Изобретение относится к целлюлозно-бумажной промышленности, в частности к устройствам для управления скоростными режимами продольно- и бобинорезательных станков.
Цель изобретения - повышение точности контроля длины намотанного, материала путем учета длины срезанных слоев материала при его обрыве.
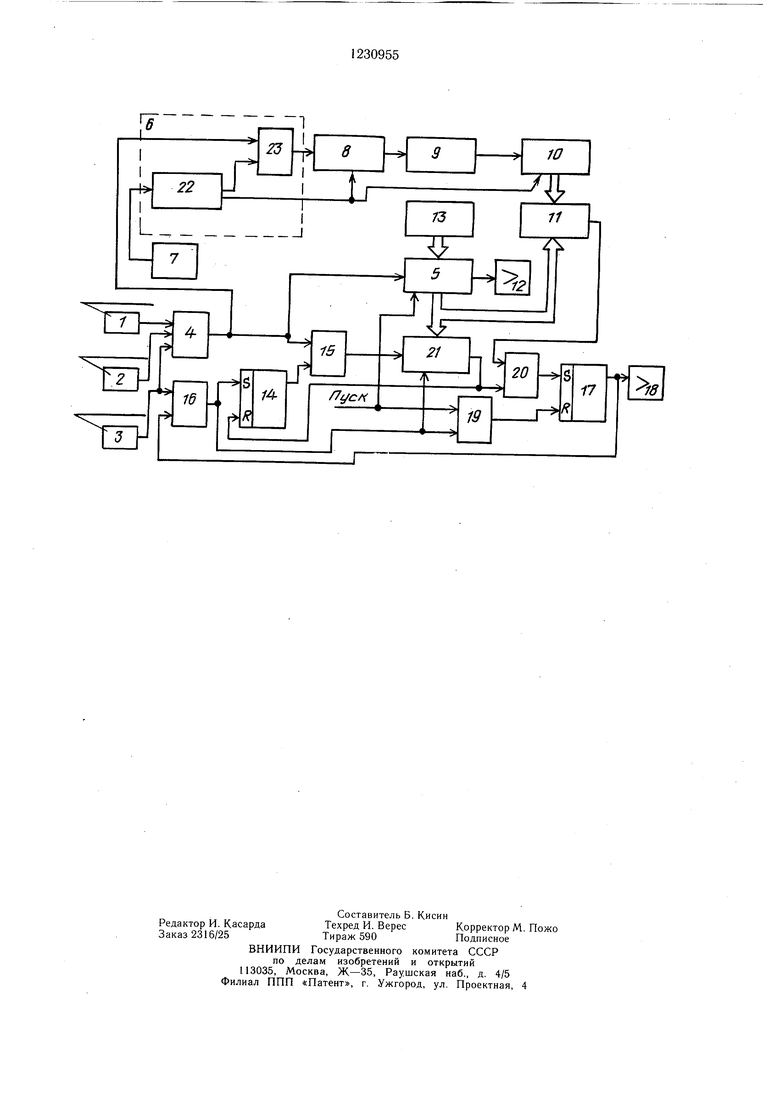
На чертеже представлена блок-схема устройства.
Устройство для управления перемоточным станком содержит датчик 1 длины материала, датчик 2 числа срезанных слоев материала, датчик 3 обрыва материала, выходами через элемент И 4 соединенные с входом вычитания реверсивного счетчика 5 и одним из входов блока 6 контроля скорости, другой вход которого соединен с выходом генератора 7 опорной частоты, один выход - с счетным входом квадратора 8, соединенного последовательно с буферным 20 делителем 9 и регистром 10, а другой - с входами сброса квадратора 8 и регистра 10, блок 11 сравнения, входы которого поразрядно соединены с выходами регистра 10 и счетчика 5 длины, выход переполнения которого соединен с выходным усилителем 12, а входы записи - с выходами блока 13 задания длины, триггер 14, выход которого соединен с входом элемента И 15, другой вход которого соединен с выходом элеменшейся скорости перемотки, тогда длина Lj участка торможения при различных скоростях перемотки равна
1 - v
LT,г-TI
га-,
(1)
гдеУ -линейная скорость перемотки, м/с;
Зг-ускорение на участке торможения, м/с 2.
Значение а не зависит от скорости пере- 10 мотки и заложено в систему регулирования на стадии проектирования.
Если происходит обрыв материала при торможении станка, тогда оптимальным, с точки зрения производительности станка, является режим, когда при повторном запуске станка после устранения обрыва он начинает тормозиться при длине Ьтг участка торможения, равной
Ьта
ДЬ
(2)
25
где лЬ-длина недомотанного материала в
рулон в момент обрыва. В этом случае станок половину остатка материала должен намотать в рулон на участке разгона, а половину - на участке торможения.
