Известны c.ieasiiiuu NCTpoiiCTBJi к ирогг аммным стаиклм, которысобеспечивают установку рсжу1це1о инструмента (в частности фрез) по нормали к контуру обрабатываемо новерхности поворота конирной головки. В этих ycTpoiicTBa.x прог1)а :мо1К)сителем яв.тястся конир. Такие устройства не позио.тяют задавать программу перемещения от(госите.тьно инструмента и контура обрабатываемой ловер.хности, так как нрн износе фрез пли замене их фрезами с другнми диаметрами необходимо 151)1чие.тять эквидистантх и .задавать новую программу в соответствии с радиусом фрезы. Это не добно, очень трудоемко- и не обеспечивает гю.чучения нужной точноети заданн1,1х размеров.
11ред.1агаемое с.1едян1ее уст)о| |стно к станкам с программным ччь рав.теиием не имеет тих недостатков. Это достигается тем, что програм а траектории фрезы относительно детали задается непосредствепно но обрабатываемому контуру, причем точка касаши фрезы с обрабятываемы.м контуром будет постояииа и всегда находится иа коитуре. Это достигается дополнител1 н1 1м новоротом фрезы относительно оси, проходящей через точку иервонача.тьног(.1 Kacaiiiisi, нриче.м автоматически поддерживается перпеидикулярность первоначальной оси фрезы к обрабатываемому контуру. Кроме того, в этом устройстве нрограммоносг.те.чем является не копир, а псрфо)ированная или магнитная .тента, а выяв.чение сигнала иа допол1гите.тьный поворот фрезерной го.ювки онреде.чяечся индуктивным .1етод(.).м, что иск.1ючает необходи.мость. вычис.тять эквидистантную .тинию к обрабатывае.мому конту)у и дает во.зможпост ири.менят, фрезы разных диаметров.
Описываемая фрезерная головка снабжена системой управления, работающей от o6ni,eii программьг В э|-ой системе в качестве управляющего элемента применен се.чьсин-трансформатор с четырьмя одинаковыми об.мотками па статоре, очередность работы которых регулируется иереключеиием.
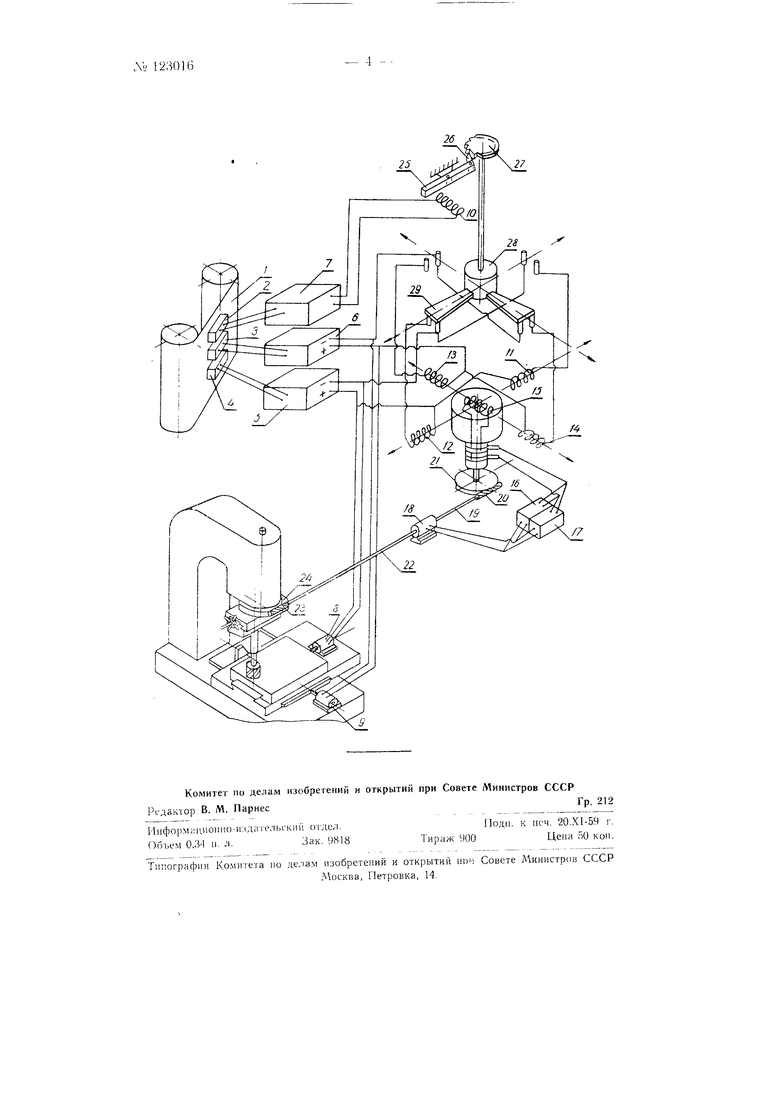
