13 9 Г7 Ю S /// / / Z /
Изобретение относится к обработке металлов резанием со снятием стружки, а именно к инструментам для обработки глубоких и обычных точных отверстий, и может быть использовано в машиностроении.
Известно эжекторное сверло, содержащее полую борштангу, несущую инструментальную головку, в которой выполнены отверстия для подвода смазочно-охлаждающей жидкости (СОЖ), внутреннюю трубу, установленную с возможностью осевого перемещения и на одном конце которой со стороны инструментальной головки выполнен уплотнительный бурт, предназначенный для взаимодействия с отверстиями головки.
При работе известным эжекторным сверлом в зоне обработки создается режим пульсирующего давления. Это позволяет увеличить работу струи жидкости в 1,8-6,8 раза, что значительно улучщает отвод стружки, являющийся критерие.м работоспособности эжекторных сверл. Стойкость сверл при этом увеличивается в 1,5-1,7 раза 1.
К недостаткам известного сверла относится сложность конструкции, обусловленная наличием дополнительного привода возвратно-поступательного движения, требующего установки дополнительной контрольноизмерительной аппаратуры - генератора импульсов, частотомера, стабилизатора и т.д
При этом приходится приводить в движение большую массу - всю внутреннюю трубу, что особенно сложно при длинных эжекторных сверлах. При такой конструкции внутренней трубы невозможно выполнить комбинированное эжекторное сопло со скругленным входом, коническим и цилиндрическим участками, обладающее наибольшими коэффициентами расхода и всасываюнгей поверхностью.
Цель изобретения - упрощение конструкции эжекторного сверла.
Поставленная цель достигается тем, что эжекторное сверло, содержащее полую борштангу, несущую инструментальную головку, в которой выполнены отверстия для подвода СОЖ, снабжено установленным на инструментальной головке сепаратором в виде втулки, в которой выполнены сквозные пазы с установленными в них телами качения и торцовые выборки для взаимодействия с отверстия.ми головки.
При этом тела качения, производя деформацию обрабатываемого отверстия, перекатываются по сверлильной головке и сообщают сепаратору вращение относительно сверлильной головки. За счет этого происходит периодическое перекрытие отводных отверстий сверлильной головки и в зоне резания создается режим пульсирующего дав ления.
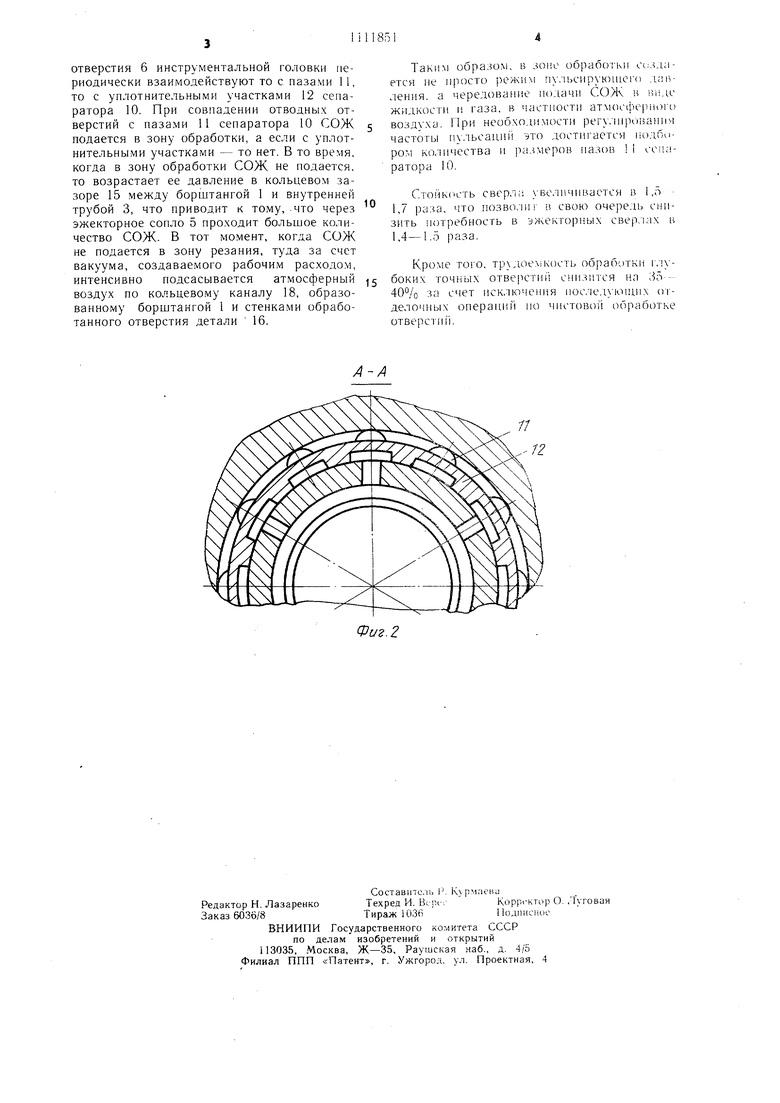
На фиг. 1 представлено предлагаемое эжекторное сверло, общий вид; на фиг. 2 - разрез .Л-А на фиг. 1.
