Изобретение относится к электрохимической размерной обработке, в частности к электрохимическому хонингованию отверстий.
Цель изобретения - повышение точности обработки и улучшение качества поверхности за счет стабилизации физико-химичес- ки х параметров электролита в межэлектродном зазоре путем изменения давления электролита в процессе обработки.
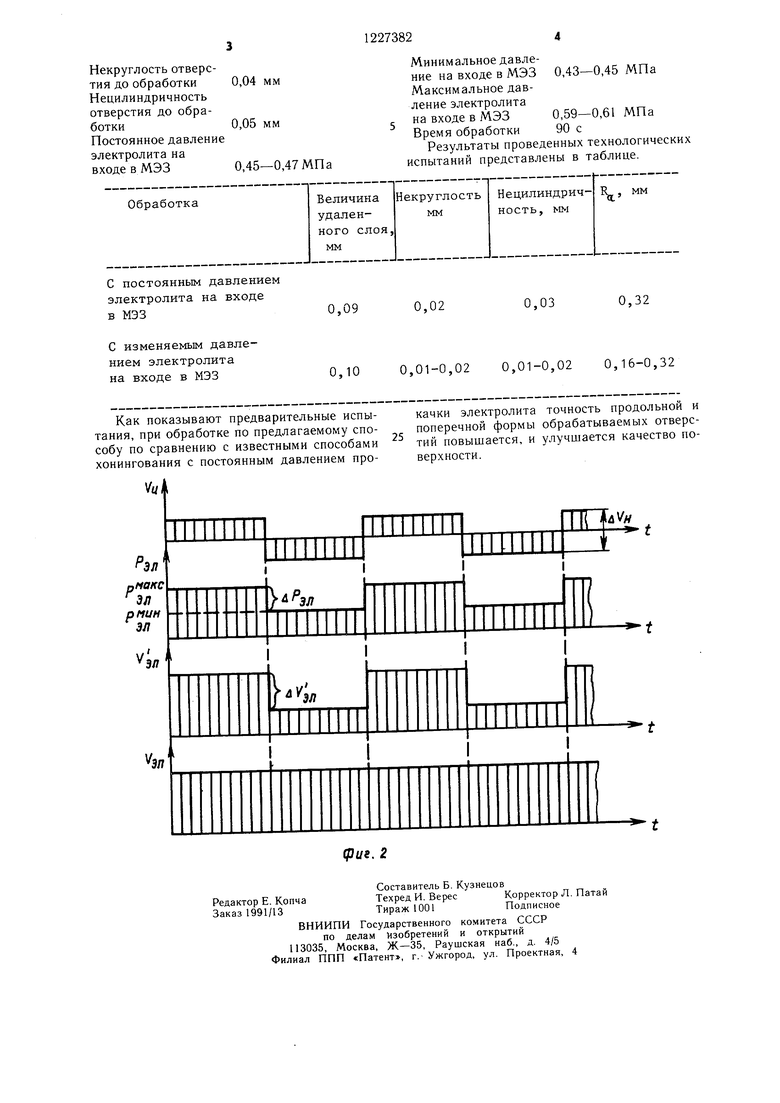
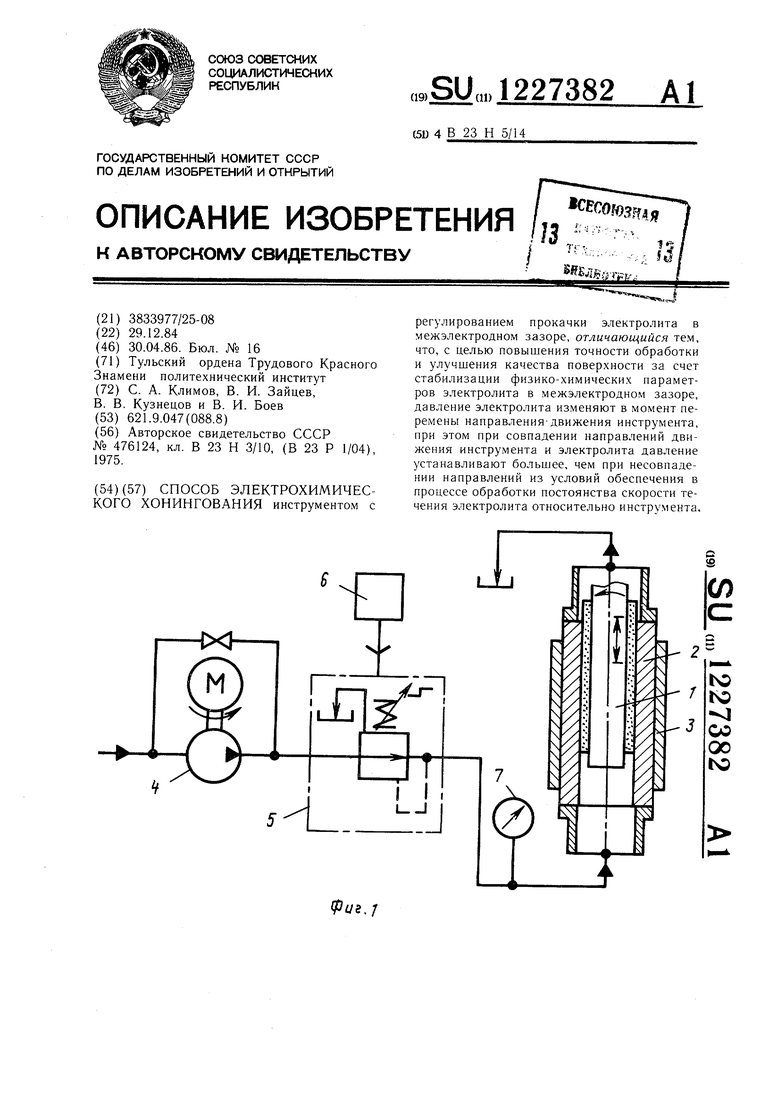
На фиг. 1 изображена схема осуществления предлагаемого способа электрохимического хонингования; на фиг. 2 - график изменения скорости возвратно-поступательного перемещения инструмента Vu относительно заготовки; зависимость изменения давления прокачки электролита на входе в межэлектродный зазор ; график изменения скорости течения электролита относительно заготовки УЭ;, ; график скорости течения электролита относительно инструмента Узд.
Инструмент 1 в процессе обработки расположен внутри заготовки 2, которая закреплена в приспособлении 3. Насос 4 через редукционный клапан 5 со ступенчатым регулированием соединен с приспособлением 3. Клапан 5 соединен с управляющим устрой.- ством 6, связанным с концевыми выключателями (не показаны), которыми ограничены возвратно-поступательные перемещения инструмента 1. Для контроля давления в напорной магистрали установлен манометр 7.
Су1цность способа заключается в следующем.
В процессе хонингования инструмент 1 совершает возвратно-поступательные движения относительно заготовки 2. Скорость возвратно-поступательного перемещения инструмента Vy относительно заготовки изменяется в соответствии с представленными графиками. Для поддержания стабильной скорости течения электролита в МЭЗ относительно инструмента 1 давление электролита на входе в МЭЗ Pj, периодически изменяют от максимального до минимального в зависимости от направления движения инструмента. Этим вызывается соответствующее периодическое изменение скорюсти течения электролита Vjj, относительно заготовки 2. При суммировании синхронно изменяющихся относительных, скоростей инструмента VK и электролита Vl