Перед началом намотки рулона в блок 13 задания длины вводится число, равное заданной длине материала, и по шине «Пуск подается импульс, устанавливающий тригта И 4, элемент И 16, один вход которого Q гер 17 в состояние «О и разрешаюш,ий по соединен с выходом датчика 3 обрыва, а другой - с выходом триггера 17 и с входом выходного усилителя 18, а входы - с выходами элементов ИЛИ 19 и 20, регистр 21, вход вычитания которого соединен с выходом элемента И 15, а каждый п-ый раз- 35 териала в рулоне.
ряд входов записи - с (п-|-1) разрядом ре-В процессе намотки рулона импульсы датBepcniMiorf, счетчика 5 длины, вход разре- uJeния записи которого соединен с шиной «Пуск и с Оланим из входов элемента ИЛИ 19, другой вход которого соединен с входом разрешения записи регистра 21 и входом триггера 14, второй вход которого соединен с выходом переполнения регистра 21 и с входом элемента ИЛИ 20, другой вход которого соединен с выходом блока 11 сравнения.
Блок 6 контроля скорости перемотки со- 45 в этот момент не поступают, так как уро- держит времяимпульсный распределитель вень «О на выходе триггера 14 запрещает 22 и элемент И 23 совпадения. Вход рас- их прохождение через элемент И 15. пределителя соединен с генератором 7, аОдновременно импульсы датчика 1 длиодин из выходов - с входом элемента И ны поступают на вход элемента И 23 бло- .23, другой вход которого соединен с выходомка 6 контроля скорости, на второй вхол коэлемента И 4, а выход - с счетным входом 50 торого поступает эталонный по длительности
40
входу разреи ения записи перезаписать числа из блока 13 в счетчик 5 длины. Таким образом, к началу намотки рулона в реверсивном счетчике 5 длины записывается число импульсов, равное заданной длине мачика 1 длины поступают через элемент И 4 на вход вычитания счетчика 5 длины и вычитаются из числа, записанного в нем.
Следовательно, в счетчике 5 длины в каждый момент времени сохраняется число, равное длине недомотанной части материала рулона.
В регистр 21 импульсы датчика 1 длины
квадратора 8. Выход переполнения распре- де;1И1еля 22 соединен с входами сброса квад- рагора Я и регистра 10.
Устр мкнчо работает следующим образом.
Если при перемотке материала в рулон обрыва не происходит или обрыв происходит на участке разгона или при установивуровень напряжения, вырабатываемый вре- мяимпульсным распределителем 22. Поэтому на выходе блока 6 контроля скорости вырабатывается число импульсов, равное дей- сг ствительному значению скорости перемотки, как число импульсов датчика 1 за эталонный интервал времени, вырабатываемый распределителем 22 при помощи суммирования зашейся скорости перемотки, тогда длина Lj участка торможения при различных скоростях перемотки равна
1 - v
LT,г-TI
га-,
(1)
гдеУ -линейная скорость перемотки, м/с;
Зг-ускорение на участке торможения, м/с 2.
Значение а не зависит от скорости пере- мотки и заложено в систему регулирования на стадии проектирования.
Если происходит обрыв материала при торможении станка, тогда оптимальным, с точки зрения производительности станка, является режим, когда при повторном запуске станка после устранения обрыва он начинает тормозиться при длине Ьтг участка торможения, равной
Ьта
ДЬ
(2)
гер 17 в состояние «О и разрешаюш,ий по териала в рулоне.
входу разреи ения записи перезаписать числа из блока 13 в счетчик 5 длины. Таким образом, к началу намотки рулона в реверсивном счетчике 5 длины записывается число импульсов, равное заданной длине маВ процессе намотки рулона импульсы датв этот момент не поступают, так как уро- вень «О на выходе триггера 14 запрещает их прохождение через элемент И 15. Одновременно импульсы датчика 1 дли
чика 1 длины поступают через элемент И 4 на вход вычитания счетчика 5 длины и вычитаются из числа, записанного в нем.
Следовательно, в счетчике 5 длины в каждый момент времени сохраняется число, равное длине недомотанной части материала рулона.
В регистр 21 импульсы датчика 1 длины
уровень напряжения, вырабатываемый вре- мяимпульсным распределителем 22. Поэтому на выходе блока 6 контроля скорости вырабатывается число импульсов, равное дей- ствительному значению скорости перемотки, как число импульсов датчика 1 за эталонный интервал времени, вырабатываемый распределителем 22 при помощи суммирования заданного числа периодов частоты генератора 7.
Эти импульсы поступают на вход квадратора 8, на выходе которого вырабатывается число импульсов, равное квадрату скорости перемотки, поступающее через буферный делитель 9 на вход регистра 10.
При коэффициенте деления делителя 9 Р 2а к окончанию цикла контроля в регистре 10 записывается число . 7-i .
f.&f
(3)
си в регистре 21 записывается число, равное половине числа, записанного в этот момент в счетчике 5 длины.
