1
Изобретение относится к металлообработке и может быть использовано при обработке деталей на металлорежущих станках, в частности при фрезеровании пазов в различных деталях
Целью изобретения является расширение технологических возможностей за счет автоматизации съема готовых изделий.
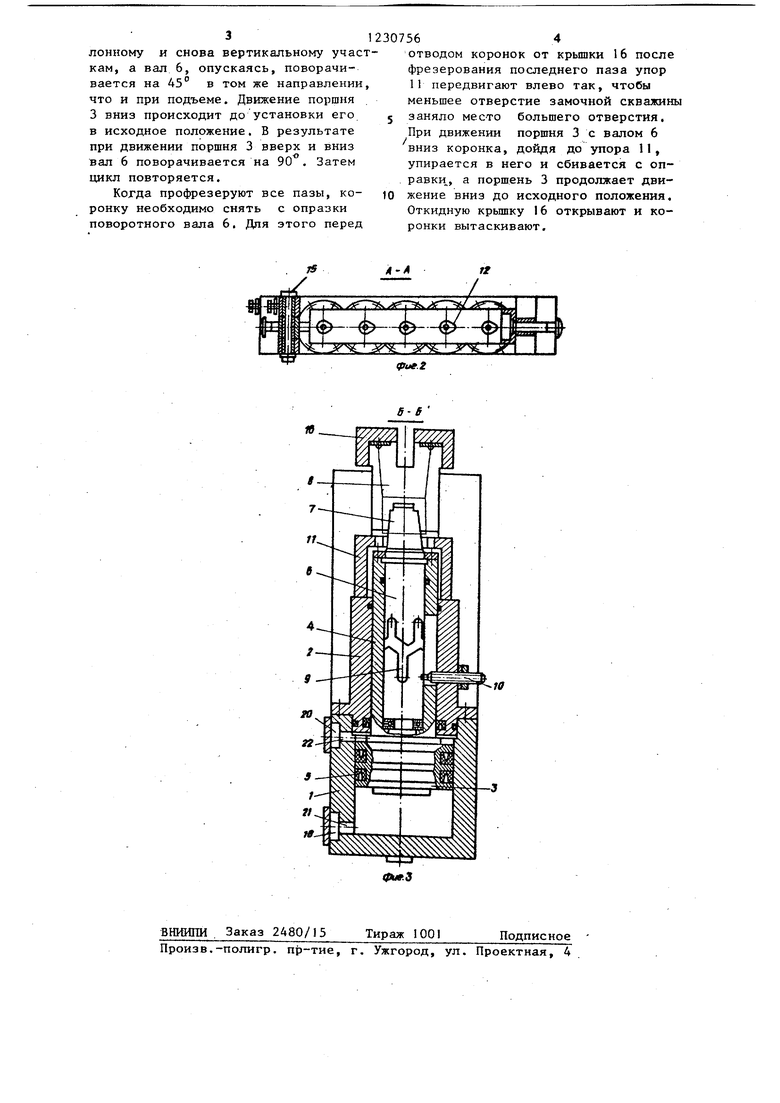
На фиг.1 изображено устройство , общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг. 1 .
I
Устройство для фрезерования пазов
.в изделии содержит корпус 1 со сквоз- иой крьппкой 2. В корпусе 1 расположен делительный механизм, содержащий поршень 3 со штоком 4. Для создания герметичности между надпоршне- вой и подпоршневой полостями установлена манжета 5. Внутри штока поршня установлен поворотный вал 6 с оправкой 7 для размещения на ней детайи 8 и пазом 9 сложной конфигурации,который предназначен для взаимодействия с фиксирующим винтом 10, установленным на крьшпсе 2. Паз 9 выполнен замкнутым по окружности с наклонными рабочими участками, расположенными поочередно в направлении левых и правых винтовых линий, и с вертикальными участками, расположенными вдоль оси вала 6 в местах сопряжения наклонных участков. Вертикальные участки по длинедолжны быть такими, чтобы винт 10 при возвратно-поступательном движении вала не упирался в концы пазов, а ширина паза равна диа- метру винта 10. На 2 установлен упор 11, который выполнен в виде планки, в которой имеется отверстие 12 для прохода оправки и детали. Отверстия 12 имеют форму замочной скважины (для размещения вала 6), у которой большее отверстие больше диаметра коронки, а меньшее равно диаметру вала 6. Для перемещения упора вправо или. влево вдоль устройства, т.е. в направлении, перпендикуляр- нон оси вала 6, предусмотрена рукоятка 13. Корпус 1 имеет на противоположных концах две вертикальш 1е стойки 14. На этих стойках шарнирно с помощью пальца 15 установлена откидная крьшка 16. Крышка имеет коробчатую форму с пазом посередине для прохода фрезы.
