Йзоб1 етение относится к технологическому оборудованию для дублирования швейных изделий в швейной про,- мьшленности с применением магнитного поля.
Цель изобретения - повютение качества дублирования.
На чертеже изображена принципиальная схема устройства.
Устройство с держит верхнкяо обо- греваеную подуннсу 1, йижнияо подушку 2, трубопроводы 3 - 6, нагревателные элементы 7, датчики 8 - 10 температуры, программный регулятор 11, вакуум-отсос 12, покрытие 13, кноп- ки 14 управления, пневмопривод 15, электромагнитные клапаны 16 - 20, резервуар 21, выходной штуцер 22, входные штуцера 23 и 24, трубопровод 25 с форсунками, регулятор 26 давления, каркас 27, сердечник 28 и обмотку 29 электромагнита, тепло- изолирукщую выравнивающую прокладку 30, регулятор 31 напряжения, ограничитель 32 кода, регулятор 33 ох- лаждения, полости 34 и 35, каналы 36, камеру 37, склеиваемые детали 38.
Верхняя обогревая подушка 1 имее полость 34, в которой размещен трубопровод 25 с форсунками, соединенн с трубопроводом 3 подачи рабочего агента и технологического раствора посредством электромагнитного клапа 17. Полость 34 посредством каналов 36 связана с камерой 37, в которой размещены нагревательные элементы 7. Камера 37 посредством электромагнитного клапана 16 также соединена с трубопроводом 3, на котором установлен регулятор 26 давления.
Верхняя обогревая подушКа 1 содержит Датчик 8 температуры, а покрытие 13 - датчик 9 температуры, подключенные к программному регулятору 1 1 , выходы которого подсоединены к соответствующим исполнительным
механизмам. I
Для опускания верхней обогревае- мой подушки 1 имеется пневмопривод 15, управление которым осуществляется кнопками 14 управления.
Подача рабочего агента по трубо- . проводу 3 регулируется с помощью электромагнитных клапанов 16 и 17.
Нижняя подушка 2 имеет полость 35, соединенную с вакуум-отсосом 12
В полости 35 нижней подушки 2 установлен электромагнит, сердечник 28 которого ориентирован в сторону верхней обогреваемой подушки 1.
На жестком каркасе 27 электромагнита размещена обмотка 29. Сверху на каркас 27 уложена теплоизолирующая выравнивающая прокладка 30, например из фторопласта, для обеспечения постоянного по величине зазора между рабочей плоскостью П, верхней обогреваемой подушки 1 и рабочей плоскостью П основания сердечника 28.
Обмотка 29 соединена через регулятор 31 напряжения с программным регулятором 11.
Для охлаждения сердечника 28 и обмоток 29 электромагнита полость 35 нижней подушки 2 через трубопровод 6 соединена с вакуум-отсосом 12. Обмотка 29 имеет датчик 10 температуры подсоединенный к программному регулятору 11, соответствующий выход которого подключен к регулятору 33 охлаждения и вакуум-отсосу 12.
Устройство работает следующим образом.
С помощью датчика 8 температуры и программного регулятора I1 устанавливают требуемую температуру склеивания деталей 38. Регулятором 26 давления устанавливают требуемую ско- рость подачи технологического раствора, а регулятором охлаждения 33 - скорость охлаждения обмотки 29 электромагнита и склеиваемых деталей 38.
На каркас 27 з тсладьшают прокладку 30, сверху на рабочую плоскость П нижней подушки 2 - покрытие 13 и склеиваемые детали 38.
Нажимают кнопки 14 управления, обеспечивая дальнейшее автоматическо зтравление работой устройства и опускание пневмоприводом 15 верхней обогреваемой подушки 1 до ограничителя 32 хода с заданным зазором между рабочими плоскостями П и П. Одновременно в полость 34 подается по трубопроводу 3 через электромагнитный клапан 17 рабочий агент (пар) и включается вакуум-отсос 12.
Затем по команде программного регулятора 11 открывается электромагнитный клапан 20 и рабочий агент по трубопроводу 3,через входные штуцера 23 и 24 и по трубопроводу 5 поступает в резервуар 21, вытесняя
3
из него технологический раствор чере .выходной штуцер 22 в трубопровод 25 с форсунками и полость 34 верхней обогреваемой подушки 1.
После нанесения раствора на склеиваемые детали 38 пр;ограммный регу- .лятор 11 подает команду на пневмопривод 15 для поджатия верхней обогреваемой йодушки 1 к нижней подушке 2. Одновременно переключаются электромагнитные клапаны 16 и 17 и от- крьшаются электромагнитные клапаны 18 и 19. Происходит дублирование деталей 38, отключение вакуум-отсоса 1 2 и заполнение резервуара 2 технологическим раствором для сле- Д5пющего цикла работы устройства.
По сигналу датчика 9 температуры посредством программного регулятора 11 и .регулятора 31 напряжения подается напряжение на обмотку 29 электромагнита. Увеличение напряжения на обмотке 29 происходит пропорционально росту те№1ературы склеиваемых деталей 38 до уравнивания показаний датчиков 8 и 9 температуры.
