Изобретение относится к способам комплексной проверки станков с Ч11У и может быть использовано для оперативного контроля и диагностики технического состояния фрезерных и других станков с ЧПУ.
Целью изобретения является повьше ние точности контроля технического состояния станков с ЧПУ за счет использования оправки с калиброванным наружным диаметром в качестве общей базы для обработки и измерения, что уменьшает систематические ошибки и позволяет определить не только отклонения фактических размеров и формы обработанных на станке контрольных образцов от номинальных, но и установить отклонение координат центра, которое является высокоинформативным дополнительным параметром о кинемати ческой точности станка, особенно предназначенного для обработки взаимосопрягаемых деталей.
На чертеже показаны развертки про филограмм обработанного образца.
Способ контроля технического состояния станков.с ЧПУ осуществляется следукицим образом.
На рабочем столе контролируемого станка устанавливают оправку, напри- мер, цилиндрической или квадратной формы с калиброванным наружным размером, например диаметром. С помощью закрепленного в шпинделе измерителя линейных перемещений от наружного диаметра оправки фиксируют исходную точку касания инструмента.
Закрепляют на оправке контрольный образец, например, кольцевой формы с припуском по наружному диаметру на обработку. В шпиндель станка вместо измерителя линейных перемещений устанавливают режущий инструмент.
От исходной точки по предварительно составленной программе обрабатывают контрольный образец. Обработанный образец устанавливают на специальное приспособление и от исходной точки касания инструмента в направлении обработки снимают развертку профилограммы. Анализируют полученную профилограмму или сравнивают ее с эталонной, определяя параметры кинематической точности системы ЧПУ, приводом подачи и шпинделя в дина- мическом режиме, по которым судят о техническом состоянии контролируемого станка.
Один из вариантов практической реализации данного способа при контроле технического состояния фрезерного станка с ЧПУ состоит в следующем.
На рабочем столе фрезерного станка типа 6М13ГН-1 с фазовой системой управления закрепляют специальное фрезерное приспособление с цилиндрической оправкой калиброванного наружного диаметра (27 мм) для классной посадки образца и фиксации исходной точки (касания инструмента). С помощью закрепленного в шпинделе измерителя линейных перемещений от наружного диаметра оправки фиксируют исходную точку касания инструмента.
На цилиндрическую оправку устанавливают образец кольцевой формы внешним диаметром 50 мм с припуском в 3 мм на обработку. Толщина образца 5-20 мм.
В шпиндель станка вместо измерителя линейных перемещений устанавливают фрезу диаметром 30,3 мм. От исходной точки по предварительно составленной программе обрабатывают контрольный образец при попутном и встречном фрезеровании при скорости подачи по обводу 621,6 и частоте вращения фрезы 1250 об/мин.
Обработанный образец устанавливают в измерительную установку, включающую оптическую головку, измери-. тельное устройство и индикатор,, и от исходной точки в направлении обработки снимают развертку профилограммы. Для этого контрольный образец закрепляют в шпинделе оптической головки, в контакт с поверхностью образца вводят специальный датчик, электрические сигналы которого через усилитель поступают на шлейфовый осциллограф .
В качестве измерительного устройства служит упругоэлектрический датчик консольного типа, который при использовании электрических приборов с растянутыми шкалами устойчиво фиксирует перемещение 0,001 мм. Перед измерением датчик закрепляется на индикаторной стойке и тарируется по специальному эталонному кольцу. В щжспособлении используют прецизионный индикатор часового типа с ценой деления 0,001 мм, тензометричес- кую станцию 8-АНЧ и трехканальный шлейфовый осциллограф. Настройку шлейфового осциллографа осуществляют
3
при п омощи трех эталонных дисков, имеющих биение по центру не более мкм (49,5; 50; 50,5 мм). Для записи осциллограмм используют обычную фотопленку со светочувствительностью 65 или 130 единиц.