Для подачи жидкости под поршень 3 предусмотрен штуцер 17 и канал 18, а для подачи жидкости над поршнем - штуцер 19 и канал 20. Кроме того,
5 предусмотрено отверстие 21 для пода- . чи жидкости в подпоршневую полость поршня, а в надпсршневую - отверстие 22.
Устройство может быть использо0 вано для фрезерования пазов как на одной детали, так и на нескольких одновременно. Для этого в зависимости от количества деталей в корпусе устанавливают такое же количество
5 поршней с поворотным валом. Длину упора и откидной крьш1ки делают такой, чтобы охватить все детали.
Устройство работает следующим образом.
0 В исходном положении откидная крышка 16 откинута. Поршень 3 находится в крайнем нижнем положении и опирается на дно корпуса. Упор 11 находится в крайнем правом положении,
5 при котором меньшее отверстие замочной скважины смещено вправо. Деталь устанавливают на оправку 7 поворотного вала 6. Затем закрывают откидную крышку 16, фиксируют ее
0 пальцем 15 и подают жидкость, в штуцер 17. При этом жидкость по каналу 18 и отверстию 21 поступает в- корпус и поршень 3 поднимается. При движении поршня вверх поворотный вал 6
J движется с ним, а паз 9 вала 6 скользит по винту 10. При движении вала 6 вверх он движется поступательно до тех пор, пока винт 10 не упрется в наклонный, например, под углом 45
участок паза 9. При этом вал повора - чивается на 45 и винт 10 снова выходит в следующий вертикальный учас- ток паза 9. Далее вал 6 снова движется поступательно вверх до тех пор, j пока коронка не упрется в крьш1ку 16. После того, как коронка (если их несколько, то все коронки) упрется в крьшку 16, включают вращение и подачу езы и подают устройство для
фрезерования пазов.
После фрезерования одного паза в каждой коронке устройство отводят от фрезы и прекращают подачу жидкости в штуцер 17. Затем сливают жид- 5 кость из подпоршневой полости, подают жидкость в щтуцер 18 и поршень 3 опускается. При этом винт 10 снова скользит по вертикальному, как31
лонному и снова вертикальному участкам, а вал 6, опускаясь, поворачивается на 45° в том же направлении, что и при подъеме. Движение поршня 3 вниз происходит до установки его в исходное положение. В результате при движении поршня 3 вверх и вниз вал 6 поворачивается на 90 . Затем цикл повторяется.
Когда профрезеруют все пазы, коронку необходимо снять с опразки поворотного вала 6, Дпя этого перед
307564
отводом коронок от крьппки 16 после фрезерования последнего паза упор 11 передвигают влево так, чтобы меньшее отверстие замочной скважины 5 заняло место большего отверстия. При движении поршня 3 с валом 6 вниз коронка, дойдя до упора 11, упирается в него и сбивается с оправки, а поршень 3 продолжает дви- 10 жение вниз до исходного положения. Откидную крьшку 16 открывают и коронки вытаскивают.