Затем рабочий агент через электромагнитный клапан 16 подается в камеру 37, где с помощью нагреватёльньпс элементов 7 он перегревается, а затем подается по каналам 36 в по91
лость 34. После уравнивания температур программный регулятор 11 включает вакуум-отсос 12 для охлаждения склеиваемых деталей 38 путем проса- сывания воздуха по трубопроводу 6.
Во время работы вакуум-отсоса 12 продолжается обработка склеиваемых дегйлей 38 магнитным полем электромагнита при максимальном значении
напряжения на выходе регулятора 31 напряжения. Такай обработка обеспечивает получение клеевых соединений с высокими показателями адгезионной прочности. Обработка магнитным полем
ведется до тех пор, пока температура покрытия 13 не достигнет температуры окружающей среды, после чего по Сигналу датчика 9 температуры программный регулятор 11 через соответствующие исполнительные механизмы отключает напряжение на обмотке 29 электромагнита.
Одновременно программный регуля- тор 11 дает команду на прекращение подачи рабочего агента, на подушек пресса - поднятие верхней обогреваемой подушки 1 и закрытие электромагнитных клапанов 18 н 19« После этого цикл дублирования заканчивается.
afovt/v effftfn
возЗуж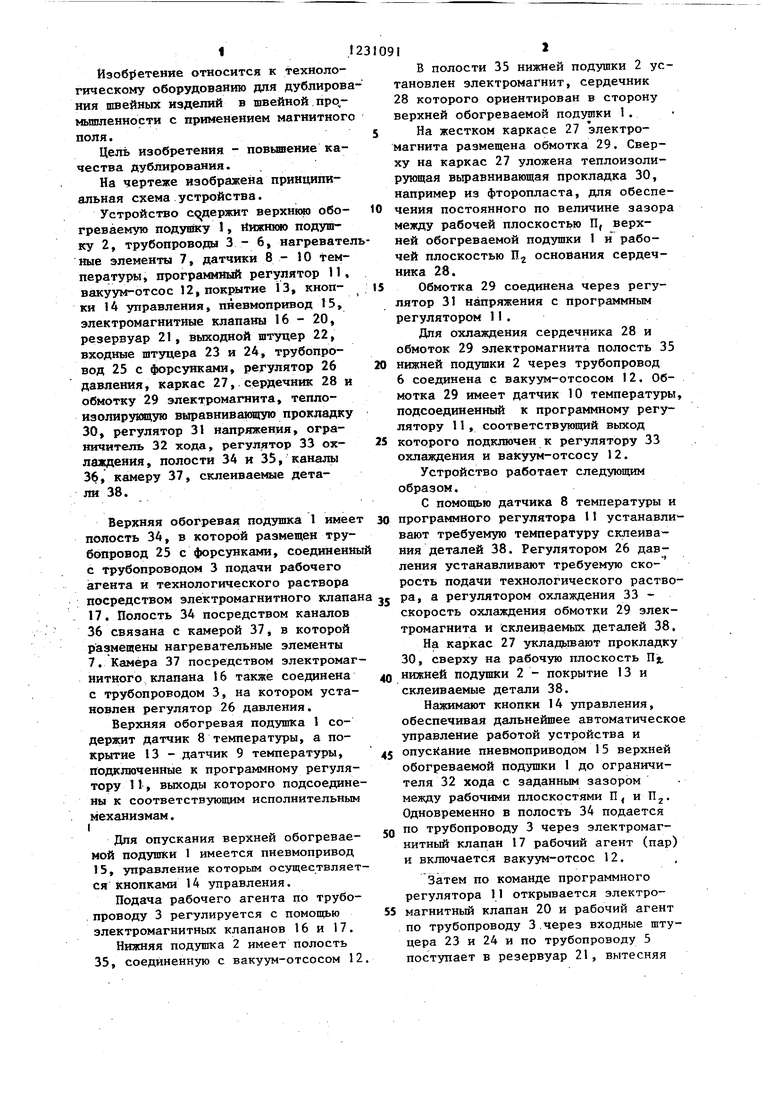
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для влажно-тепловойОбРАбОТКи шВЕйНыХ издЕлий | 1979 |
|
SU848510A1 |
| Пресс для влажно-тепловой обработки деталей швейных изделий | 1981 |
|
SU1054467A1 |
| Система питания для двигателя внутреннего сгорания | 1975 |
|
SU1068047A3 |
| Устройство для регулирования давления газа | 1987 |
|
SU1479918A1 |
| ПРЕСС ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU357302A1 |
| Устройство для горячего прессования одежды | 1976 |
|
SU591538A1 |
| Устройство автоматического управления агрегатом гарантированного питания | 1989 |
|
SU1765481A2 |
| Устройство для заливки аккумуляторных батарей электролитом | 1974 |
|
SU534002A1 |
| Устройство для влажно-тепловой обработки швейных изделий | 1990 |
|
SU1772269A1 |
| Устройство для разутюжки швов швейных изделий | 1982 |
|
SU1087586A1 |
Редактор E. Конча
Составитель А. Козлов
Техред И.Попович Корректор И. Эрдейи
Заказ 2525/31Тираж 455 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для влажно-тепловойОбРАбОТКи шВЕйНыХ издЕлий | 1979 |
|
SU848510A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
