Изобретение относится к машиностроению и может быть использовано во всех областях народного хозяйства для обработки поверхностей различных деталей.
Цель изобретения - улучшение режуш,их свойств.
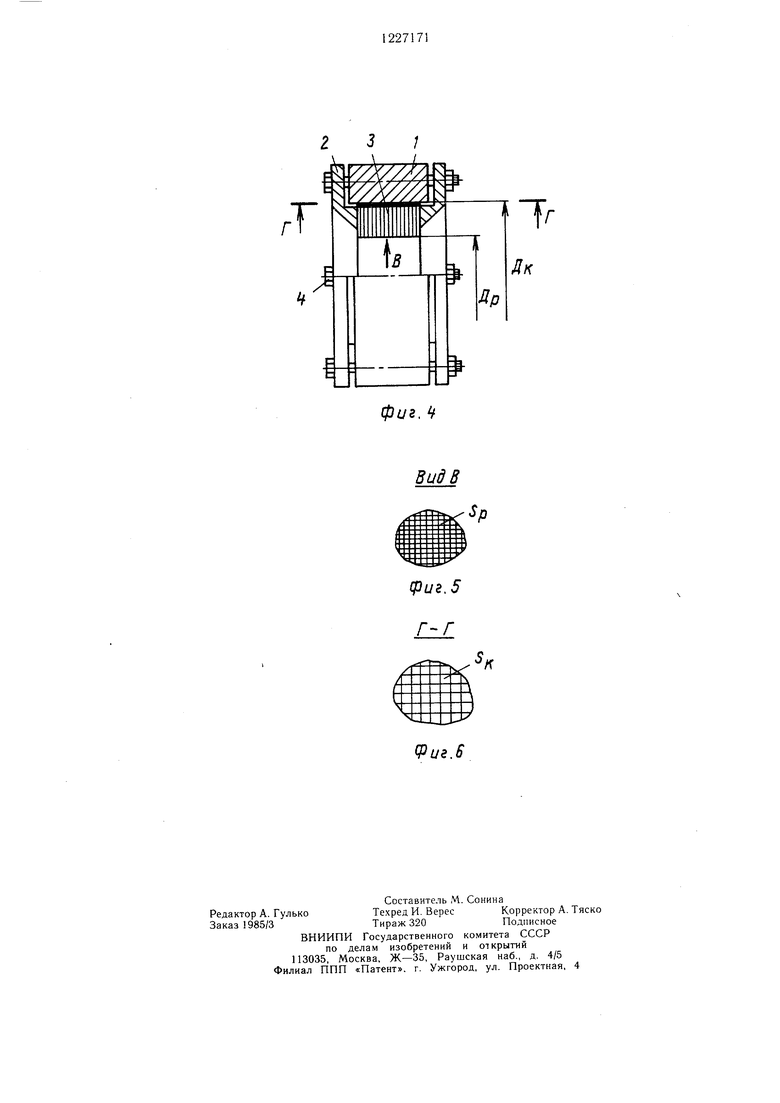
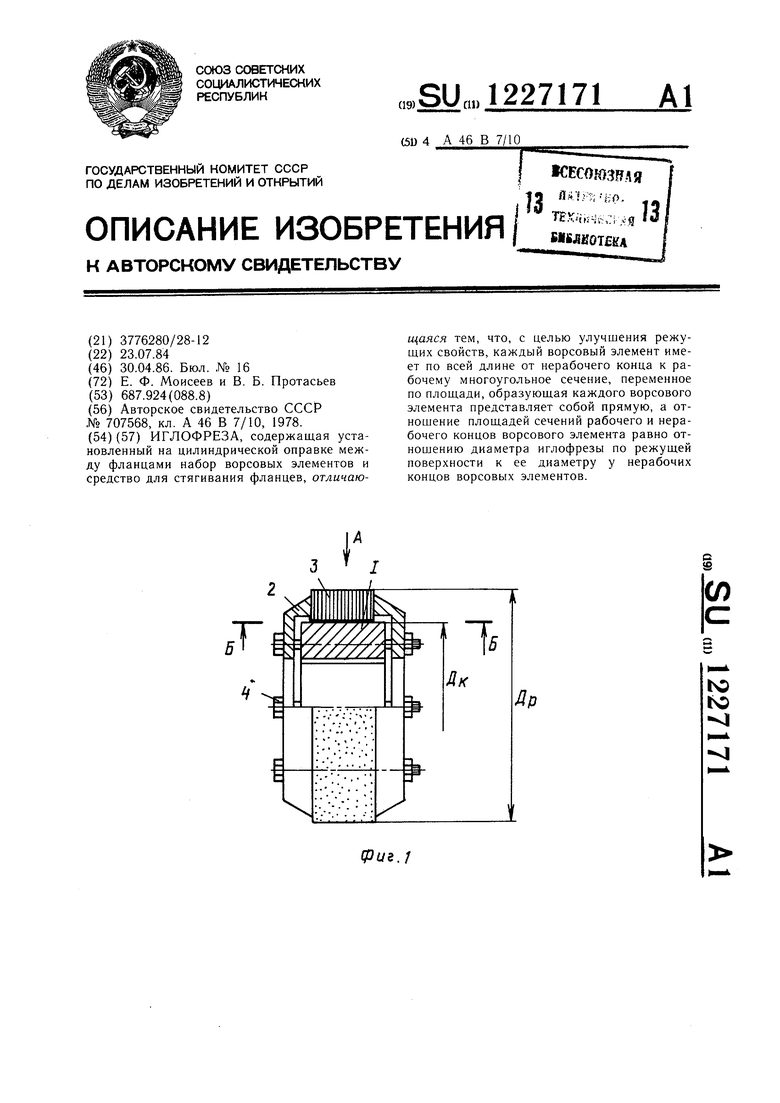
На фиг. 1 изображена иглофреза с диаметром рабочего конца ворсового элемента большим, чем диаметр нерабочего конца; на фиг. 2 -- вид А на фиг. 1; на фиг. 3 -- разр ез Б-Б на фиг. 1; на фиг. 4 - иглофреза с диаметром рабочего конца ворсового элемента меньшим, чем. диаметр нерабочего конца; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 4.
