00
со
СП
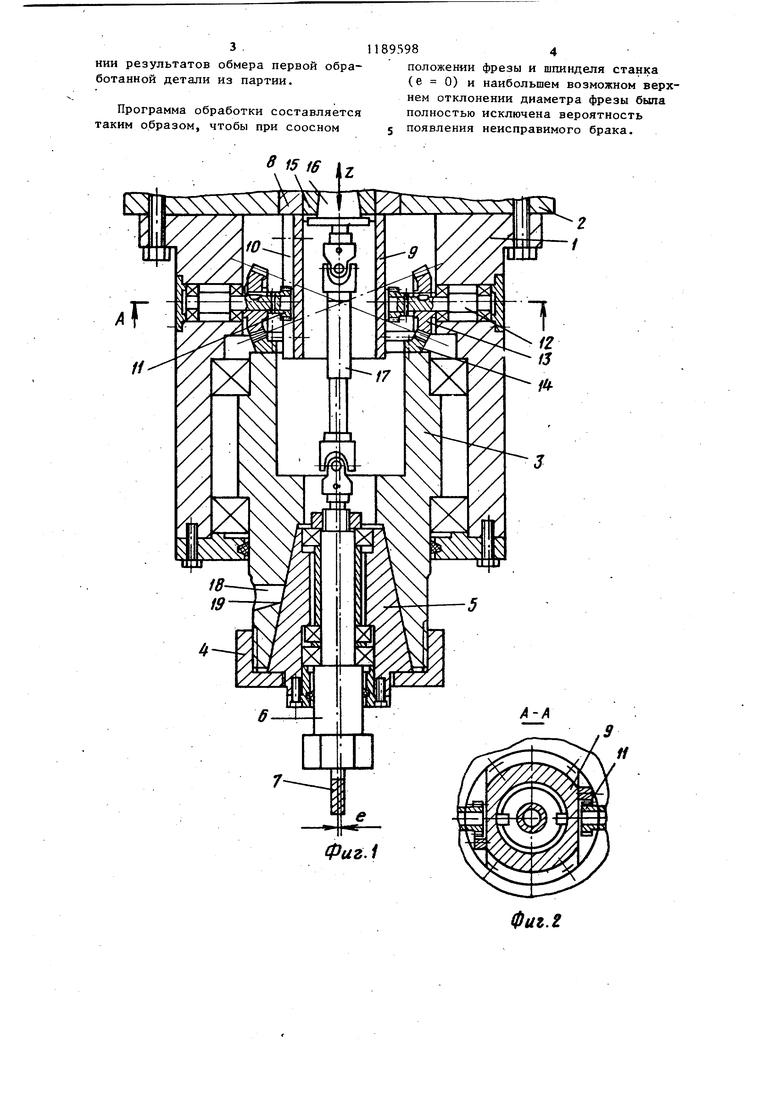
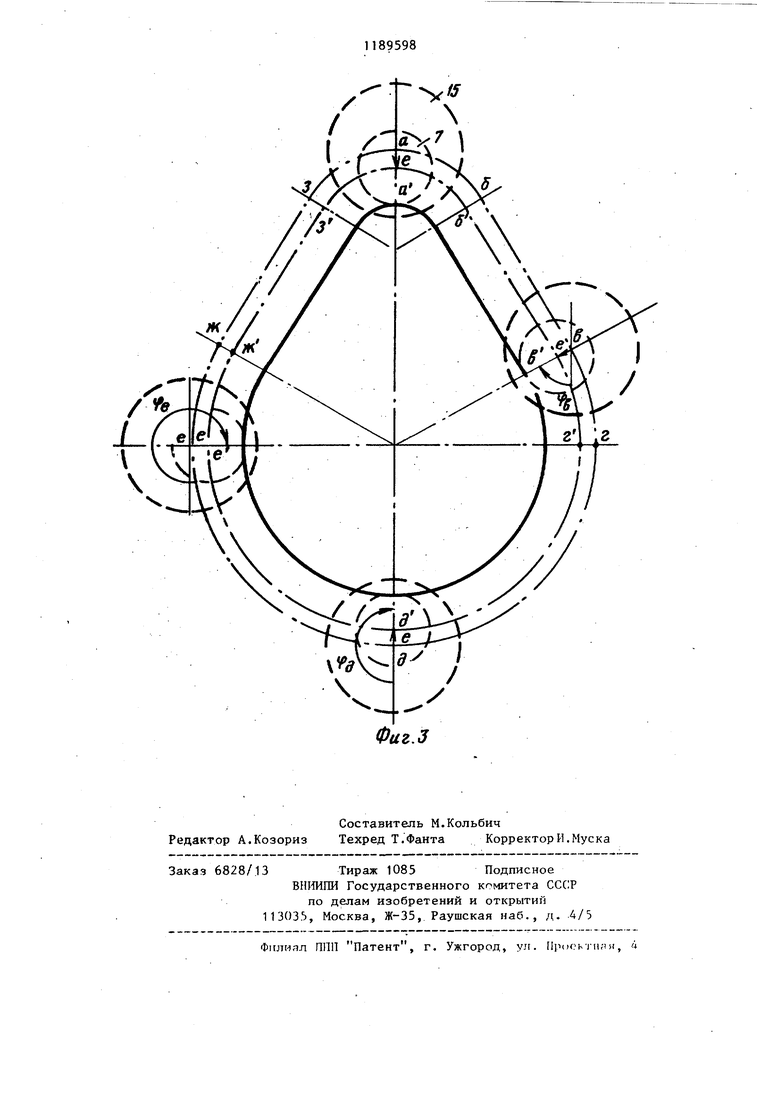
СО 00 1 Изобретение относится к металлообработке и может быть использовано при обработке деталей с криволинейными контурами на фрезерных станках с ЧПУ. Цель изобретения - повышение качества при использовании головки для обработки криволинейных контуров на станках с ЧПУ. Цель достигается тем, что в головке осуществляется поворот оси инструментального шпинделя относительно оси шпинделя, станка таким образом, чтобы вектор эксцентриситета всегда располагался по нормали к обрабатьшаемому контуру, На фиг. 1 представлена предлагаемая головка, разрез; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 траектория движения оси шпинделя станка и оси инструмента при обработке детали с криволинейным контуром. Фрезерная головка содержит корпус 1, закрепленный на шпиндельной бабке 2 станка. В корпусе на подшип никах установлена гильза 3, в эксцентричной расточке которой посредством гайки 4 закреплена втулка 5. В эксцентричном отверстии втулки смонтирован шпиндель головки 6, в котором закреплен инструмент (фреза 7. Величины эксцентриситетов е расточки гильзы 3 относительно оси шпинделя станка и отверстия втулки .5 относительно ее наружной поверхности равны. Это позволяет устанавливать ось шпинделя головки относительно оси шпинделя станка с эксцен риситетом, величине которого колеблется в пределах от О до 2е . К пиноли 8 шпинделя прикреплена втулка 9, к которой привернуты две рейки Ю. Рейки входят в зацепление с двумя шестернями 11, закрепленным на валах 12, установленных на подши никах в расточках корпуса 1. На этих же валах закреплены конические шестерни 13, зацепляющиеся с колесом 14, которое прикреплено к торцу гильзы 3. Б шпинделе станка 15 закреплен хвостик 16, связанный посред ством сдвоенной шарнирной муфты 17 с телескопическим промежуточным валом с инструментальным шпинделем 6 головки. На наружной повер.