Изобретение относится к машиностроению и может быть использовано для черновой обработки сложнопрофильных фасонных поверхностей.
Наиболее близким аналогом является способ обработки фасонных вогнутых поверхностей с изменяющимся профилем [1], который осуществляют инструментом в виде тела вращения с тороидальной производящей поверхностью, которому сообщают два одновременных поступательных нелинейно-согласованных движения формообразования и возвратно-вращательное движение подачи. Поступательное движение подачи осуществляют перпендикулярно и параллельно базисной плоскости заготовки и нелинейно согласуют с возвратно-вращательным движением подачи, выполненным в базисной плоскости, для периодического касания инструментом обрабатываемой поверхности одновременно в двух точках, расположенных на противоположенных сторонах профиля, причем в моменты касания противоположенных сторон профиля возвратно-вращательное движение подачи реверсируют. Однако этот способ не может быть использован для черновой обработки фасонных поверхностей, поскольку не установлены соотношения между поступательным движением подачи SY, возвратно-вращательным движением подачи ωY и главным движением инструмента ωV, которые определяют максимальную производительность процесса, требуемую для черновой обработки.
Способ винтового чернового фрезерования фасонных поверхностей, включающий использование инструмента с тороидальной производящей поверхностью, которому сообщают три одновременных движения подачи, два из которых, поступательные, осуществляют нормально и параллельно к базисной плоскости и согласуют с возвратно-вращательным движением подачи в базисной плоскости для периодического касания инструментом обрабатываемой поверхности одновременно в двух точках на противоположенных сторонах профиля, причем в моменты касания возвратно-вращательное движение реверсируют. Для повышения производительности при черновой обработке возвратно-вращательное движение подачи ωY(nY), главное движение фрезы ωV(nV) и движение подачи SY, нормальное к базисной плоскости, устанавливают со следующими соотношениями:
SY=SYЗ·Z·2π·ωV=4π·t·ωY,
где:
Z - число зубьев дисковой радиусной фрезы;
SЗ - максимальное значение подачи на зуб при черновой обработке, мм/зуб;
RX - максимальное расстояние от оси OY, мм;
SYЗ - подача на зуб стола станка вдоль оси OY, мм/зуб;
SY - подача стола станка вдоль оси OY, мм/мин;
t - максимальная возможная глубина резания для фасонной фрезы, полукруглого профиля t=(0,8...0,9)r, мм;
r - радиус тороидального участка профиля инструмента, мм;
nY - число оборотов стола станка вдоль оси OY, об/мин;
nV - число оборотов шпинделя, об/мин;