На чер1с К( iioistLUuiM схема npiM.iai ДС11НИ MarriiiiHoii .юиты / н соловках 2, э.)ическ()го тока, 4iic.:io которых равно чкс.ту иамагмнчсииых участков. Затем nM iy;ibci i уси.чиваются в си,:ц|телих-выпрямигс.1ях , 6, 7 и направляются соотвстствепио; от усилителя о в шаговый двшатсль 8 иродо.1ЫК)1 подачи; от усилителя 6 в niaroBijiii двигатсмь 9 поперечной подачи; от уси.тителя 7 к уирав.тяюи1у1о катушку 10.
Шаговые двигатели ие11емеи1а1от салазки стайка иа величшил, соответствующие ко,-1ичес1ЛП подведеииых импу.тьсов. Траектория др ижепия ииструмен га (фрс:51)|) отиоопчмьио обрап.ггываемого Koirrypa детали ио.мучается как ге(;метрг1ческая сумма лемсптаршмх ие)емеи1е1пи{. При r-jTOM точка касаиия фрезы всегда иаходитея иа коитуре. Это достигается допо,1И1Г1сл1.1и,1м поворотом (1)резы iio оси. ироходяи1е1 1 чгрез точку касаиия, ири котором исриеидикуляриоств 1 ервоиачал1)И01| оси фрез:. к обра патвп асм ому коитуру автоматически иоддерживаетея.
Рабг)1а зада1ОИ1е1о механизма иоворот.ч. I/O/IOBKH осиовапа иа мс)делироваиии в ссл1)Сии-траисформаторе И1)и иомоши магиити1)1х s.ieMOiтари| 1х иеремеи1еи1и 1 в ирямоуголыю системе коордииат- 1 ссльсии.раисформаюре имеются 4 катллики, каждая из кото|м,1х создает лки-иитиое иоле ио иаирги лешпо одиоГ из oceit коо|1дииа1. Вес кгплмики riMeiOT ио одииаковому количеетву витков. Одиовремеиио 1)аботаю| то/п.ко две катуи1ки. Вк.т1очеиие в работх TOII или иной napii катллиек п.):и1знодится иерек.:11очаюпи1М ует)ойетвом, ()абота1оии -М от уи|;ав,1якг1ие| | катушки 10. Катуигки // и 12 включеив в ис1и, иродольиоГ иодачи. а катуи1ки 13 и 14 в цеиь иоие|Нчисм1 ио.чачи. Напряженность машитиого иоля в отде.твHoit катуип е ирсиюрииоиа.тьна э.1емеита1М1Ым иеремоиеииям и зависит от КО.тичества витков и от силы тока. Магии.гивк ио.тя катуикх, геометрически ск.тадываяс,. дают резульчи пло1цее магнитное 1оле, которое моде.чирует элементариое перемещение но р.е.чичиис и но иаиран.тению.
