1 .
Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента для горячей обработки металлов давлением.
Целью изобретения является повышение срока службы инструмента.
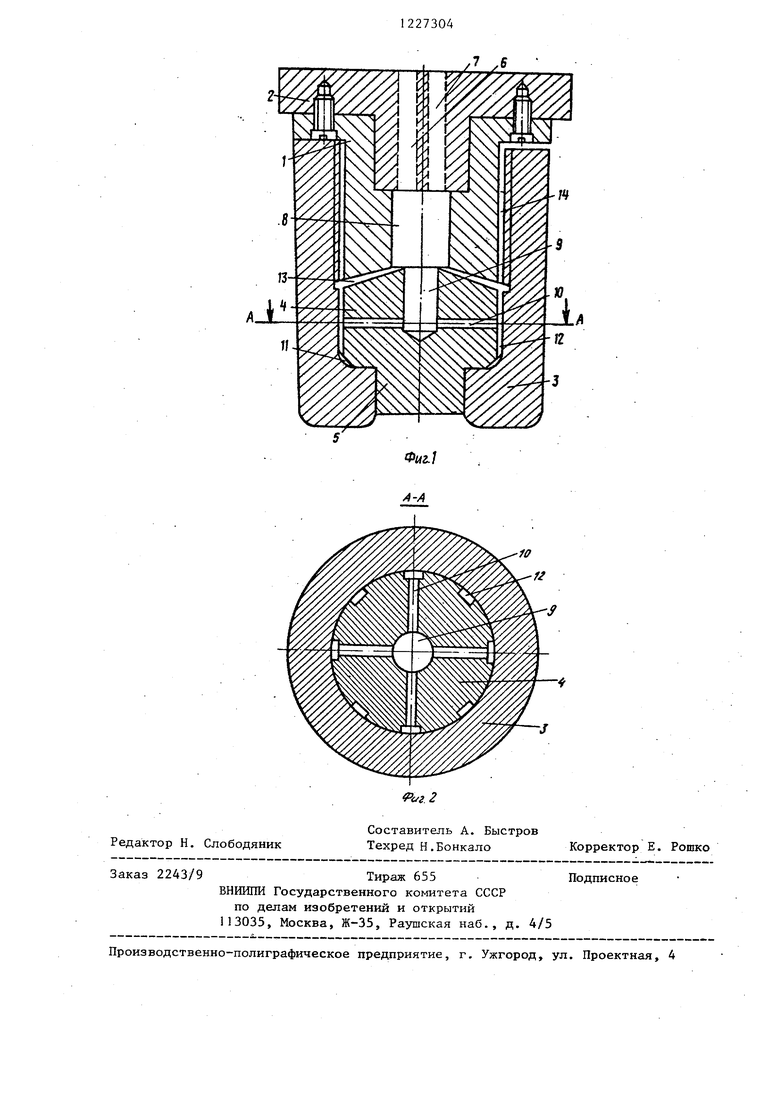
На фиг, показан предлагаемый инструмент, разрез; на фиг, 2 - сечение А-А на фиг, 1,
Инструмент для горячей обработки металлов давлением выполнен состоя- пщм из опорной втулки 1, закрепленной на основании 2, выполненном из конструкционной стали, деформирующего элемента 3, связанного с опорной втулкой резьбовым соединением. В полости дефорнируюре о элемента размещен вкладьш 4 с хвостовиком 5, запрессованным в центральное отверстие деформирующего элемента.
В основании вьшолнен канал 6 для подвода и канал 7 для отвода охлаждающей жидкости. По каналу 6 жидкость подается в отверстие 8 опорно втулки. Во вкладьше 4 выполнено центральное отверстие 9 и радиальньш каналы 10, которые сообщаются с колцевой полостью 11 каналами 12, образованными продольными пазами на наружной поверхности вкладьша и стенками деформирующего элемента. Отверстие 9, каналы 10, 12 и зазор 13 сообщены с продольными каналами 14 опорной втулки.
Перед началом работы все каналы и пазы заполнены охлаждающей жидкостью.
273042
В начальной стадии работы при соприкосновении деформирующего элемен-- та с горячей заготовкой происходит разогрев инструмента, в рез льтате . чего охлаждающаяся жидкость в каналах 12 интенсивно нагревается и частично превращается в газ. Газовая фаза с разогретой жидкостью вытесняется в зазор 13, освободившиеся 10 объемы зполняются более холодными массами жидкости, поступающей из отверстия 9 и каналов 10.