ωV=2π·nV, рад/мин;
ωY=2πωnY, рад/мин.
Предлагаемый способ позволяет вести высокопроизводительную черновую обработку за счет определенного соотношения между величинами формообразующих движений.
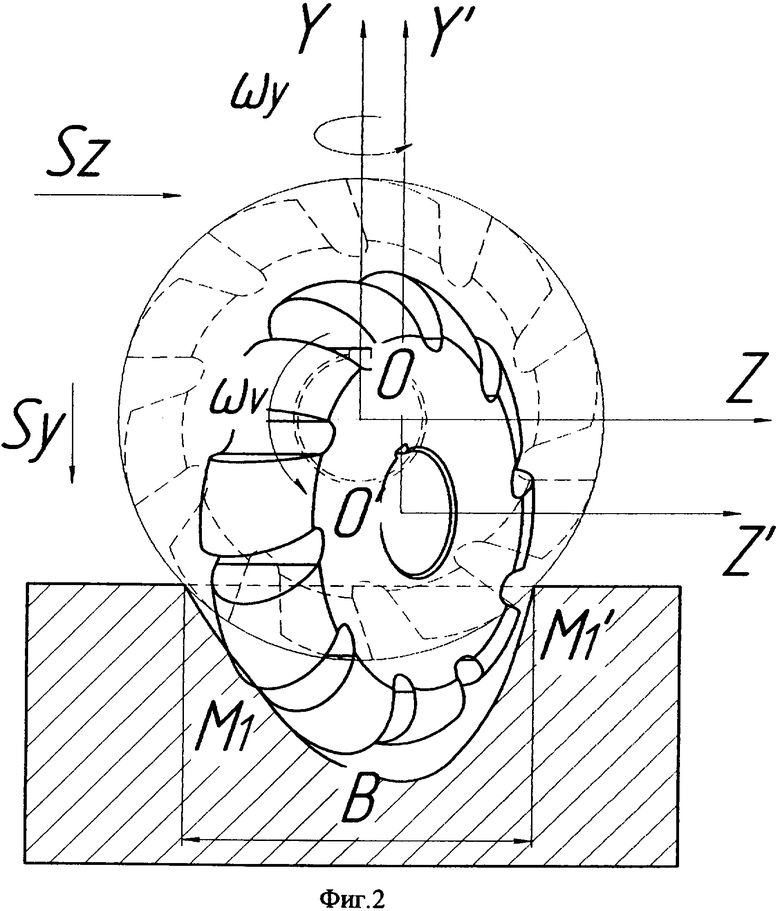
На фиг.1 изображена схема черновой обработки линзообразного участка поверхности, на фиг.2 - схема обработки участка профиля у дна канавки, на фиг.3 - профиль единичного срезаемого слоя.
Обработку производят на четырех координатных станках с ЧПУ, фрезерных или шлифованных, с непрерывно осуществленным вращательным движением стола с заготовкой, имеющей заданный профиль 1 (фиг.1) Инструменту сообщают главное движение ωv, подводят до касания с заготовкой в точке, равноудаленной от противоположенных сторон профиля, после этого инструменту задают два движения подачи SY вдоль оси OY и ωY вокруг оси OY. В результате вырабатывается припуск линзообразной формы до касания инструментом противоположенных сторон профиля в точках М и М'. Далее инструменту сообщают дополнительное движение подачи Sz, (фиг.2), причем его согласуют с двумя движениями Sy и ωY таким образом, чтобы инструмент периодически касался одновременно двух противоположенных сторон профиля (в точках M1 и M' 1), а в моменты касания возвратно-вращательное движение подачи ωY реверсируют. Таким образом, инструмент, совершая возвратно-вращательное движение подачи вокруг оси OY от одной до другой стороны профиля и постоянно опускаясь к дну канавки по оси OY до точки В, имеющий радиус профиля rп, полностью обрабатывает профиль в данном сечении. Для обеспечения построчной подачи в конце прохода инструменту сообщают два дискретных перемещения вдоль осей OZ и OX - δz1 и δх1 (фиг.1). Предложенный метод расширяет технологические возможности применения универсального инструмента с тороидальной производящей поверхностью, а также повышает производительность процесса за счет того, что позволяет обработку полного припуска осуществлять за половину оборота фрезы вокруг оси OY, т.к. обработка ведется одновременно двумя сторонами инструмента с одной стороны методом попутного, а с другой - встречного фрезерования.
Так как за один оборот инструмента вокруг оси OZ его режущая кромка перемещается на угол ϕZ, равный 2π радиан, за это же время τ вокруг оси OY инструмент поворачивается на угол ϕY, выраженный в радианах:
поскольку
то
следовательно,
За половину оборота инструмента вокруг оси OY обрабатывается линзообразный участок по всему периметру (фиг.3), таким образом, максимальная глубина резания t при черновой обработке будет обеспечиваться за 0,5 оборота инструмента вокруг оси OY. При этом количество резов фрезы K в направлении оси OY:

где SY3 - подача на зуб в направлении оси OY. За то же время K равно количеству резов половины периметра линзообразного участка  таким образом:
таким образом:

отсюда:
таким образом,
после подстановки получим:

SY=SYЗ·Z·2π·ωV=4π·t·ωY,
где Sy минутная подача (мм/мин) в направлении оси OY.
Такое же соотношение между скоростями подачи и главным движением должно обеспечиваться и на участках, обрабатываемых с возвратно-вращательным движением с той лишь разницей, что угол, определяющий точки реверсирования зависит от подачи SY и SZ [1].
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент №2208502. Способ обработки фасонных вогнутых поверхностей с изменяющимся профилем. / Амбросимов С.К., Стежкин М.Г.; Липецк. техн. ун. т. Опубл. 20.07.2003. Бюл. №20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК ДУГООБРАЗНОГО ПРОФИЛЯ | 2014 |
|
RU2571297C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2514256C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ | 2010 |
|
RU2476295C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Способ обработки зубчатых колес | 2018 |
|
RU2677473C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |

Способ включает использование инструмента с тороидальной производящей поверхностью, которому сообщают три одновременных движения подачи, два из которых, поступательные, осуществляют нормально и параллельно к базисной плоскости и согласуют с возвратно-вращательным движением подачи в базисной плоскости для периодического касания инструментом обрабатываемой поверхности одновременно в двух точках на противоположенных сторонах профиля. В моменты касания возвратно-вращательное движение реверсируют. Для повышения производительности возвратно-вращательное движение подачи, главное движение фрезы и движение подачи, нормальное к базисной плоскости, устанавливают в соответствии с приведенными соотношениями. 3 ил.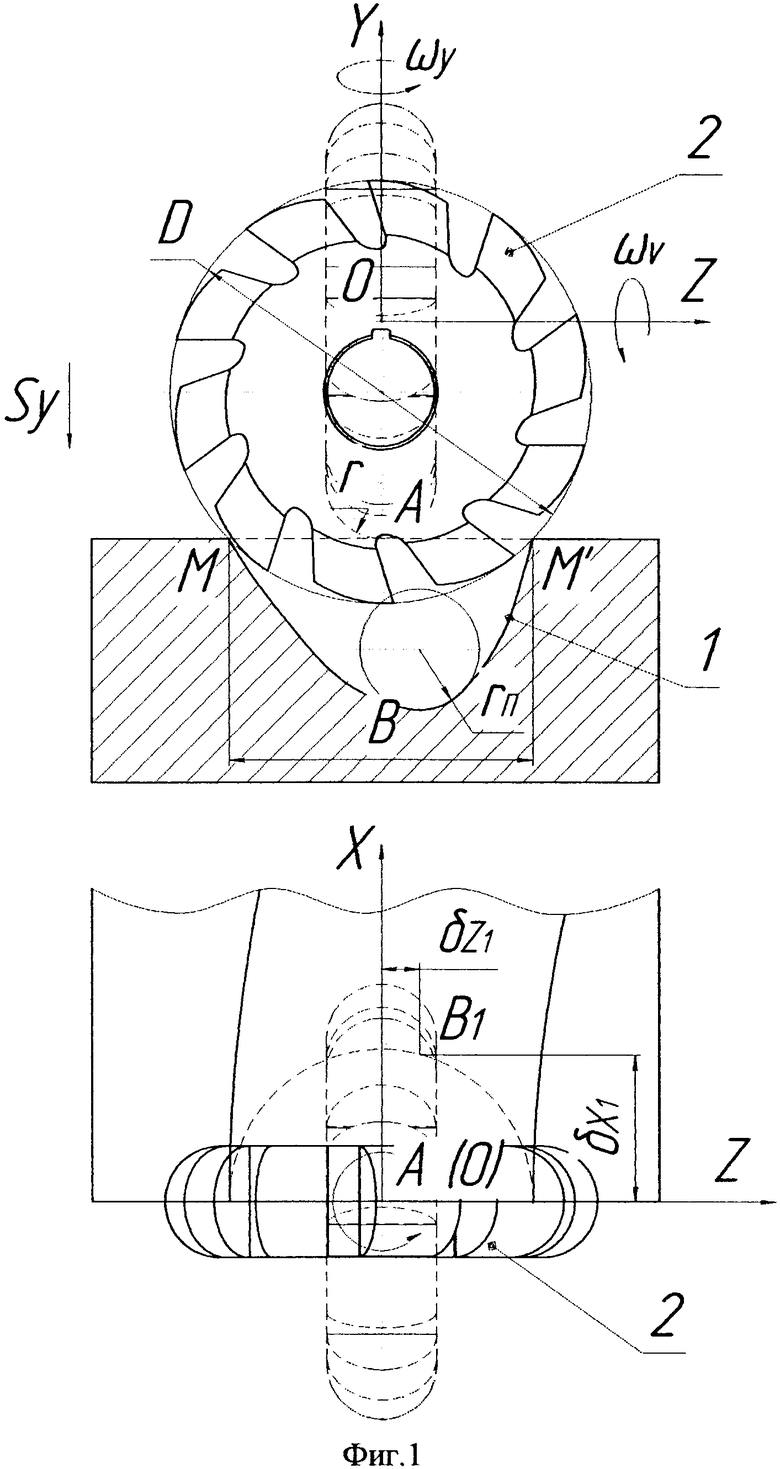
Способ винтового чернового фрезерования фасонных поверхностей, включающий использование инструмента с тороидальной производящей поверхностью, которому сообщают три одновременных движения подачи, два из которых, поступательные, осуществляют нормально и параллельно к базисной плоскости и согласуют с возвратно-вращательным движением подачи в базисной плоскости для периодического касания инструментом обрабатываемой поверхности одновременно в двух точках на противоположенных сторонах профиля, причем в моменты касания возвратно-вращательное движение реверсируют, отличающийся тем, что возвратно-вращательное движение подачи ωY(nY), главное движение фрезы ωV(nV) и движение подачи SY,нормальное к базисной плоскости, устанавливают в соответствии со следующими соотношениями:

SY=SYЗ·Z·2π·ωV=4π·t·ωY,
где Z - число зубьев дисковой радиусной фрезы;
Sз - максимальное значение подачи на зуб при черновой обработке, мм/зуб;
RX - максимальное расстояние от оси OY, мм;
SY3 - подача на зуб стола станка вдоль оси OY, мм/зуб;
SY - подача стола станка вдоль оси OY, мм/мин;
t - максимальная возможная глубина резания для фасонной фрезы полукруглого профиля t=(0,8...0,9)r, мм;
r - радиус тороидального участка профиля инструмента, мм;
nY - число оборотов стола станка вокруг оси OY, об/мин;
nV - число оборотов шпинделя, об/мин;
ωV=2πnV, рад/мин;
ωY=2πnY, рад/мин.
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| Копировальный станок | 1980 |
|
SU908551A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| DE 1267943 А, 09.05.1968. | |||