эл
по отнощению к заготовке 2 скорость течения электролита в МЭЗ УЭЛ относительно инструмента 1 стабилизируется. Перепад давлений электролита на входе в МЭЗ дРэ при перемене направления движения инструмента I выбирается таким образом, чтобы вызываемое этим изменение скорости течения электролита относительно заготовки 2АУ9л соответствовало алгебраическому изменению скорости возвратно-поступательного перемещения инструмента luV относительно заготовки 2. В таком случае график скорости течения электролита относительно инструмента Vjj, приобретает вид, представленный на фиг. 2. Это позволяет стабилизировать физико-химические параметры электролита по длине МЭЗ в процессе электрохимического хонингования.
Процесс обработки осуществляется следующим образом.
При движении инструмента 1 вниз, т.е. во встречном течению электролита в МЭЗ направлении, управляющее устройство 6 устанавливает посредством редукционного KjTa- нана 5 со ступенчатым регулированием минимальное значение давления электролита на входе в МЭЗ - Вследствие этого скорость течения электролита относительно заготовки 2Уэ л минимальна. В крайнем нижнем положении инструмент 1 воздействует на концевой выключатель, и его направление движения меняется на противоположное, т.е. на сонаправленное течению электролита в МЭЗ.
Управляющее устройство 6 преобразует сигнал с концевого выключателя и посредством редукционного клапана 5 устанавливает максимальное значение давления электролита на входе в МЭЗ - Р . В результате скорость течения электролита относительно заготовки ЗУзл максимальна. При суммировании скоростей инструмента iVu и электролита Уэл относительно заготовки 2 ско- рость течения электролита в МЭЗ относительно инструмента 1Уэх стабилизируется. При изменении направления движения инструмента 1 цикл повторяется.