Избыточное давление газовой фазы
tS сбрасывается через каналы 14. Интенсивное охлаждение происходит до тех пор, пока существует разница между температурой охлаждающей жидкости и температурой внутренней поверхности
20 деформирующего элемента. Различие между коэффициентами линейного расширения материала опорной втулки и деформирующего элемента в 1 ,1 ... 1,5 раза учитывает колебания свойств
25 реальных материалов элементов инструмента в интервале рабочих температур. При соотношениях меньших 1,1 не обеспечивается необходимой плотности соединения вкладьшха и деформирующего
30 элемента при максимальной рабочей температуре последнего.
При соотношении этих коэффициентов большем 1,5 возможны значительные термические напряжения в началь- ной стадии обратного хода деформирующего элемента и разрушения его вследствие действия этих напряжений.
/7 xff
Редактор Н. Слободяник
Заказ 2243/9Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
У иг 2
Составитель А. Быстров Техред Н.Бонкало
Корректор Е. Рошко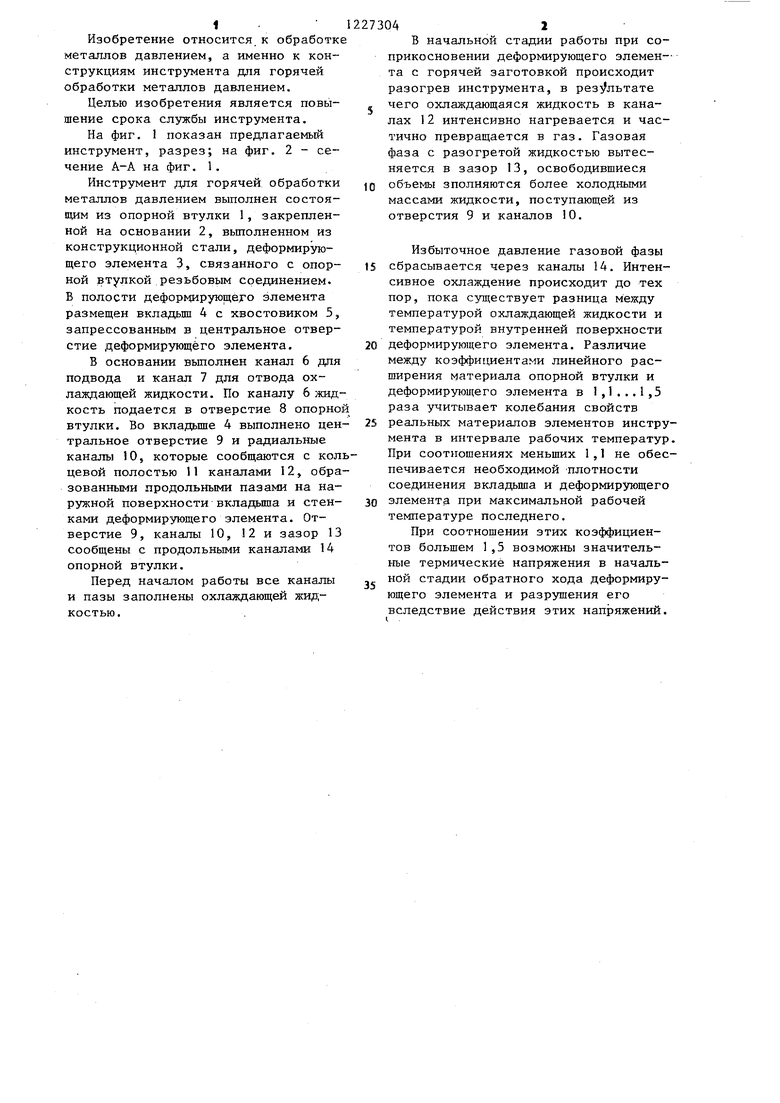
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания внутренних резьб в высокопрочных сталях | 1981 |
|
SU1018767A1 |
| Эжекторное сверло | 1983 |
|
SU1111851A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| ЭЛЕКТРОРАЗРЯДНОЕ УСТРОЙСТВО | 1980 |
|
SU897079A1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| Установка БСТ-1 для высокотемпературной газовой экструзии | 1990 |
|
SU1780914A1 |
| ЛИТЕЙНЫЙ БАРАБАН УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ НА ОДИН ИЛИ МЕЖДУ ДВУМЯ БАРАБАНАМИ | 1997 |
|
RU2175903C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452609C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048966C1 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |

| Инструмент для горячей обработки металлов давлением | 1973 |
|
SU716698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