После устранения обрыва и повторного запуска станка импульсы датчика 1 длины с выхода элемента И 4 поступают на в.ход вычитания счетчика 5 длины и через элемент И 15 (триггер 14 находятся в состоянии «1) - на вход вычитания регистра 21
15
Импульс переполнения распределителя 22 очищает квадратор 8 и регистр 10, и цикл контроля скорости и определения истинного значения длины торможения повторяется.
Следовательно, в каждый момент времени в регистре 10 записывается число, равное длине торможения в функции мгновенного значения скорости перемотки.
Если в процессе намотки рулона обрыва 20 и вычитаются из чисел, записанных в них. материала не происходит или происходитКогда на вход регистра 21 проходит чисобрыв материала на участках разгона стан- ло импульсов, равное записанному в нем, ка или при установившейся скорости пере- на его выходе переполнения вырабатывает- мотки, тогда при равенстве числа,записанно- ся импульс, устанавливающий триггер 14 го в регистр 10, числу, з-аписанному в счет- в состояние «О и этим запрещающий про- чик 5 длины в режиме вычитания (после хождение импульсов датчика 1 длины через
устранения обрыва и повторного запуска станка), на выходе блока 11 сравнения вырабатывается сигнал торможения, воздействующий через элемент ИЛИ 20 на триггер 17 и устанавливающий его в состояние 1. Включается выходной усилитель 18, воздействующий на схему управления станка (не указана), и разрешается прохождение импульса с выхода датчика 3 обрыва при его возникновении на выход элемента И 16.
Если обрыв материала происходит п осле начала торможения станка, т.е. в момент, когда триггер 17 установлен в состояние «1 импульсом с выхода блока 11 сравнения и в счетчике 5 длины уже записано число, меньшее длины участка торможения, устройство будет работать по другому каналу.
30
элемент И 15 на вход регистра 21.
Кроме того, импульс переполнения регистра 21 через элемент И„1И 20 устанавливает триггер 17 в состояние «1 и этим включает выходной усилитель 18. Начинается повторный цикл торможения станка.
Когда в реверсивном счетчике 5 длины за счет импульсов датчика 1 длины число импульсов становится равным нулю, на его 35 вь,1ходе переполнения вырабатывается импульс, воздействующий через выходной усилитель 12 на схему останова станка.
Сигналы датчиков 2 и 3 запрещают поступление импульсов датчика 1 длины в устройство по инверсным входам элемента И 4 при обрыве материала, либо при доматывании рулона в счет ранее срезанных слоев.
40
в этом случае, импульс, выработавш.ш- ся датчиком 3 обрыва в момент обрыва, проходит на выход элемента И 16 (так как триггер 17 находится в состоянии «1), устанавливает триггер 14 в состояние «I, разрешает перезапись числа из счетчика 5 длины в регистр 21 и устанавливает через элемент ИЛИ 19 триггер 17 в состояние «О отключив этим выходной усилитель 18. Так как каждый п-ый разряд входов записи ре- 10 гистра 21 соединен с (п+1) разрядом вы- ходов счетчика 5 длины, то после перезаписи в регистре 21 записывается число, равное половине числа, записанного в этот момент в счетчике 5 длины.
После устранения обрыва и повторного запуска станка импульсы датчика 1 длины с выхода элемента И 4 поступают на в.ход вычитания счетчика 5 длины и через элемент И 15 (триггер 14 находятся в состоянии «1) - на вход вычитания регистра 21
15
20 и вычитаются из чисел, записанных в них. Когда на вход регистра 21 проходит чис
элемент И 15 на вход регистра 21.
Кроме того, импульс переполнения регистра 21 через элемент И„1И 20 устанавливает триггер 17 в состояние «1 и этим включает выходной усилитель 18. Начинается повторный цикл торможения станка.
Когда в реверсивном счетчике 5 длины за счет импульсов датчика 1 длины число импульсов становится равным нулю, на его вь,1ходе переполнения вырабатывается импульс, воздействующий через выходной усилитель 12 на схему останова станка.
Сигналы датчиков 2 и 3 запрещают поступление импульсов датчика 1 длины в устройство по инверсным входам элемента И 4 при обрыве материала, либо при доматывании рулона в счет ранее срезанных слоев.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления режимами работы перемоточных станков | 1984 |
|
SU1227584A1 |
| Устройство для управления скоростными режимами перемоточного станка | 1984 |
|
SU1236037A1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Устройство для управления двухлучевым осевым накатом | 1988 |
|
SU1548148A1 |
| Устройство для управления перемоточными станками | 1980 |
|
SU945265A1 |
| Устройство управления перемоточным станком | 1981 |
|
SU996580A1 |
| Устройство для автоматического регулирования натяжения длинномерного материала при перемотке | 1985 |
|
SU1341138A1 |
| Устройство для управления перемоточными станками | 1986 |
|
SU1622259A1 |
| Устройство для измерения радиуса рулона | 1981 |
|
SU1012013A1 |
| Устройство контроля заданного диаметра намотки | 1983 |
|
SU1155552A1 |
| Устройство для управления перемоточными станками | 1980 |
|
SU945265A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