Между четы.рвмя катуин ами (,сии-траисформат(;|)а находится катуи1ка-якорв /. От резул1 тируюиимо ма1Ч1ити1чч ноля в w индхктируется Э.Д.С.. ир/ичем за исходиое (рабочее) по.юженне принято такое , } ixOTopOM в катуи ке ./ ве.тичина -.д.c. )авна нулю. Это происходит, ко1да ось иамсггки катун ки нернендику,тя)иа к наи{)авленн1() рсзу.ч1лч1р ч(ицего магиитиого ио/ил и наиравтеиа ио 1ир-нен;и1ку. к криж) обрабатывае.к)1Ч) контура. При отклонении от гтого ио;и)жеиия в кату1ике /; индуктируется 4,д.с., которая уси,1иваетея i, силите,1е 16 /7 и но.тается в м()тч)р 18. Мотор иачииает работать и через ва. /.9 и че1)Вячиу1О иару 20-21 иoвo) катуин у /, и рабоче-с ноложеиие до тех ио1). пока э-дЧ.с, в Hcii упадет до нуля. катун1ки но часово стрс-лке или нротив нее зависит т того, в какую cropoiu повернулось резул1/1ирующее магиитиое но.че от нериендику.пярного ио.ю/кения. Д.1Я г)того и и)именеиы два усилите.тя 16 и 17, один из KOTojibrx )аботае1 на правое врангение мотора, а другой- на левое,
На валу 22 находится червячиая иара 2-i-24, имеющая такое же передаточное отиошение, как и червячиая иара 20-21. Таким образом, основание фрезерной головки поворачивается синхронно с катушкой 15 и этим в результате обесиечивает.сяНостоянное касание точкой (f) обрабатываемого контура.
При составлеиии программы в обрабатываемом контуре выявляют участки между точками нерегиба, выясняют зиак нодачи в выбранной системе координат и количество импульсов для унравдяющей катушки.
При нрохождении фрезой точки перегиба иа ,магнитной ленте дается опреде пенное число импульсов, которые после усиления создают в катушке 10 магнитное поле. Катушка 10 притянет одио илечо рычага 25, а друroe при помощи собачки 26 воздействует на храповик 27, на оси KOTOpoi i сидит переключатель 28 с медными лепестками 29. Леиестки 29 изолированы друг от друга. Каждый леиесток включает цепь одной и: катун1ек Поворот основания фрезерно голоьки вокруг точки касания к обрабатываемому контуру по часово стрелке или против нее зависит от того, какой участок кривозг обраоатывастся,- выпукльп и.ш BOIHUTbiii.
I р с д м е т 11 3 о 6 р с т с н и я
Фрезерная иоворсггная i-o.ioBKa к Hpnr iaMMHiiiM станкам, о т л пч а ю IH а я с я тем, что, с 1илью задания нрогра мы по обрабатываемому контуру, фрезерно головке сообп1астся поворот относительно точки кончакта инструмента и обрабатьнзаемого контура с номон1ыо pa6oTaK)iHeii or программы с.тедяще ciicTeNn i, в KOTOpoii в качестве уп 1авлян)ндто элеме1гга нрнменен се.11,епн-трансформатор с четырьмя од 111аковыми )бм(;тками на стато)е, очередность pa6oTi,i которых регулируется iieреключепием.
№ 12301-г
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотокопировальный станок для фрезеровки плазовых шаблонов | 1956 |
|
SU115718A1 |
| Способ объемного фрезерования | 1959 |
|
SU126713A1 |
| Способ копирования трехмерной поверхности без механического соприкосновения с ней | 1952 |
|
SU104876A1 |
| Торцефрезный станок для обработки длинномерных деталей | 1949 |
|
SU86321A1 |
| Приемное устройство для телеметрии | 1940 |
|
SU63009A1 |
| Магнито-генераторное промежуточное реле постоянного тока | 1950 |
|
SU90272A1 |
| ЭЛЕКТРОННО-ГЕРКОНОВАЯ АВТОМАТИЧЕСКАЯ ТЕЛЕФОННАЯСТАНЦИЯ | 1972 |
|
SU331500A1 |
| Фрезерная головка | 1983 |
|
SU1189598A1 |
| Механизм для фрезерования шпоночных канавок в отверстиях крупных деталей | 1949 |
|
SU84023A1 |
| Делительная головка для фрезерования петлителей и червяков тамбурной машины системы Корнели | 1953 |
|
SU97847A1 |