хности втулки 5 нанесены деления, соответствуюп;ие определенным вепичинам экс 8 центричности шпинделя головки по отношению к шпинделю станка. В окне 18 гильзы 3 имеется риска 19, расположенная на уровне делений втулки 5. Фрезерная головка работает следующим образом. Для компенсации погрешностей диаметров фрез и их размерного износа при изготовлении деталей с криволинейными контурами в процессе осущест-вляется поворот оси инструмента (шпинделя головки)относительно оси шпинделя Станка таким образом, чтобы .вектор эксцентриситета е всегда располагался по нормали к обрабатываемому контуру. Согласованные во времени перемещение оси шпинделя станка по эквидистанте обрабатываемого контура и поворот оси инструмен та относительно оси шпинделя станка задаются программой обработки. Точки а , & , 6 , , J , е , , (фиг. 3) - узловые точки траектории оси шпинделя станка. Точки я , S, В , l, 2 , е , соответствующие им точки трактории оси фрезы (шпинделя головки). Углы (-fg, , Cfe - углы поворота оси фрезы вокруг оси шпинделя станка в узловых точках отношению к начальному положению в точке с( , Поворот гильзы 3, .а вместе с ней и шпинделя головки 6 осуществляется при возвратнопоступательном перемещении, например, пиноли 8 станка (координата Z). При Перемещении пиноли рейки 10 приводят во вращение шестерни 11 и валы 12. Одновременно вращаются конические шестерни 13, связанные с колесом 14, закрепленным на гильзе 3. Необходимая величина эксцентриситета устанавливается при повороте втулки 5 относительно гильзы 3 (при ослабленной гайке 4) до совмещения соответствующего деления на наружной поверхности втулки с риской 19 в окне гильзы. Перед началом обработки партии деталей осуществляется поворот в ручном режиме оси фрезы относительнооси шпинделя станка до такого положения, при котором вектор эксцентриситета g. направлен по нормали к первому обрабатьгоаёмому участку детали. Требуемая величина эксцентриситета оси фрезы относительно оси шпинделя станка определяется на основаНИИ результатов обмера первой обработанной детали из партии. Программа обработки составляется таким образом, чтобы при соосном 189598 положении фрезы и шпинделя станка (е 0) и наибольшем возможном верхнем отклонении диаметра фрезы была полностью исключена вероятность появления неисправимого брака.
