Изобретение относится к металлообработке, а именно к способам и устройствам подачи СОЖ в зону резания при обработке иглофрезой.
Цель изобретения - сокращение рас- хода СОЖ за счет ее подачи только в зону резания.
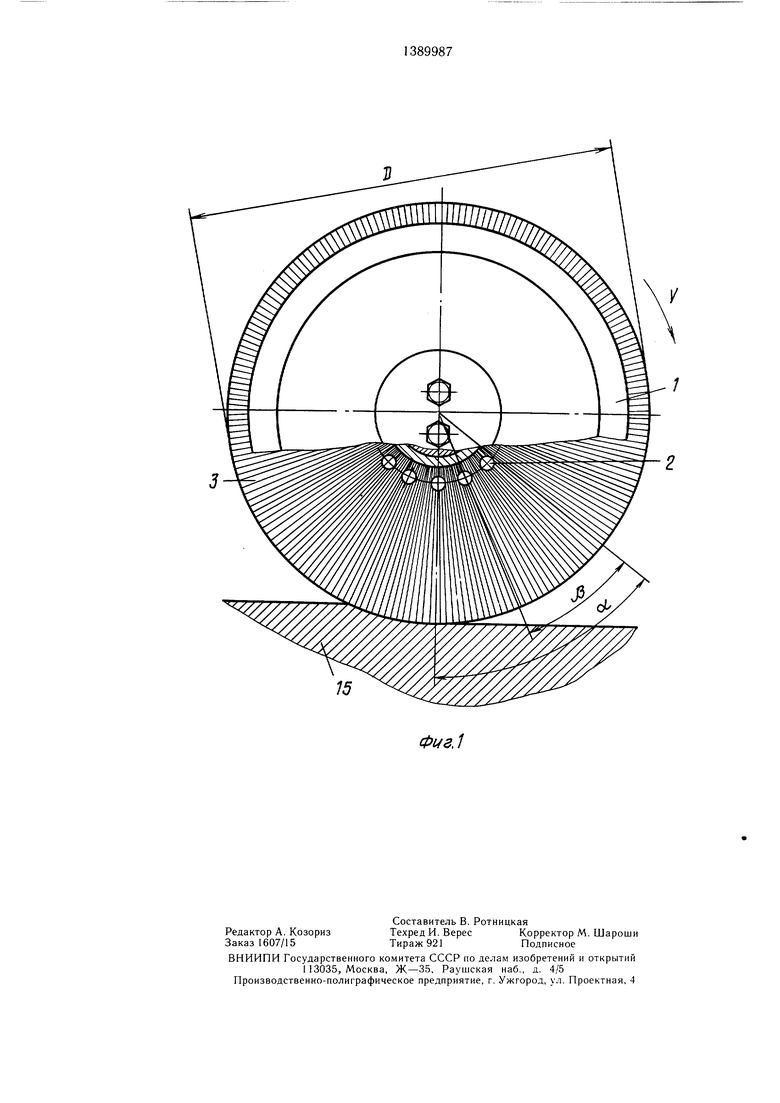
На фиг. 1 приведено устройство для осуществления предлагаемого спосба, вид спереди; на фиг. 2 - то же, вид сбоку.
Устройство содержит иглофрезу 1 с кол- лекторами 2 для подачи СОЖ на ворс 3 игло- фрезы 1 и ступицей 4. Ступица 4 установлена на валу 5. Устройство содержит также механизм подачи СОЖ в коллектор 2, выполненный в виде охватывающей ступицу 4 неподвижной кольцевой камеры 6, полость 7 которой связана с трубопроводом 8 подачи СОЖ, размещенных в полостях 9 коллекторов 2 плунжеров 10 с пружинами И и закрепленного на камере кулачка 12. Плунжеры 10 взаимодействуют с кулачком 12 через ролик 13. В ступице 4 выполнены радиальные отверстия 14, связывающие полость каждого коллектора 2 с кольцевой камерой 6, причем оси отверстий 14 лежат в одной плоскости.
Способ осуществляют следующим обра- зом.
При работе устройства валу 5 сообщается вращение и иглофреза 1 подводится к обрабатываемой поверхности детали 15. Кулачок 12 выполняют так, чтобы все коллекторы 2, кроме проходящих в данный момент времени зону подачи СОЖ (сектор с углом р, были перекрыты плунжерами 10, которые, в свою очередь, перекрывали бы отверстия 14. Перед подходом соответствующего коллектора 2 к зоне подачи СОЖ плунжер 10 отходит назад и порция СОЖ из полости 7 через радиальные отверстия 14 входит в полость 9. При дальнейщем движении плунжер 10, вращаясь вместе с иглофрезой 1, набегает роликом 13 на выступ неподвижного кулачка 12, выполненный под углом а к зоне резания, и выдавливает СОЖ в соответствующие коллекторы 2, откуда она попадает через ворс 3 иглофрезы 1 в зону резания. Величину угла р зоны подачи СОЖ в коллекторы 2 можно изменять, меняя профиль кулачка 12. Угол а сектора подачи СОЖ регулируется вращением кулачка 12 относительно камеры 6.
