Обычиьп метод обработки колонн иослслоиатпльным фрезерованием обоих торцон с поворотом колонны на 180 отннмает много временн на ыверку нрп устаног.ках н не может гарантнроват, требуемой точностн.
Контроль нерненднкулярностн сделанно обработки не люжет быть нронзиеден угольником н струноГт пвнду недостаточно точпостл такого снособа. Прн отсутствнн более точных ннмернтельттых нрнбороп едннственно надежным методом нроверкн является нрактнкуемая заводамн контрольная сборка смежных колонн н горизонтальном ноло;кеннн. Однако такая проверка трудоемка н удлиняет нронзводстпенный инкл, задерживая на заводе колонны нредыдушего яруса до окончания колонн носледующего.
Исиравление замеченных на контрол1 ном стенде /(ефектов новторным фрезерованием ira стант е ночтн не1К))Жно. Поэтому нрактикуется исиравленне торцо очень трудоемко нрнннлошхО вручную.
Особенностью нредлагаемого станка является устройство качающегося рабочего органа, ось которого имеет возможность неремещеиня р, цапфах вдоль нродольнон оси при HOMOH II мнкрометрического вннта, установленного в торце ocir, н ирименение визирного устр011ства с нерекла;ишп трубой, укренляемого на торцах обрабатываемо/ деталн. укреиленно на стайке.