Эжекторное сверло состоит из борщтанги 1 с закрепленной на ее переднем конце инструментальной головкой 2. Внутри борщтанги 1, коаксиально с ней, установлена внутренняя труба 3, конец которой совместно со втулкой 4 головки образует паралллеяьно эжекторное сопло 5. Инструментальная головка 2 содержит отводные отверстия 6, режущие 7 и направляющие 8 элементы. На корпусе инструментальной головки 2
установлены выполненные в виде тел качения деформирующие элементы- 9, которые установлены в сепараторе 10, выполненном в виде втулки. В торцовой части сепаратора 10, расположенной в диаметральном сечении над отводными отверстиями 6, выполнены пазы 11 и уплотнительные участки 12, размеры которых рассчитываются по необходимой частоте пульсаций СОЖ в зоне обработки. Осевое положение сепаратора регулируется гайкой 13. Для уменьщения трения
0 между гайкой 13 и сепаратором 10 расположено кольцо 14 из антифрикционного материала, например фторопласта или фторопластонаполненного композиционного материала.
5 Для подвода СОЖ к инстру.ментальной головке служит кольцевой зазор 15 между борщтангой 1 и внутренней трубой 3. Тела качения контактируют с поверхностью обрабатываемой детали 16 и опорной поверхностью 17 инструментальной головки 2. Меж ду борщтангой 1 и обработанной поверхностью отверстия детали 16 имеется кольцевой канал 18.
При сверлении отверстий эжекторным сверлом общий поток СОЖ подается в кольцевой зазор 15 .между борштангой 1 и внутренней трубой 3. В инструментальной головке 2 этот поток разделяется обратно пропорционально гидросопротивлениям соответствуюнгих участков на рабочий (проходящий через эжекторное сопло 5) и эжек0 тируемые потоки (проходящие через отводные отверстия 6 инструментальной головки 2). Эжектируемый поток попадает в зону обработки и служит для смазки и охлаждения режущих 7 и направляющих 8 элементов. Этот поток также служит для отвода стружки из зоны обработки, вместе с которой он подсасывается через втулку 4 головки во внутреннюю трубу 3 вакуумом, создаваемым рабочим потоком. При относительном вращении инструментальной головки 2 и обQ рабатываемой детали 16 деформирующие элементы 9 производят пластическую дефор.