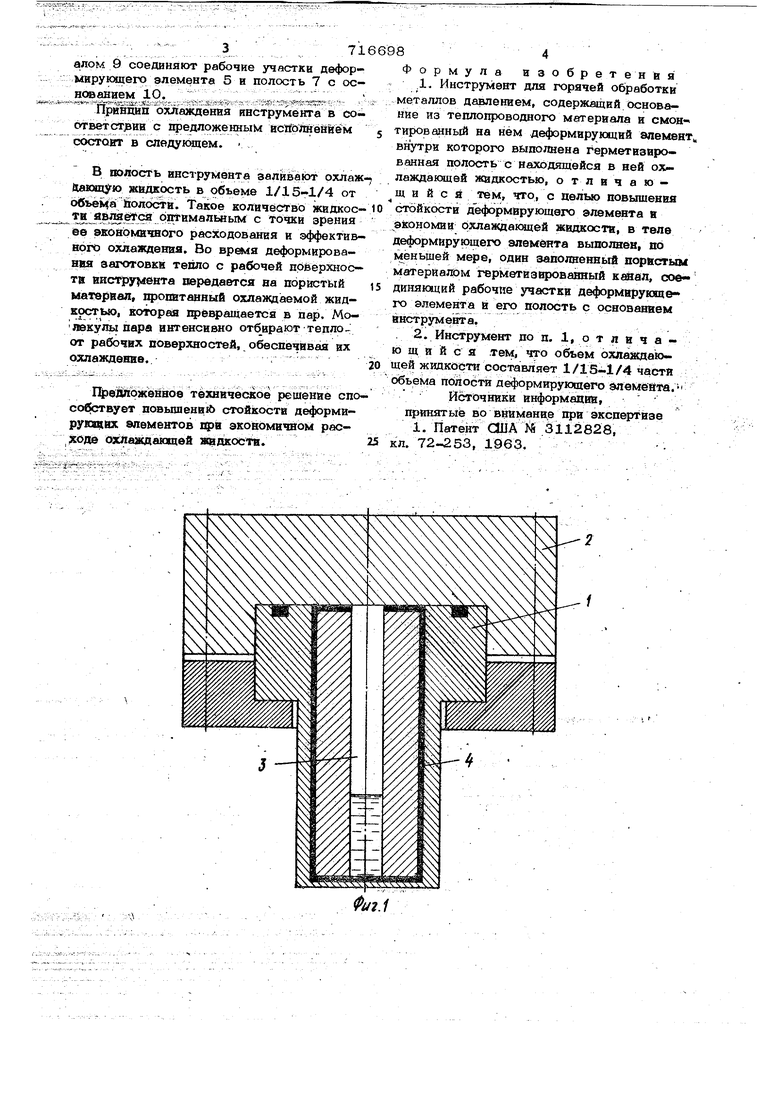
(54) ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ алом 9 соединяют рабочие участки деформирующего элемента 5 и полость 7 с 00нсв авием 10. Принцип охлаждения инструмента в собтветстрнн с предложенным исЖрййёййём состоит в слвдукмцем. В полость инструмента заливают охпаж Лающую жидкость в объеме 1/15-1/4 от ,, X.jef« iv r- -i--.-l-: ;;-:- п объема йолсютй. Такое количесч-во жидкое. - w a-ici i ou euiMKUC. TH flBJK ca оптимальным с точки зрения ТН аВЛЯё СЙ оптимальным с точки яПрнист ее эконрмвчного расходования и эффективного охлаждения. Во время деформирования заготовки тепло с рабочей поверхности пнсгру батв передается на пористый материал, щэопитанный охлаждаемой жидкрстью, ЕО1чэрая 1фёвращается в пар. МоЯекушпара интенсивно отбирают теплоот рабочих поверхностей, обеспечивая их охлаждение. ПреШржёвнЬе техническое решение способствует повышенвсС) стойкости деформирующих влементов 1ФВ экономичном расходе охлаждающей агадкости. 71 8 Формула изобретения 1. Инструмент для горячей обработки металлов давлением, содержащий основание из теплопроводного материала и смонтированный на нём деформирующий элемент внутри которого выполнена герметизированная полость с находящейся в ней ох лаждающей жидкостью, отличающийся тем, что, с целью повышения ч « V- и 1СИ1, ч:«ч с делью повыше стойкости деформирующего элемента в -.