Фиъ.г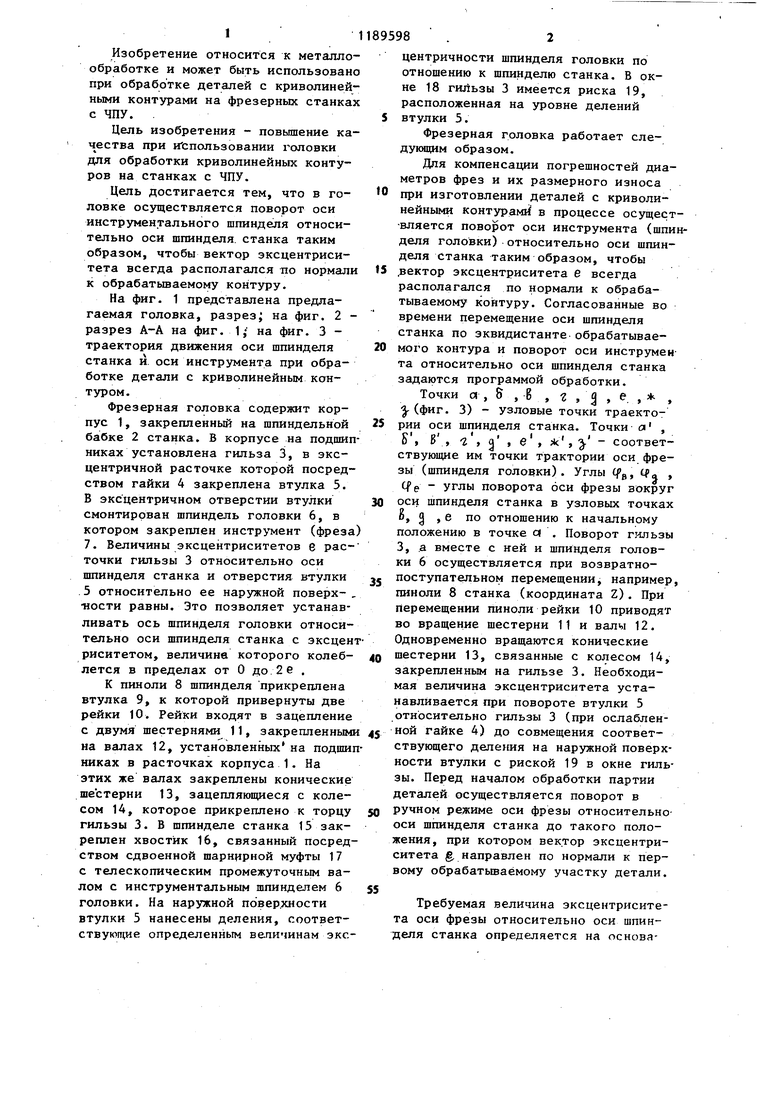
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Фрезерная головка к станкам с программным управлением для обработки деталей со сложными линейчатыми поверхностями | 1987 |
|
SU1450933A1 |
| Фрезерная головка | 1987 |
|
SU1484475A1 |
| Фрезерная головка | 1979 |
|
SU848184A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| Станок для одновременной обработки двух канавок и двух спинок спирального сверла | 1977 |
|
SU614904A1 |
ФРЕЗЕРНАЯ ГОЛОВКА, содержащая инструментальный шпиндель, размещенный эксцентрично во втулке, в свою очередь эксцентрично распо- . ложенной в гильзе, установленной с возможностью вращения в корпусе, отличающаяся тем, что, с целью повышения качества при использовании головки для обработки криволинейных контуров на станках с ЧПУ, гильза связана посредством введенных в головку зубчатых передач с введенной в головку рейкой, предназначенной для закрепления ее на установленном с возможностью вертикального перемещение по программе. узле станка.
| Планетарная головка | 1974 |
|
SU515595A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
