1
Изобретение относится к литейному производству и может быть использовано для определения эффективности внутриформенного модифицирования или легирования металлических расплавов.
Цель изобретения - повышение достоверности информации о протекании процесса внутриформенного модифицирования .
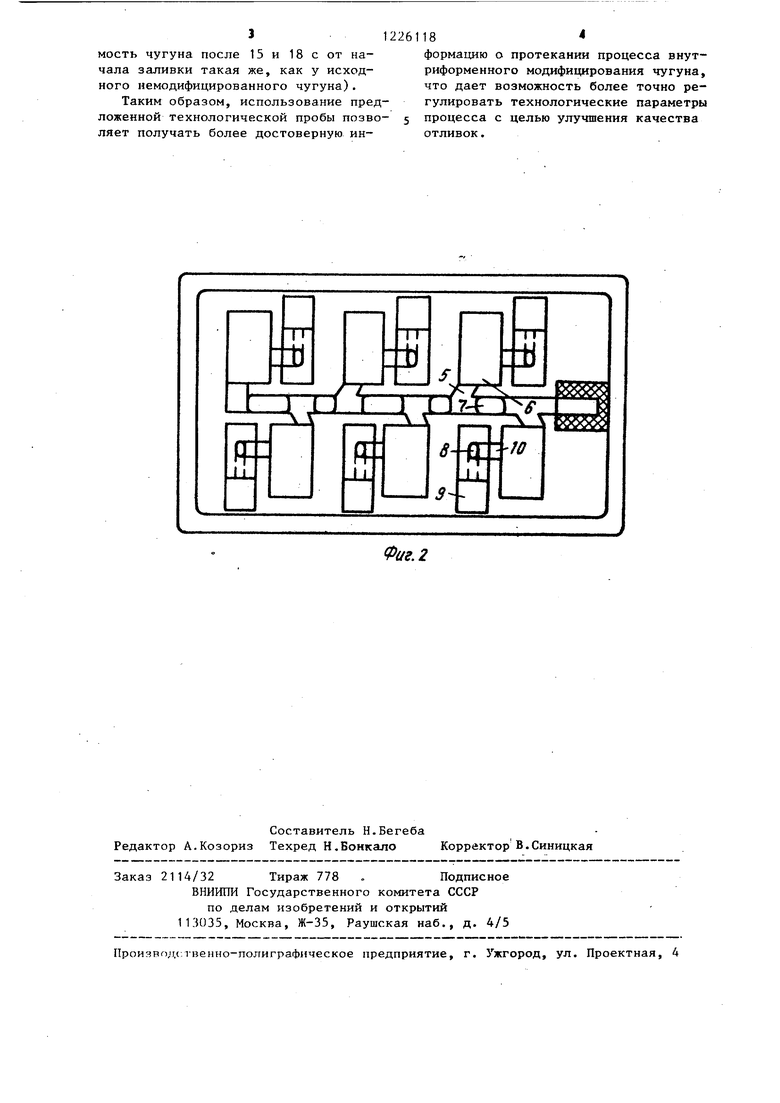
На фиг. 1 изображена проба, разрезом по основному каналу с порогами, общий вид; на фиг. 2 - то же, при снятой верхней половине, вид сверху.
Жидкий металл заливают в литниковую воронку 1, затем расплав проходит через реакционную камеру 2, в которой на фильтровальной сетке 3 расположен модификатор 4, и через отводной питатель 5 попадает в рабочую полость 6 пробы. Порог 7 препятствует попаданию расплава в следующую полость до полного заполнения предыдущей. Эффективность внутри- форменного модифицирования оценивают по отбеливаемости чугуна в каждой полости пробы. Отбеливаемость чугуна определяют по известной кокильной пробе, которая заливается в пробни- цу 8, изготовляемую отдельно от основной пробы и вставляемую в нее вместе с холодильником 9. Заполнение кокильной пробницы происходит через специальный питатель 10, отходящий от каждой полости основной пробы.
Последовательность заполнения полостей обеспечивается за счет примеПри использовании известной пробы искажается картина протекания процесса в конце заливки, при этом создается впечатление, чт растворение модификатора происходит в течение всего периода заливки. Однако снижение от- беливаемостн чугуна после 15 и 18 с от начала заливки в этом случае происходит за счет перемешивания прохо26118 2
нения устройств, увеличивающих гидравлическое сопротивление между соседними полостями и представляющих собой пороги, а перемешивание вновь
5 поступающей порции расплава с предыдущей при заполнении пробы уменьшается применением отводных питателей от основного канала к полостям пробы. При этом отводные питатели должны
10 располагаться под острым (30-90 )° углом по отношению к основному каналу по ходу движения расплава так как при расположении их под углом более 90 увеличивается перемешивание
15 расплава, идущего по основному каналу с расплавом находящимся в отводном питателе. Расположение питателей под углом меньше 30 нецелесообразно, так как при зтом затрудняется изго20 товление пробы.
В таблице приведены результаты сравнительного испытания технологи ческих проб известной и предлагаемой 25 конструкций.
Форма и объем реакционной камеры,, количество и размер грамул модификатора ферросилиция ФС 75, , температура заливаемого чугуна и металлоемкость технологических проб в обоих случаях одинаковы и составляют соот
ветственно 70 см, 0,15 мас.%, 12мм, 1380 С, 30кг. Химический состав чугуна, %: С 3,3, Si 1,8, Мп 0,9, S 0,1, Р 0,12, Сг 0,2. Отбел до модифицирования 14 мм.
дящего расплава с расплавом, находящимся в. предыдущей полости пробы. При .использовании предложенной пробы картина протекания процесса растворения видна более четко. Видно, что растворение модификатора заканчивается через 12 с от начала заливки и в последующие полости расплав попадает уже немодифицированным (отбеливаемость чугуна после 15 и 18 с от начала заливки такая же, как у исходного немодифицированного чугуна).
Таким образом, использование предложенной технологической пробы позволяет получать более достоверную ин1226118
формацию о протекании процесса внут- риформенного модифицирования чугуна, что дает возможность более точно регулировать технологические параметры процесса с целью улучшения качества отливок.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки расплава в литейной форме | 1984 |
|
SU1201054A1 |
| Литниковая система для модифицирования чугуна в литейной форме | 1990 |
|
SU1743686A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ МОДИФИЦИРОВАНИЯ В ФОРМЕ | 1997 |
|
RU2124959C1 |
| Модифицирующая смесь | 1981 |
|
SU1014911A1 |
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
| Экспресс-информация, сер | |||
| Технология и оборудование литейного производства, 1977, № 4,реф.85 | |||
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЫСОТЫ ДРЕВОСТОЯ ПО СТЕРЕОПАРЕ АЭРОФОТОСНИМКОВ | 2002 |
|
RU2231755C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| -- - | |||
