Изобретэние относится к литейному производству, а именно к внутрифирменному модифицированию чугуна.
Известна присадка для осуществления внутриформенного модифицирования, устанавливаемая в литниковом ходе, выполненная в виде брикета из цилиндрических дисков, контактирующая по всей поверхности с расплавом, протекающим по специальным каналам выполненным в литейной форме.
Известное устройство характеризуется повышенным расходом металла на литниковую систему и низкой эффективностью модифицирования первых порций металла.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому решению является литниковая система, содержащая стояк, питатель и модифицирующую вставку в виде цилиндра, верхняя часть которого выполнена усеченным конусом, запрессованная в нижней
полуформе на 1/2 высоты ее цилиндрической части.
Недостатками известной литниковой системы являются повышенный расход модификатора (так как не работает запрессованная часть вставки), недостаточность модифицирования первых порций металла сложность процесса формирования вставки заданной массы при изменяющейся металлоемкости формы.
Цель изобретения - повышение эффективности модифицирования первых порций металла.
Указанная цель достигается тем, что в известной литниковой системе, содержащей стояк, питатель и закрепленную в полости литниковой системы вставку, последняя выполнена многоступенчатой в продольном сечении
Поставленная цель достигается также и тем, что вставка выполнена наборной из дисков различного диаметра.
сл
с
XI
со с
00
о
Поставленная цель достигается и тем, что вставка выполнена со сквозным отверстием и закреплена литейной шпилькой.
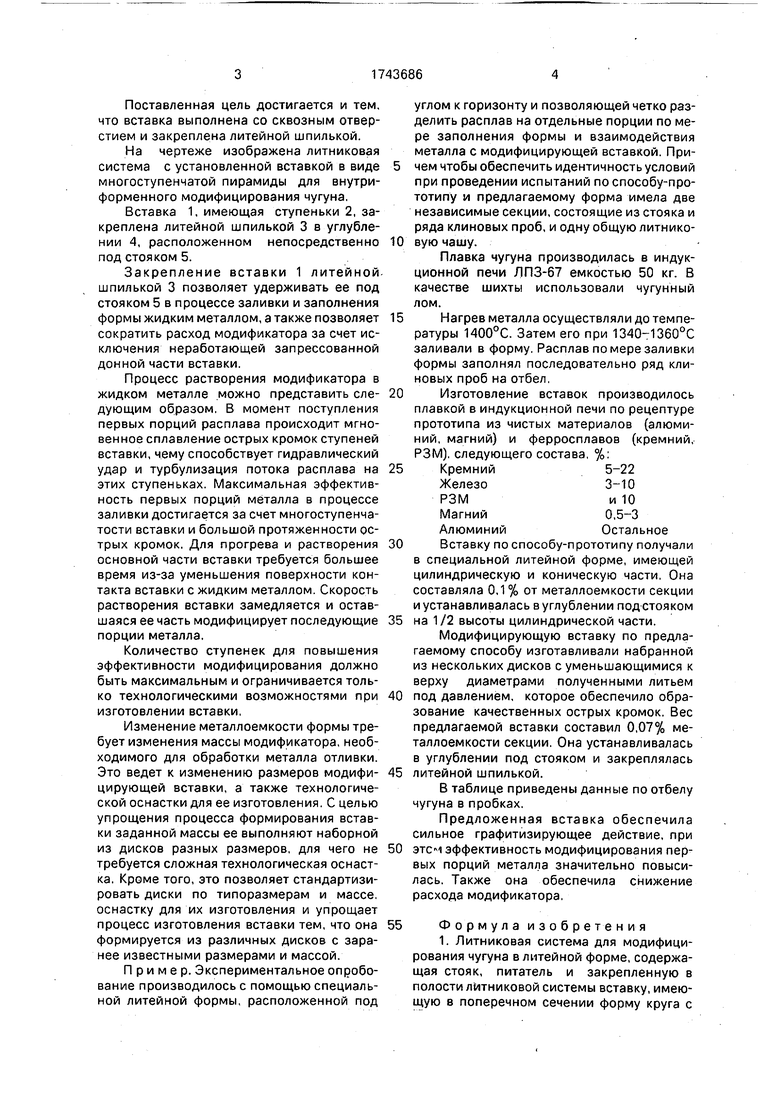
На чертеже изображена литниковая система с установленной вставкой в виде многоступенчатой пирамиды для внутри- форменного модифицирования чугуна.
Вставка 1, имеющая ступеньки 2, закреплена литейной шпилькой 3 в углублении 4, расположенном непосредственно под стояком 5.
Закрепление вставки 1 литейной шпилькой 3 позволяет удерживать ее под стояком 5 в процессе заливки и заполнения формы жидким металлом, а также позволяет сократить расход модификатора за счет исключения неработающей запрессованной донной части вставки.