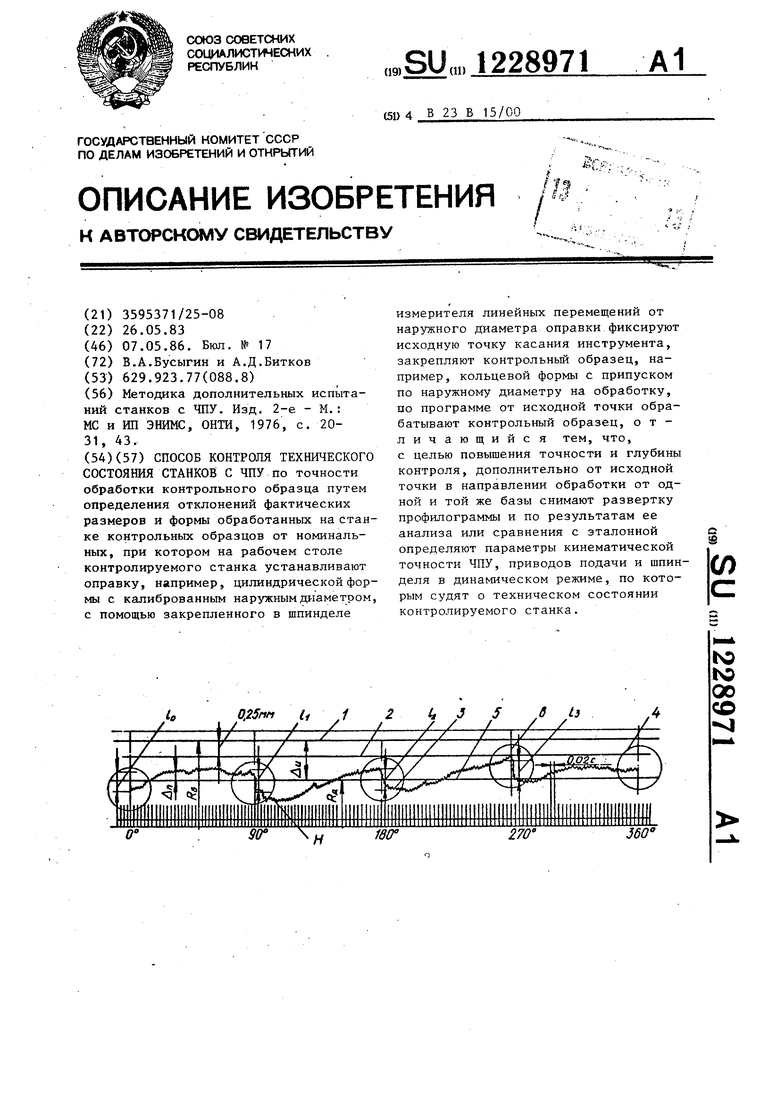
На развертке пррфилограммы действительного обвода обработанного по программе контрольного образца обозначены линии 1 базового радиуса Rj, равного 25 мм, масштабная линия 2, соответствующая радиусу 24,75 мм, .кривая 3, соответствующая текущему радиальному размеру R.. действительного обвода, скачки 4 действительно- го обвода в точках О, 90, 180 и 270° переключения знаков скорости управляемых координат и средняя линия 5, определяемая по половине расстояния между верхней b и нижней Н предель- ной точками действительного обвода.
.От линии 1 базового радиуса R нд расстоянии , ограничивающие заданное поле допуска на обвод, проводят масштабную линию 2, соответст- вующую радиусу 24,75 мм и радиусом 25,25 мм (не показана). Кривая 3 действительного обвода в точках переключения знака скорости управляемых координат имеет скачки 4, обусловлен- ные динамическими люфтами 1,3 в продольных и J0,Га в поперечных подачах Расстояние между базовой линией 1 и средней линией 5 равно погрешности диаметра фрезы с учетом отжима инструмента (ди). Тогда величина отжима инструмента
,5ХВ,
где величина погрешности диаметра фрезы S D определяется как разность
8в в„-в„,
где D - номинальный диаметр фрезы,
заложенный в программу; DJ. - ширина паза при фрезеровании с учетом биений шпинделя которая может быть определена при фрезеровании прямоугольного паза с сохранением режима резания, принятого для обработки контрольного образца.
Редактор И. Никол 1йчук
Составитель В.Влодавский
Техред И.Верес Корректор А.Ференц
Заказ 2402/9 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11303 3, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
s
Ю 15 0
5 о
5
0
971
Величину радиального отклонения действительного обвода от средней линии 5 за счет упругих деформаций приводов подач определяют по формуле An SR+0, cose + SY .