Для проверки эффективности предлагаемого способа электрохимического хонингова- ния проведены его испытания. Так, при обработке деталей типа «труба длиной 400 мм и внутренним диаметром 40 мм, изготовленных из стали ЗОХН2МФА, опробованы варианты электрохимического хонингования с прокачкой электролита при постоянном давлении на входе в МЭЗ и при периодическом изменении давления электролита на входе в МЭЗ от максимального при сонаправлен- ном движении инструмента и электролита до минимального при встречном направлении движения инструмента и течения электролита.
Условия обработки при этом находятся в следующих пределах: Температура электро- лита 25±5°С
рН электролита7 - 9
Электролит20% NaNO,,
Напряжение16 В
Сила тока800 А
Межэлектродный зазор0,7 мм
А1атериал катодаЛатунь Л62
Хонинговальные брускиАСР 50/40 50%М1
Некруглость отверстия до обработки Нецилиндричность отверстия до обработкиПостоянное давление электролита на входевМЭЗ
С постоянным давлением электролита на входе в МЭЗ
0,09
С изменяемым давлением электролита на входе в МЭЗ
0,100,01-0,02 0,01-0,02 0,16-0,32
Как показывают предварительные испы-качки электролита точность продольной и
тания, при обработке по предлагаемому спо-поперечной формы обрабатываемых отверссобу по сравнению с известными способамитий повышается, и улучшается качество похонингования с постоянным давлением про-верхности.
Vu
(pus. 2
Редактор Е. Копча Заказ 1991/13
Составитель Б. Кузнецов
Техред И. ВересКорректор Л. Патай
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам Изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г.- Ужгород, ул. Проектная, 4
Минимальное давление на входе в МЭЗ 0,43-0,45 МПа Максимальное давление электролита
на входе в МЭЗ0,59-0,61 МПа
Время обработки90 с
Результаты проведенных технологических испытаний представлены в таблице.
0,02
0,03
0,32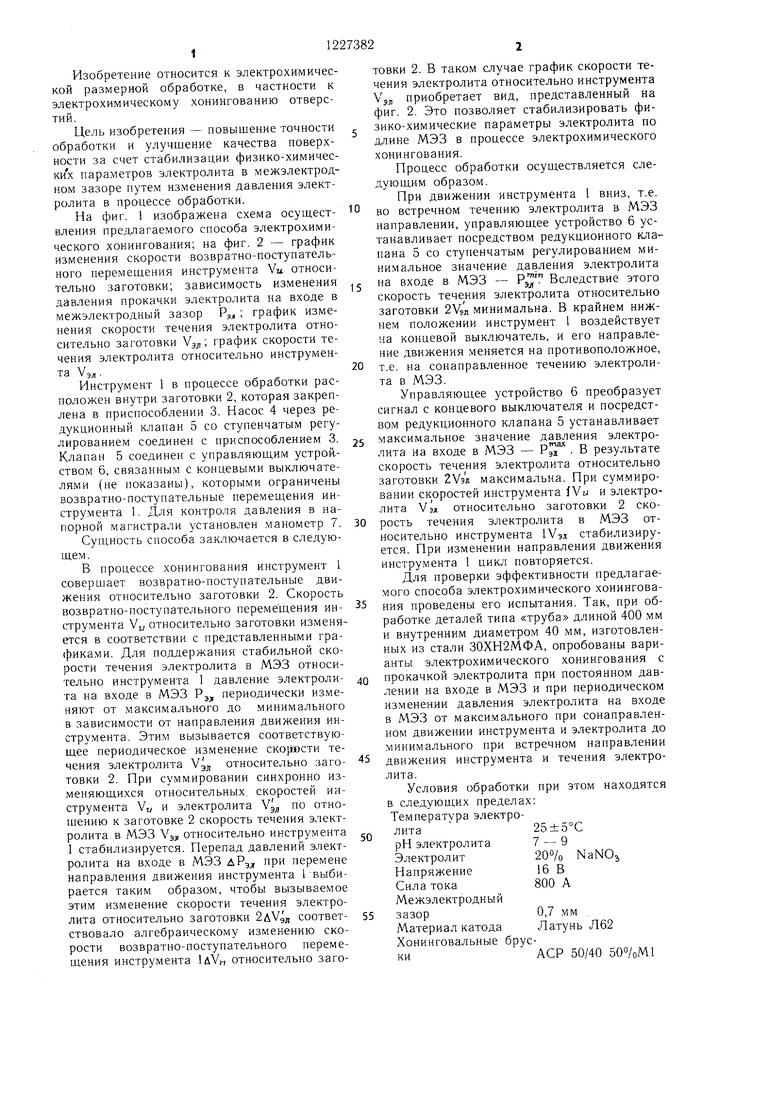
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 1999 |
|
RU2175032C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| Способ электрохимической обработки | 1972 |
|
SU476124A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