Процесс растворения модификатора в жидком металле можно представить еле- дующим образом. В момент поступления первых порций расплава происходит мгновенное сплавление острых кромок ступеней вставки, чему способствует гидравлический удар и турбулизация потока расплава на этих ступеньках. Максимальная эффективность первых порций металла в процессе заливки достигается за счет многоступенчатости вставки и большой протяженности острых кромок. Для прогрева и растворения основной части вставки требуется большее время из-за уменьшения поверхности контакта вставки с жидким металлом. Скорость растворения вставки замедляется и оставшаяся ее часть модифицирует последующие порции металла.
Количество ступенек для повышения эффективности модифицирования должно быть максимальным и ограничивается только технологическими возможностями при изготовлении вставки,
Изменение металлоемкости формы требует изменения массы модификатора, необходимого для обработки металла отливки. Это ведет к изменению размеров модифи- цирующей вставки, а также технологической оснастки для ее изготовления. С целью упрощения процесса формирования вставки заданной массы ее выполняют наборной из дисков разных размеров, для чего не требуется сложная технологическая оснастка. Кроме того, это позволяет стандартизировать диски по типоразмерам и массе, оснастку для их изготовления и упрощает процесс изготовления вставки тем, что она формируется из различных дисков с заранее известными размерами и массой.
Пример. Экспериментальное опробование производилось с помощью специальной литейной формы, расположенной под
углом к горизонту и позволяющей четко разделить расплав на отдельные порции по мере заполнения формы и взаимодействия металла с модифицирующей вставкой. Причем чтобы обеспечить идентичность условий при проведении испытаний по способу-прототипу и предлагаемому форма имела две независимые секции, состоящие из стояка и ряда клиновых проб, и одну общую литниковую чашу.
Плавка чугуна производилась в индукционной печи ЛПЗ-67 емкостью 50 кг. В качестве шихты использовали чугунный лом.
Нагрев металла осуществляли до температуры 1400°С. Затем его при 1340-1360°С заливали в форму. Расплав по мере заливки формы заполнял последовательно ряд клиновых проб на отбел.
Изготовление вставок производилось плавкой в индукционной печи по рецептуре прототипа из чистых материалов (алюминий, магний) и ферросплавов (кремний, РЗМ). следующего состава, %: Кремний5-22
Железо3-10
РЗМи 10
Магний0,5-3
АлюминийОстальное
Вставку по способу-прототипу получали в специальной литейной форме, имеющей цилиндрическую и коническую части, Она составляла 0,1 % от металлоемкости секции и устанавливалась в углублении под стояком на 1/2 высоты цилиндрической части.
Модифицирующую вставку по предлагаемому способу изготавливали набранной из нескольких дисков с уменьшающимися к верху диаметрами полученными литьем под давлением, которое обеспечило образование качественных острых кромок. Вес предлагаемой вставки составил 0,07% металлоемкости секции. Она устанавливалась в углублении под стояком и закреплялась литейной шпилькой.
В таблице приведены данные по отбелу чугуна в пробках.
Предложенная вставка обеспечила сильное графитизирующее действие, при этси эффективность модифицирования первых порций металла значительно повысилась. Также она обеспечила снижение расхода модификатора.
Формула изобретения 1. Литниковая система для модифицирования чугуна в литейной форме, содержащая стояк, питатель и закрепленную в полости литниковой системы вставку, имеющую в поперечном сечении форму круга с
уменьшением его площади от низа к верху, отличающаяся тем, что, с целью повышения эффективности модифицирования первых порций расплава, вставка выполнена многоступенчатой в продольном сечении.
2.Система по п. 1, отличающая- с я тем, что вставка выполнена наборной из дисков разного диаметра.
3.Система по п. 1, отличающая- с я тем, что вставка выполнена со сквозным отверстием и закреплена литейной шпилькой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| Литниковая система для модифицирования в форме | 1987 |
|
SU1537372A1 |
| Литниковая система | 1988 |
|
SU1616773A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| Способ модифицирования жидких металлов в литейной форме | 1990 |
|
SU1770071A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1986 |
|
SU1435373A1 |
| Литниковая система для внутриформенного модифицирования | 1989 |
|
SU1752486A1 |
| Литниковая система | 1982 |
|
SU1060296A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
Использование, в литейном производстве, а именно при внутриформенном модифицировании чугуна для повышения эффективности модифицирования первых порций металла, снижения расхода модифи- катора„упрощения процесса формирования вставки заданной массы. Сущность изобретения: модифицирующая вставка выполнена многоступенчатой, наборной и закреплена литейной шпилькой. 2 з.п. ф-лы 1 ил., 1 табл.
7
| СПОСОБ ВЫРАБОТКИ АРОМАТИЗИРОВАННОГО СВЕТЛОГО ПИВА | 2010 |
|
RU2425122C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Вставка для модифицирования чугуна в литейной форме | 1981 |
|
SU1066738A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