мацию поверхности последней. Под действием сил трения, возникающих при пласт)1ческом деформировании, деформирующие элементы, выполненные в виде тел качения, 5 перекатываются по опорной поверхности 17 корпуса инструментальной головки, приводя во вращение сепаратор 0. Вращение сепаратора 10 приводит к тому, что отводные отверстия 6 инструментальной головки периодически взаимодействуют то с пазами 1 1, то с уплотнительными участками 12 сепаратора 10. При совпадении отводных отверстий с назами 11 сепаратора 10 СОЖ подается в зону обработки, а если с уплотнительными участками - то нет. В то время, когда в зону обработки СОЖ не подается, то возрастает ее давление в кольцевом зазоре 15 между борштангой 1 и внутренней трубой 3, что приводит к тому,-ЧТО через эжекторное сопло 5 проходит большое количество СОЖ. В тот момент, когда СОЖ не подается в зону резания, туда за счет вакуума, создаваемого рабочим расходом, интенсивно подсасывается атмосферный воздух по кольцевому каналу 18, образованному борштангой 1 и стенками обработанного отверстия детали 16. Таким образом, в зоне обрабопчи сс:лд;|ется не просто пульсирунпнс ;i,aisления. а чередование подачи СОЖ н ,io жидкости и газа, в частности атм(нчре 5ио1Ч) воздуха. При необходимости регу.чиронанпя частоты пульсаци это достигается 1К)ДПчром количества и р;- лмерон пазов i cciu ратора 10. Стойкссть cBCp,T;i увеличивается в 1,о 1,7 раза, что позволит в свою очередь снизить потребность в э 1 ектор1:ых свер.шх к 1,4-1.5 раза. Кроме того. тр ;1оел кость обработки r.iyбоких ОЧНЫХ OTBe|iCTiiii снизится на 5o-40°/о за счет исключения пос.чсдующпх отделочных операций по чистовой обработке OTBepcTiiii.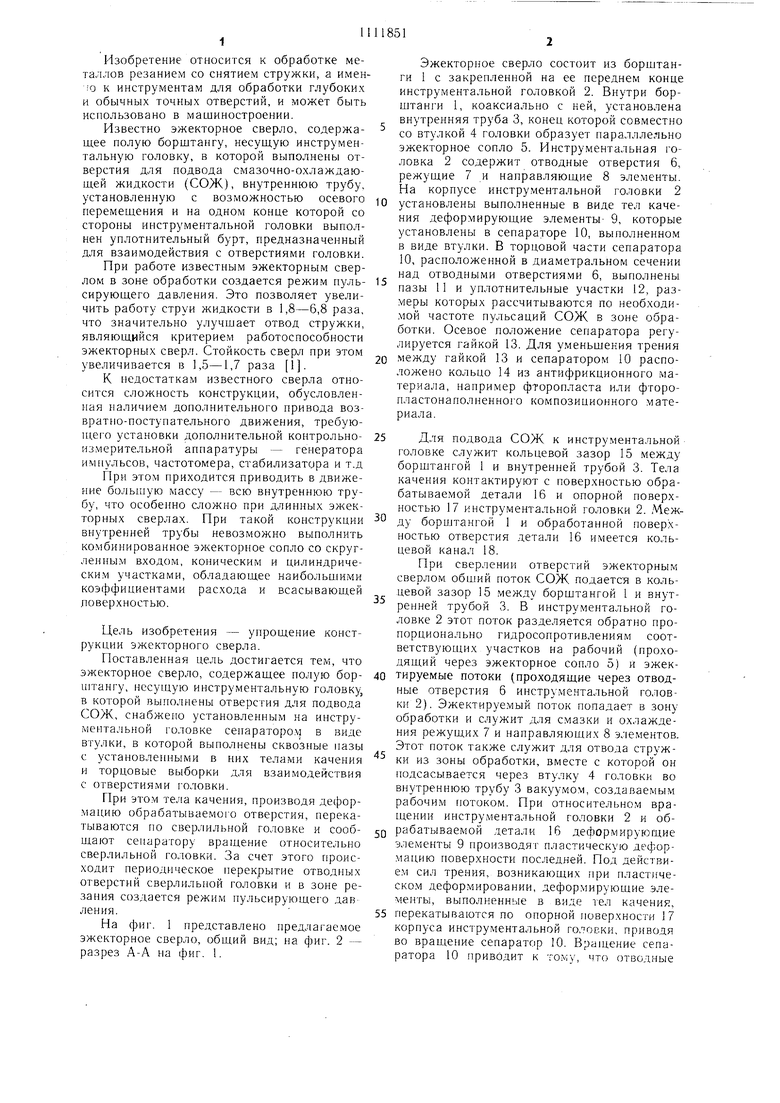
| название | год | авторы | номер документа |
|---|---|---|---|
| Эжекторное сверло | 1980 |
|
SU933296A1 |
| Стенд для исследования гидравлической системы эжекторного сверла | 1981 |
|
SU1006091A1 |
| Сверло | 1982 |
|
SU1127704A2 |
| Сверло | 1985 |
|
SU1282981A1 |
| Способ исследования гидравлической системы эжекторного сверла | 1981 |
|
SU1041232A1 |
| Эжекторное сверло | 1979 |
|
SU848181A1 |
| Эжекторное сверло | 1982 |
|
SU1077718A1 |
| Эжекторное сверло | 1988 |
|
SU1668055A1 |
| Эжекторное сверло | 1985 |
|
SU1256887A1 |
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU975239A1 |
ЭЖЕКТОРНОЕ СВЕРЛО, содержащее полую борштангу, несущую инструментальную головку, в которой выполнены отверстия для подвода смазочно-охлаждающей жидкости, отличающееся тем, что, с целью упрощения конструкции, оно снабжено установленным на инструментальной головке сепаратором в виде втулки, в которой выполнены сквозные пазы с установленными в них телами качения и торцовые выборки для взаимодействия с отверстиями головки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Эжекторное сверло | 1979 |
|
SU848181A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