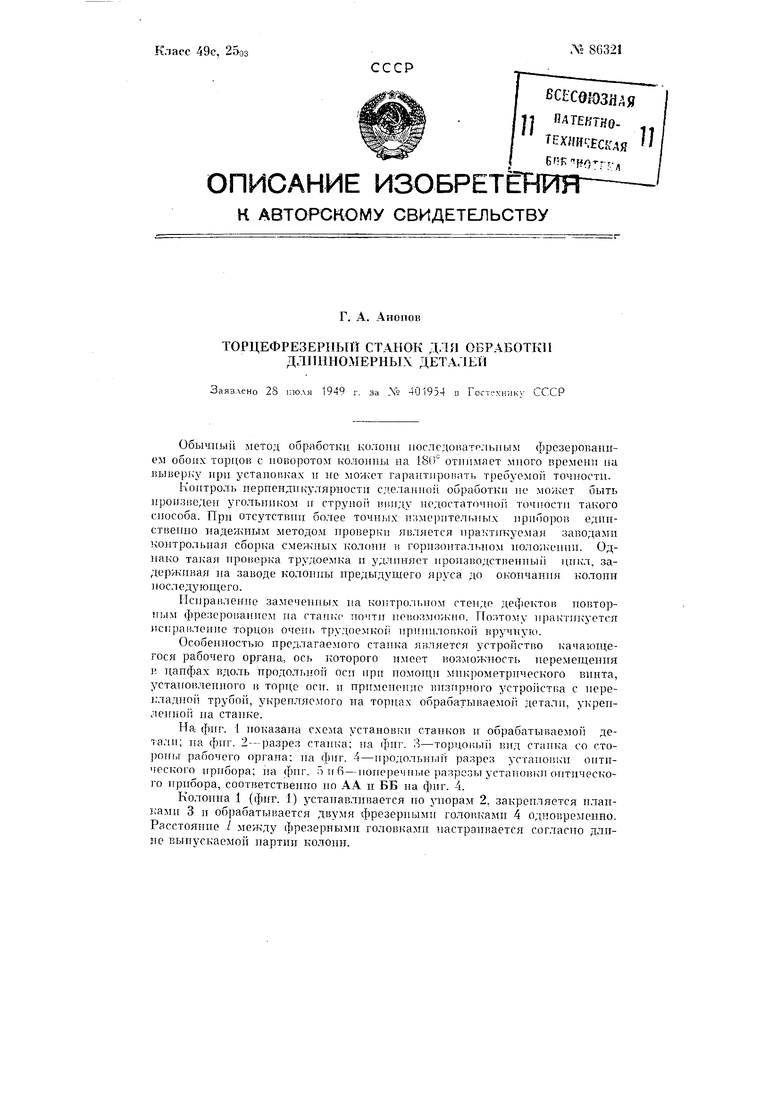
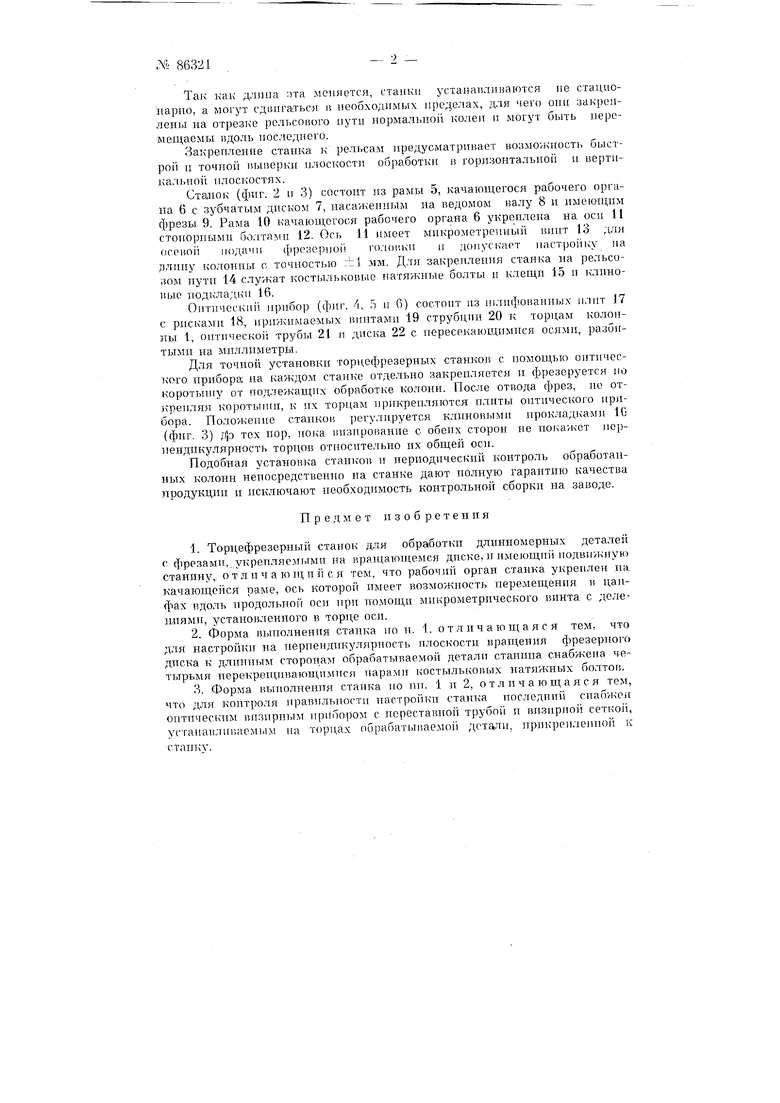
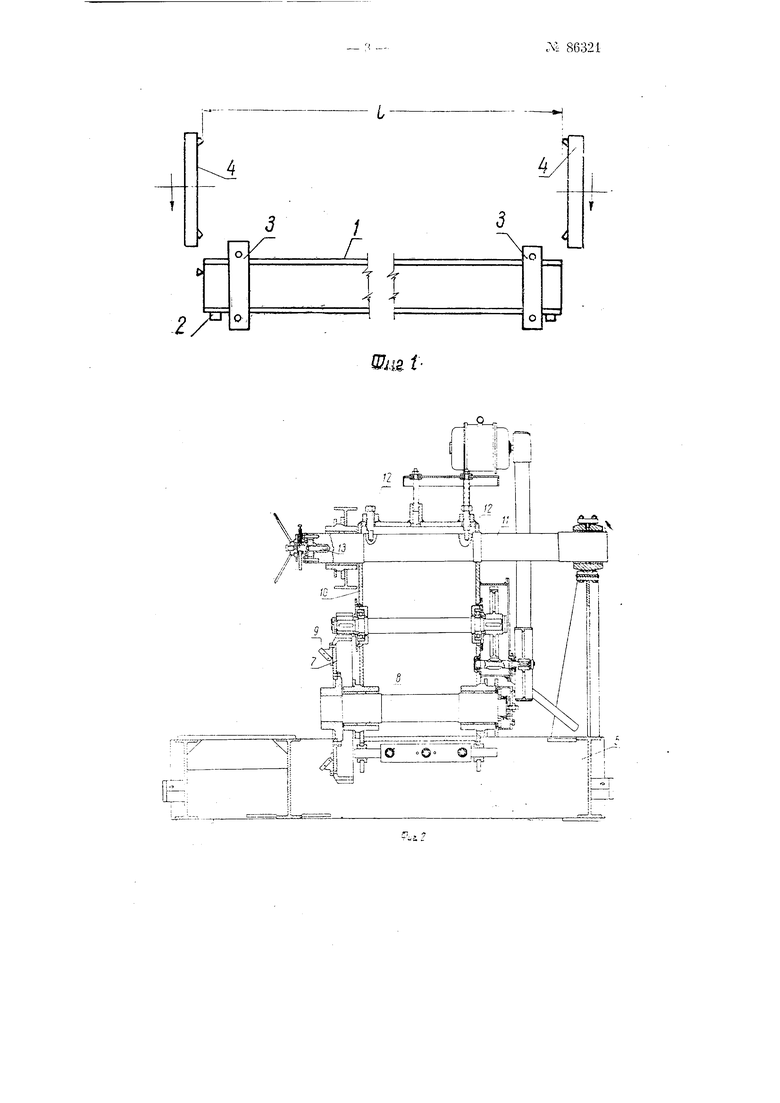
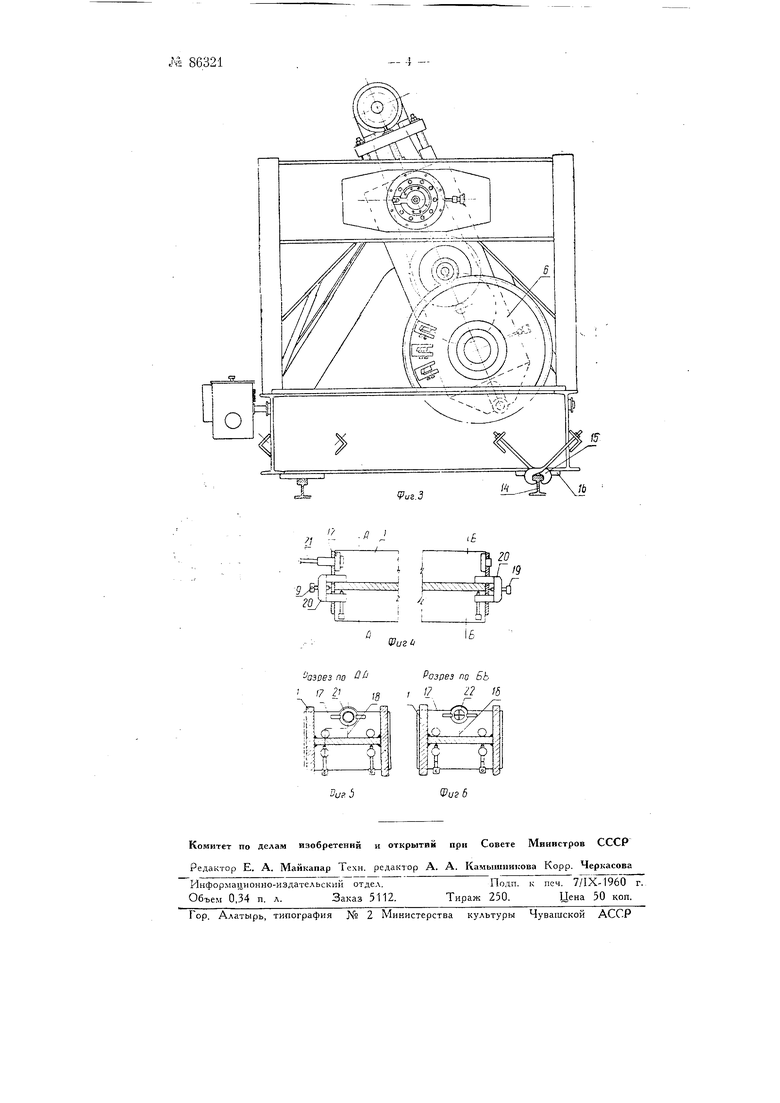
На фиг. 1 показана схема установкн станков н обрабатываемой деia:iH; на фиг. 2 -разрез станка; на фиг. 3-торцовьтй вид станка со сторО1Г г рабочего органа; на фнг. 4-нродольный разрез устано1 -;и оитнческого ирибора; на фиг. .тгВ - иоггеремные разрезы установкн оитического прибора, соответственно но АА н ББ на фнг. 4.