А-Л
ff
Ipuf.t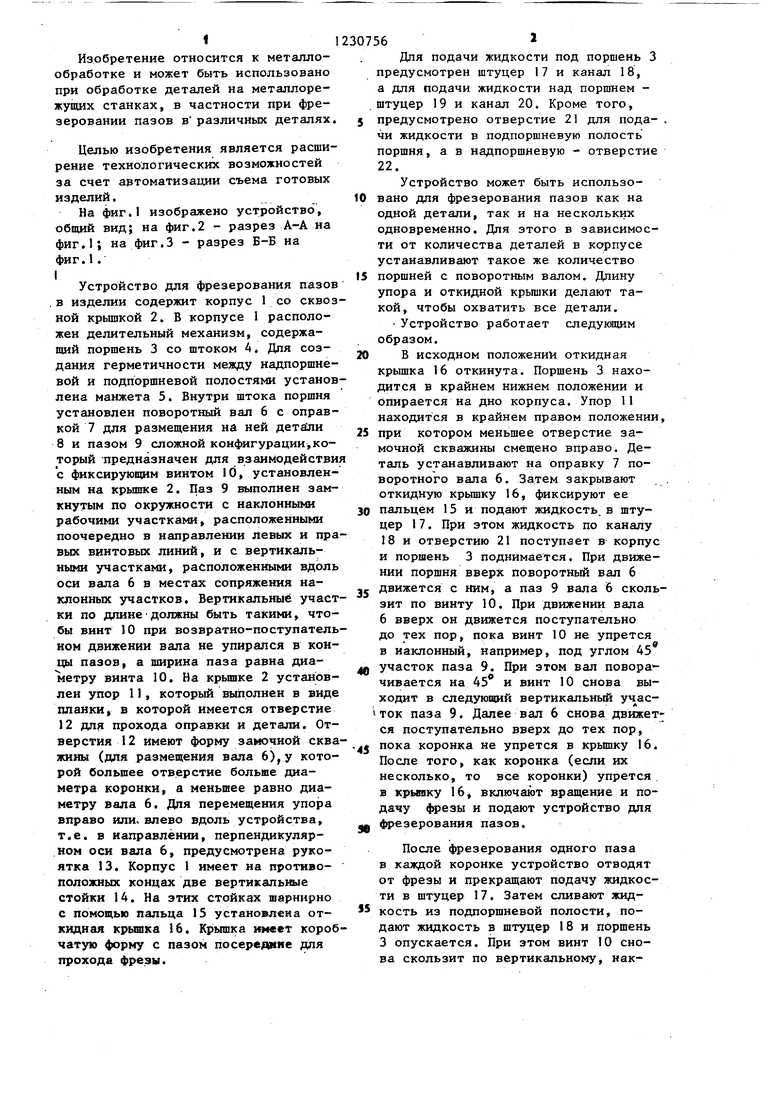
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ЩЕЛЕЙ В СТЕНКАХ СКВАЖИНЫ | 1990 |
|
RU2030563C1 |
| Устройство для заточки буровыхКОРОНОК | 1978 |
|
SU795891A1 |
| Установка для дегазации жидкостных проб | 1984 |
|
SU1243764A1 |
| ПОРШНЕВОЙ ДВИГАТЕЛЬ ДВОЙНОГО ДЕЙСТВИЯ, РАБОТАЮЩИЙ НА УГЛЕКИСЛОМ ГАЗЕ | 1994 |
|
RU2116459C1 |
| Наддолотный амортизатор | 1975 |
|
SU917704A3 |
| Агрегат для шнеко-буровой выемки полезного ископаемого | 1975 |
|
SU562647A1 |
| СПОСОБ БОКОВОГО ОТБОРА КЕРНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023149C1 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ ДЕМПФЕР | 2000 |
|
RU2190133C2 |
| Инструментальный магазин | 1983 |
|
SU1148754A1 |
| Гидробур | 1983 |
|
SU1128859A2 |
ie
ВНИИПИ Заказ 2480/15
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Тираж 100
Подписное
| КОСОЕ Н.П | |||
| Станочные приспособления для деталей сложной формы | |||
| М.: Машиностроение, 1973, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Кулисный парораспределительный механизм | 1920 |
|
SU177A1 |