-- экономии охлаждающей жидкости, в теле деформирующего элемента выполнен, по меньшей мере, один заполненный порвстым матерйада|М герметизированный кшал, сое диняюций рабочие участки деформнрующего элемента и его полость с основанием инструмента, . 2. Инструмент до п. 1, о т л и ч а ю щ и и с я тем, что объем охлаждающей жгак э1сти составляет 1/15-1/4 части объема полости деформирующего элемеата. Источники информации, принятые во внимание при экспертизе 1. Патент США N(3112828, кл. 72-253, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ И ЗАТОЧКИ РЕЖУЩИХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2526655C2 |
| Штамп для горячей штамповки поковок и способ его изготовления | 1987 |
|
SU1480950A1 |
| Инструмент для горячей обработки металлов давлением | 1984 |
|
SU1227304A1 |
| Способ деформирования заготовок | 1987 |
|
SU1488092A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |
| Способ охлаждения и смазки штампового инструмента и устройство для его осуществления | 1987 |
|
SU1512701A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОГО ИНСТРУМЕНТА | 1991 |
|
RU2007277C1 |
| Пуансон для получения горячим деформированием полых изделий | 1988 |
|
SU1590188A1 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1503967A1 |
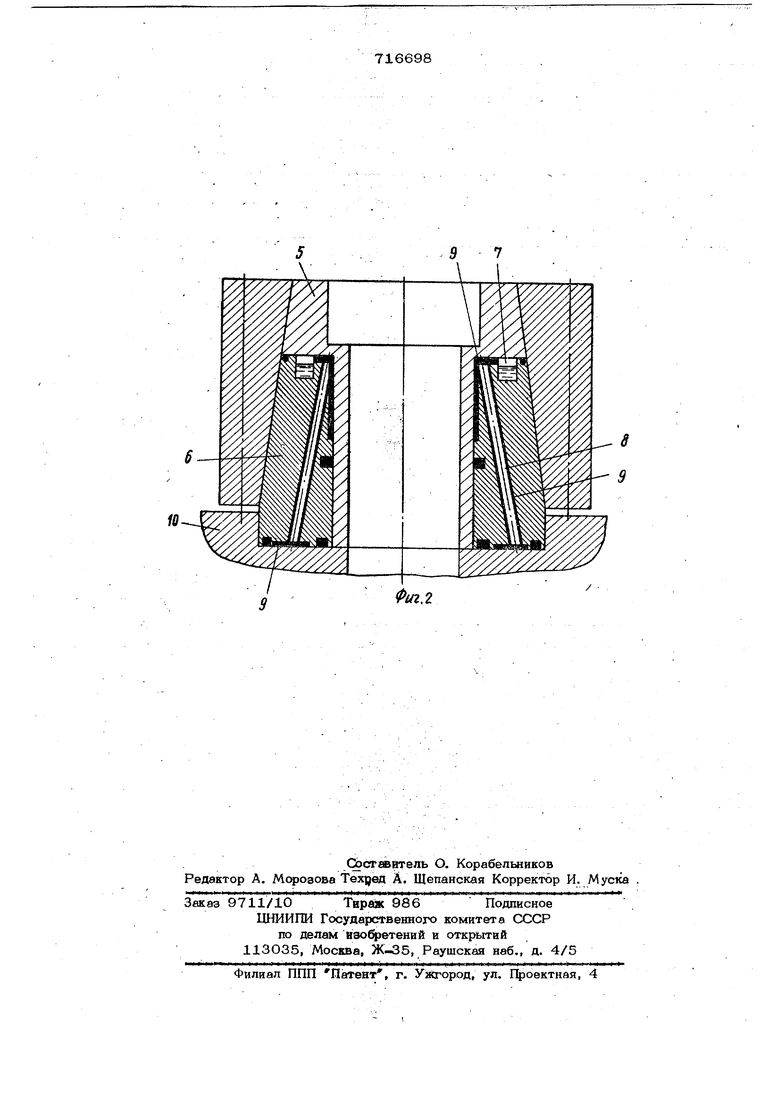
Фиг,2