Иглофреза содержит установленный на цилиндрической оправке 1 между фланцами 2 набор ворсовых элементов 3 и средство 4 для стягивания фланцев 2.
При изготовлении иглофрез ворсовые элементы собираются в наборы и опрессо- вываются до достижения максимальной плотности у нерабочих концов элементов. Нерабочие концы ворсовых элементов обычно провариваются друг с другом или заливаются связующим составом.
Для достижения максимальной плотности упаковки каждый ворсовый элемент имеет по всей длине от нерабочего конца к рабочему многоугольное сечение, а для ко.мпен- сации возникаюших зазоров между единичными ворсовыми элементами, обусловленными радиальным расположением осей элементов и разностью длин окружностей по наружному и внутреннему диаметрам, единичные ворсовые элементы выполнены с переменными по площади сечениями, образую- шая каждого элемента представляет собой прямую, а отношение площадей сечений ра10
20
Площадь поверхности иглофрезы у нерабочих концов ворсовых элементов равна
)
(2)
Для достижения одинаковой плотности упаковки ворсовых элементов по рабочей и нерабочей поверхностям необходимо условие Рр:Рк const, откуда с учетом формул (1) и (2)
яОрВ
лОкВ
Р D
Dp
DK
(3)
где я - 3,1416;
FP-площадь поверхности иглофрезы по 15рабочей поверхности;
FK -плошадь поверхности иглофрезы по нерабочей поверхности ворсовых элементов;
dp -диаметр иглофрезы по рабочей поверхности;DK -диаметр иглофрезы по нерабочему
концу ворсовых элементов; В - ширина рабочей поверхности; SP-плошадь сечения единичного ворсового элемента по периферии; 25 SK -площадь сечения единичного ворсового элемента с нерабочего конца; Z -число единичных ворсовых элементов.
Из зависимости (3) видно, что для компенсации возникающих зазоров между еди- 30 ничными ворсов)1ми эле.ментами, обусловленными радиальным расположением осей элементов, отношение площадей сечений рабочего и нерабочего концов ворсового элемента должно быть равно отношению диаметра иглофрезы по режущей поверхности к ее диабочего и нерабочего концов ворсового эле-35 метру у нерабочих концов ворсовых элеменмента равно отношению диаметра иглофре-тов. зы по режущей поверхности к ее диаметру
у нерабочих концов ворсовых элементов.Такая конструкция иглофрезы позволяет
Площадь режущей поверхности игло-значительно повысить жесткость ее режущей
фрезы равна поверхности без применения дополнительР лО|) В Si Z (1)ных элементов (сепараторов, колец).
Площадь поверхности иглофрезы у нерабочих концов ворсовых элементов равна
)
(2)
Для достижения одинаковой плотности упаковки ворсовых элементов по рабочей и нерабочей поверхностям необходимо условие Рр:Рк const, откуда с учетом формул (1) и (2)
яОрВ
лОкВ
Р D
Dp
DK
(3)
где я - 3,1416;
FP-площадь поверхности иглофрезы по рабочей поверхности;
FK -плошадь поверхности иглофрезы по нерабочей поверхности ворсовых элементов;
dp -диаметр иглофрезы по рабочей поверхности;DK -диаметр иглофрезы по нерабочему
концу ворсовых элементов; В - ширина рабочей поверхности; SP-плошадь сечения единичного ворсового элемента по периферии; SK -площадь сечения единичного ворсового элемента с нерабочего конца; Z -число единичных ворсовых элементов.
Из зависимости (3) видно, что для компенсации возникающих зазоров между еди- ничными ворсов)1ми эле.ментами, обусловленными радиальным расположением осей элементов, отношение площадей сечений рабочего и нерабочего концов ворсового элемента должно быть равно отношению диаметра иглофрезы по режущей поверхности к ее диа
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВАЯ ИГЛОФРЕЗА | 1993 |
|
RU2063309C1 |
| Способ иглофрезерной зачистки цилиндрических деталей | 1990 |
|
SU1726065A1 |
| Способ изготовления иглофрезы | 1988 |
|
SU1722429A1 |
| Иглофреза | 1989 |
|
SU1743567A1 |
| Способ подачи смазочно-охлаждающей жидкости (СОЖ) и устройство для его осуществления | 1986 |
|
SU1389987A1 |
| СПОСОБ КОМБИНИРОВАННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2296651C1 |
| КОМБИНИРОВАННАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291766C1 |
| ИГЛОФРЕЗА С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ЖЕСТКОСТИ | 2003 |
|
RU2234229C1 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| УСТРОЙСТВО ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ С ПЕРЕМЕННОЙ ЖЕСТКОСТЬЮ | 2003 |
|
RU2234227C1 |
ВидА
I
.St
6-5
uz.Z
(риг.З
фиг. 4
8udS
| Цилиндрическая щетка | 1978 |
|
SU707568A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