Угол а сектора начала подачи СОЖ выбирают из соотнощения
0(25ктк-РРВ(1-К)) pBD(l-ЮЗкШкУ
а
где Q - расход СОЖ,
SK - площадь поперечного сечения одного коллектора,
гпк- число коллекторов в зоне подачи СОЖ, шт;
Р - угол зоны подачи СОЖ, рад;
D - диаметр иглофрезы, м;
В - щирина рабочей части иглофрезы, м;
К - коэффициент заполнения рабочей поверхности иглофрезы;
V - скорость вращения иглофрезы, м/мин;
Формула изобретения
1. Способ подачи смазочно-охлаждаю- щей жидкости (СОЖ) в зону резания при обработке иглофрезой, при котором СОЖ подают через коллекторы в ворс иглофрезы, отличающийся тем, что, с целью сокращения расхода СОЖ, ее подают только через коллекторы, расположенные в секторе перед зоной, угол а сектора выбирают из соотношения
а
0(23кптк-рРВ(1-К): РВО(1-ЮЗшШкУ
5
0
5
0
5
0
где Q - расход СОЖ;
SK - площадь поперечного сечения одного коллектора;
Мк - число коллекторов, через которые подают СОЖ;
Р - угол зоны подачи СОЖ;
D - диаметр иглофрезы;
В - ширина рабочей части иглофрезы;
К - коэффициент заполнения рабочей поверхности иглофрезы;
V - скорость вращения иглофрезы.
2. Устройство для подачи смазочно-ох- лаждающей жидкости в зону резания при обработке иглофрезой, содержащее трубопровод и механизм подачи СОЖ, предназначенный для установки на приводном валу фрезы и связанный с коллекторами, размещенными в ступице фрезы, отличающееся тем, что, с целью сокращения расхода СОЖ, механизм подачи СОЖ выполнен в виде связанной с трубопроводом и охватывающей ступицу фрезы неподвижной кольцевой камеры, размещаемых в полостях коллекторов подпружиненных плунжеров и закрепленного на камере кулачка, рабочая поверхность которого предназначена для взаимодействия с плунжерами, в коллекторах выполнены радиальные, связанные с камерой отверстия, оси которых расположены в одной плоскости.
15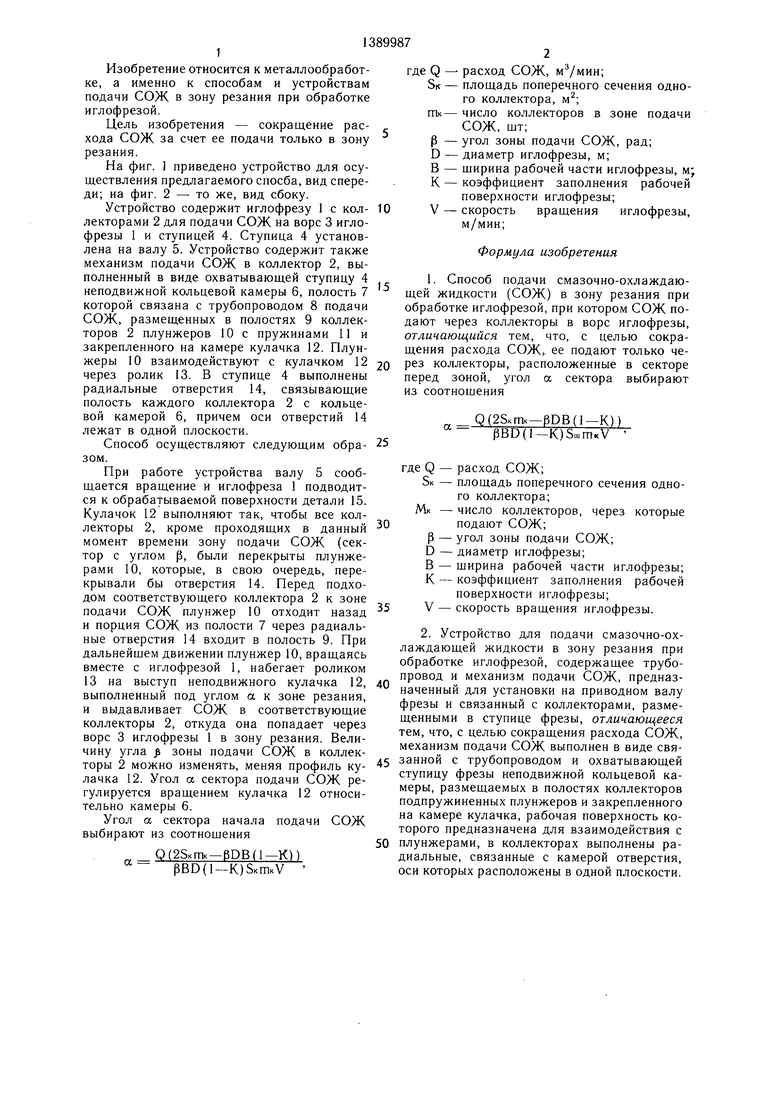
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для влажной обработки покрытий | 1975 |
|
SU571366A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону обработки иглофрезой | 1988 |
|
SU1576279A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2291762C1 |
| ИМПУЛЬСНАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291765C1 |
| КОМБИНИРОВАННАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291766C1 |
| СПОСОБ КОМБИНИРОВАННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2296651C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
Изобретение относится к металлообработке, а именно к способам и устройствам для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания при обработке иглофрезой. Целью изобретения является сокращение расхода СОЖ за счет ее подачи только в зону резания. При вращении вала 5 иглофреза 1 поворачивается относительно камеры 6 механизма подачи СОЖ. Вместе с камерой поворачиваются и плунжеры 10, размещенные в полостях 9 коллекторов 2. Плунжеры 10 при повороте камеры 6 перекрываются по поверхности кулачка 12 и в соответствии с его профилем открывают и закрывают отверстия 14, связанные с камерой 6, заполненной СОЖ. При этом СОЖ через отверстия 14 попадает в полость 9 коллекторов 2 и из них на ворс 3 иглофрезы 1 и в зону резания. Зона подачи СОЖ расположена в секторе с углом р, а начало этого сектора (угол а) по отношению к зоне резания выбирают из математической зависимости. 2 с. п. ф-лы, 2 ил. (Л 12 оо 00 г х 00 
0i/8,1
| Устройство для влажной обработки покрытий | 1975 |
|
SU571366A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