Для вычисления погрешности управляемых координат t спользуют зависимости
CYЛБ10 5Ди. jRi2i5iu
cosot. since Производят анализ данньпс профило- граммы. Если действительный обвод лежит внутри заданного поля допуска, то станок годен к эксплуатации. Если действительный обвод (профилограмма) выходит за пределы поля допуска, необходима доработка станка. Непосредственно на осциллограмме измеряют величины I, ,1 и If, , { динамических люфтов в продольной и поперечной подачах и сравнивают с допустимыми значениями. Если по какой-либо подаче дейстЕИтельное значение люфта превышает допустимое значение, принимается решение о доработке привода подачи с целью уменьшения динамического люфта. Измерением на профилограмме величины 4|, устанавливается величина по- грушности радиального размера за счет отжима инструмента и неточности диаметра фрезы SD. Вычитая из Д величину 0,5SD, определяют величину Лр погрешности радиального размера за счет отжима инструмента, по значению которой принимаются решение о замене инструмента, увеличению его жесткости или о введении коррекции программы.
Измеряя в каждой точке)действитель- ного обвода радиальное отклонение действительного обвода от средней линии 5, определяют погрешность обвода за счет упругих деформаций приводов подач д„ . По известному значению Д„ определяют величины погрешностей 5 X и SY по продольной и поперечной подаче. Величины Sx и SY с соответствующим знаком могут быть введены в коррекцию программы.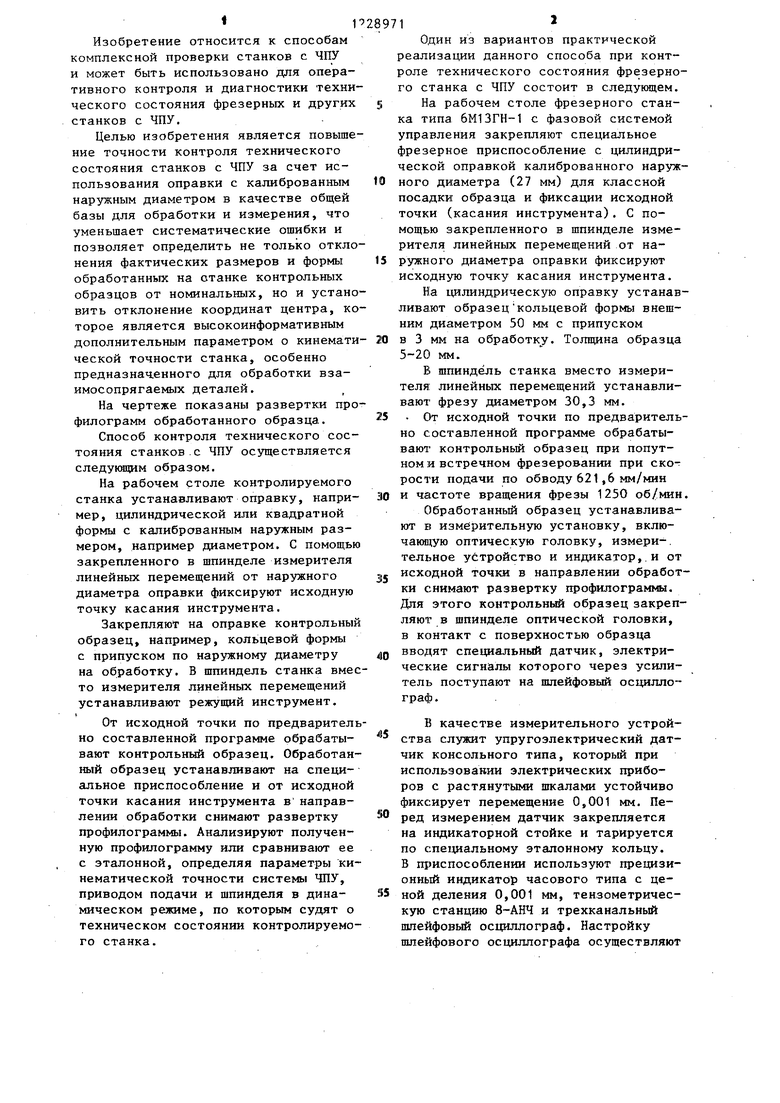
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ | 2016 |
|
RU2641939C2 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ВИНТОВОГО ЧЕРНОВОГО ФРЕЗЕРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2344023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2500506C1 |
| Способ управления обработкой дисковой фрезой паза в детали | 1987 |
|
SU1444130A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Установка для исследования образования отклонений формы деталей при шлифовании | 1980 |
|
SU921821A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
| Способ механической обработки внутренней поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2765866C1 |
| Методика дополнительных испытаний станков с ЧПУ | |||
| Изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
