Предметом изобре ен 1я является способ объемного фрезерования сложных криволинейных поверхностей.
При изготовлении такого рода поверхностей, например, в самолетои судостроении применяется тяжелый ручной труд.
Отличительная особенность описываемого способа заключается н том, что обрабатываемую поверхность апрокснмируют боковьпп noBepvностями усеченных конусов с высотой, равной величине продольной подачи. Эта особенность освобождает от необходимости применения ручной обработки.
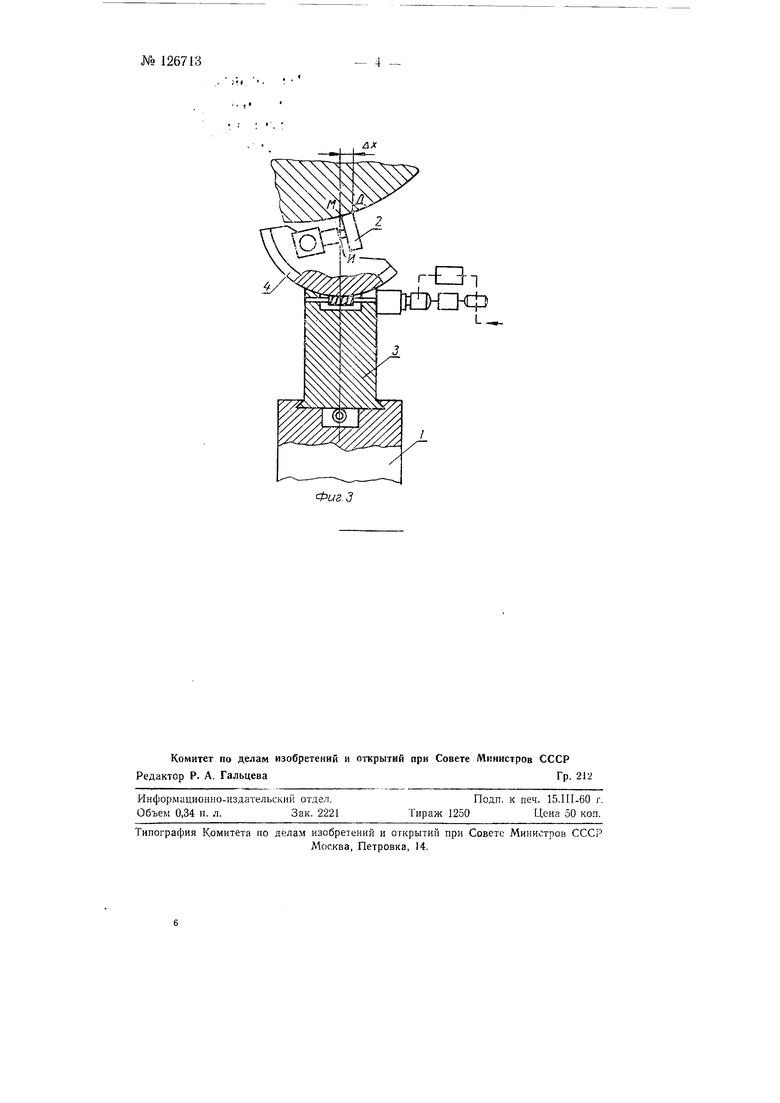
На фиг. 1 приведена схема, поясняющая сущность продлагаемиго способа; на фиг. 2 схематически изображен иснолнптельный узел станка; на фиг. 3 - то же, в разрезе по ААББВВ на фиг. 2.
Сущность описываемого способа заключается в следующем.
В известных нрограммных объемнофрезерных радиусографических станках обычно предусмотрено использование фрез цилиндрической формы. Применение таких фрез вызвано невозможностью использования щаровой фрезы из-за затруднительности нахождения эквидистанты контура в продольном направлении.
При использовании таких станков радиусографическая поверхносгь апроксимировалась ступеньками цилиндрических поверхностей (фиг. 1а). Окончательную обработку радиусографической поверхности в этом случае пришлось бы производить вручную, используя внутренние углы ступенек, как марки.
Согласно изобретению предусматривается апроксимация радичсографической поверхности не ступеньками цилиндров, а боковыми поверхностями усеченных конусов (фиг. 16) с высотой Л1елчду основаниями, равной величине Ал; продольной подачи, что практически дает готовую поверхность, не требующую дальнейшей дораос/жи.
№ 126713
При допуске на отклонение от теоретического контура б 0,1 млг и /г 5 мм радиус i кривизны продольного сечения, при котором возможна апроксимация с указанной точностью, будет:
„ 0, , „.
2Т- iToJ- 25
Уменьшая величину Ал продольной подачи (соответственно уменьшится и /г), можно добиться любой точности обработки.
В :Станке для осуш,ествления этого способа ось фрезы должна иметь две степени свободы относительно поперечной каретки 1 (фиг. 2) его исполнительного узла:
а)поворот оси фрезы 2 относительно точки М в горизонтальной плоскости, осуществляемый посредством секторной каретки 3, и
б)поворот оси этой фрезы относительно точки М в вертикальной плоскости, достигаемое посредством секторной каретки 4 (фиг. 3).
Несмотря иа наличие двух степеней свободы оси фрезы относительно каретки 1, точка М контакта фрезы с обрабатываемой поверхностью всегда остается постоянной. Врап,ение фрезы относительно ее оси в расчет не принимается, так как это движение не оказывает влияния на формообразование фрезеруемой поверхности.
При отсзтствии у оси фрезы двух степеней свободы относительно каретки / боковая рел :уш:ая кромка МД фрезы образовывает боковую, а ее торцовая режущая кромка МИ - торцовую поверхности цилиндров, посредством которых апроксимировалась радиусографическая поверхность. При этом точка М фрезы непосредственно выфрезеровывает марки.
При повороте оси фрезы относительно точки М в вертикальной плоскости работает только боковая режущая кромка МД фрезы, образующая боковые поверхности усеченных конусов, которыми апроксимируется .радиусографическая поверхность.
В качестве программоносителя в станке применена магнитная лента.
В задающем механизме станка используется периодическая подача управляющих импульсов, которые в период между фрезеруемыми строч,ками производят необходимую настройку задающего механизма.
Предмет изобретения
Способ объемного фрезерования сложных криволинейных поверхностей, отличающийся тем, что, с целью исключения ручной обработки, поверхность апроксимируют боковыми поверхностями усеченных конусов с высотой, равной величине продольной подачи.
iM,
ЙК1ЬФ
L.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для вычерчивания дуг окружностей большого радиуса | 1960 |
|
SU132415A1 |
| Фотокопировальный станок для фрезеровки плазовых шаблонов | 1956 |
|
SU115718A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1959 |
|
SU126022A1 |
| Фрезерная поворотная головка к программным станкам | 1958 |
|
SU123016A1 |
| АДАПТИРУЮЩАЯСЯ ФРЕЗА | 2004 |
|
RU2253548C1 |
| Установка для поточной автоматической обработки пиленых деревянных заготовок в детали стула и сборки их в отдельные узлы | 1949 |
|
SU89055A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2355516C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ | 2001 |
|
RU2207223C2 |
| Способ фрезерования спиральных стружечных канавок режущего инструмента | 1975 |
|
SU948552A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ РАДИУСНЫХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2287408C1 |