Колонна I (фиг. 1) устанавливается но уиорам 2, закрепляется нланкамн 3 и обрабатывается двумя фрезерными головками 4 одног.ремеино. Расстояние / между фрезерными головками настраивается согласно длине выпускаемой нартин колонн.
№ 86321
Так как длина пта мсняотся, стайки устапаилшшются пе стацискарпо, а могут сди11га:ться н необходимых пределах, для leio они за чреилепы на отрезке рельсового пути нормалыго11 колеи п могут быть перемещаемы пдоль последнего.
Закреиленпе станка к рельсам предусматривает нолможпость быстpoii п точпой иыверкн илоскостп обработки « горизонтально и вертикальной плоскостях.
Gxaiioi-; (фиг. 2 н 3) состоит из рамы 5, качающегося рабочего органа 6 с зубчатым диском 7, насаженным на ведомом валу 8 и имеющим фрезы 9. Рама 10 качающегося рабочего органа 6 укреплена на осп 11 стопорными болтает 12. Ось 11 имеет микрометреппый впит 13 oceiioii подамп фрезерной голоикп и допус1га(т nacTpoiiKy па длниу колонпы с точностью :-1 мм. Для закрепления стапка на рельсоiiOM пути 14 служат костылькопые натяжные болты н клещи 15 п клипоиые подкладчКи 16.
Онт11ческ1П1 нрпбор (фпг. i, 5 и 6) состоит из И1лифовапных нлпт 17 с рисками 18, прнжимаем111х винтами 19 струбцтш 20 к торцам колоп31Ы 1, оптическо трубы 21 п диска 22 с нересекаюидимися осями, разбитыми на миллиметры.
Для точпой установки ,ефрезерных станко с иомощью оптического прибора; на каждом станке отдельно закрепляется и фрезеруется по коротьппу от подлежащпх обработке колони. Пос.не отвода фрез, пе открепляя коротьипи, к их торцам прикрепляются нлнты оптического прибора. Положепие станков )егулируется клиновыми нрок.ладками 1G (фиг. 3) Д(Э тех пор, пока визирование с обеих сторон не нокаихст иерпендик лярность торцов относительно их общей осп.
Подобная установка станкоп и периодический контроль обработанных колонн неносредственно на станке дают полную гарантию качества продукции н исключают необходимость контрольной сборки на заводе.
П р о д м е т изобретения
1.Торцефрезерный станок для обработки длинномерных детале1 фрезами, укрепляемыми па иращаюп1;емся дпске, н пмеющтп иодвижиую станину, от л и ч а ЮН; и и с я тем, что рабочий орган станка укреплен на качающейся раме, ось которой имеет возможность перемещения в цанфах вдоль продольной оси при тю.мощи микрометрического винта с делениями, установленного в торце осн.
2.Форма выполнения станка но и. 1, отличающаяся тем, что для настройки на перпендикулярность плоскости вращения фрезерного днска к ДЛИНТ1ЫМ сторонам обрабатываемой детали стаиина снабжена четырьмя иерекрещивающимися Т1арамп костыльковых натяжных болтов.
3.Форма выполнения стайка по nir. 1 п 2, отличающаяся тем, что для контроля правильности настройкп станка носледни спабжеи оптическим визирным пр| бором с переставпой Tpy6oii н Biianpnoii ceTKoii, устаиа1 ЛП|;аемьи1 па торцах обрабаты1 аемо11 детали, нрнкренлеиной к станку.
WM i