтобы сориентировать менее нагретую поверхность заготовки с подины методической печи в верхнюю сторону при прокатке в калибре 7; это необходимо по технологическим соображениям в станах трио, работающих с верхним давлением.
При невыполнении этого условия на нижние выводные проводки будут действовать очень большие усилия и возможна их поломка. Поэтому при осуществлении изобретения технический результат достигается тем, что менее нагретую грань профиля ориентируют в калибре 6 вертикально, допуская изгиб переднего конца профиля в сторону менее нагретой грани над линейкой манипулятора со стороны удаленного от валков конца, а другую линейку отводят от раската, за счет чего и происходит кантовка раската на 90o при опускании его переднего конца.
Использование предлагаемого способа прокатки в клети трио обеспечивает по сравнению с существующим следующие преимущества:
облегчение условий труда, т.к. кантование раската осуществляется устойчиво, с первой попытки без применения кантователя;
повышение производительности;
расширение возможности прокатного производства в деле более успешной прокатки в клети трио простых сортовых профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2102164C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 1997 |
|
RU2133159C1 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |


Изобретение относится к металлургии и может быть использовано в клетях трио, оборудованных подъемно-качающимися столами с установленными на них манипуляторами, в промежуточных или предчистовом-чистовом калибрах при прокатке квадратной стали в ящичного типа калибрах. Задача изобретения - облегчение условий труда и повышение производительности. Менее нагретую грань профиля ориентируют в первом калибре вертикально, допуская изгиб переднего конца профиля в сторону менее нагретой грани над линейкой манипулятора со стороны удаленного от валков конца, а другую линейку отводят от раската, за счет чего и происходит кантовка раската на 90o при опускании его переднего конца. Изобретение обеспечивает устойчивое кантование раската без применения кантователя. 4 ил.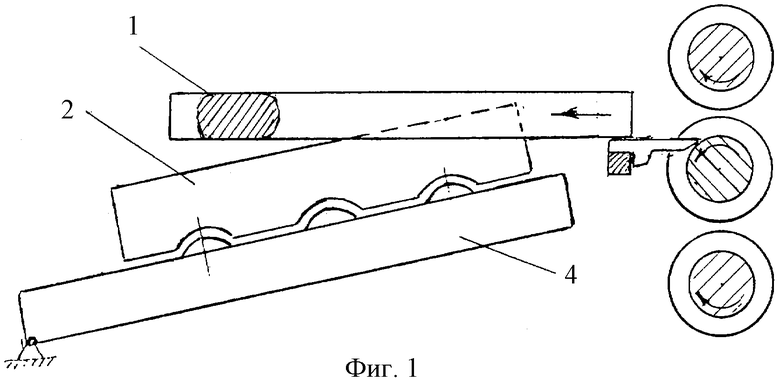
Способ прокатки в клети трио простых сортовых профилей, включающий пропуск профиля через первый, прямоугольный калибр в положении "плашмя" в верхнем горизонте валков, его кантовку на 90o в положение "на ребро" и обратную задачу и пропуск в этом положении во втором ящичном квадратном калибре в нижнем горизонте, предусматривающий передачу раската с нижнего горизонта в верхний подъемно-качающимися столами с линейками манипулятора для передачи раската вдоль оси валков, допускающий наличие на профиле одной менее нагретой грани, находившейся на подине методической печи при нагреве, отличающийся тем, что менее нагретую грань профиля ориентируют в первом калибре вертикально, допуская изгиб переднего конца профиля в сторону менее нагретой грани над линейкой манипулятора со стороны удаленного от валков конца, а другую линейку отводят от раската, за счет чего и происходит кантовка раската на 90o при опускании его переднего конца.
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| RU 95103833 А1, 21.12.1996 | |||
| ЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДЛИТЕЛЬНОГО МАЛОШУМНОГО ХОДА И РАБОТЫ ПОДВОДНОГО АППАРАТА | 2002 |
|
RU2214941C1 |
| АВТОМАТИЗИРОВАННЫЙ ПУНКТ СПАСЕНИЯ | 2012 |
|
RU2524224C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ РУБИДИЙ-ВИСМУТОВОГО МОЛИБДАТА | 2013 |
|
RU2542313C2 |
