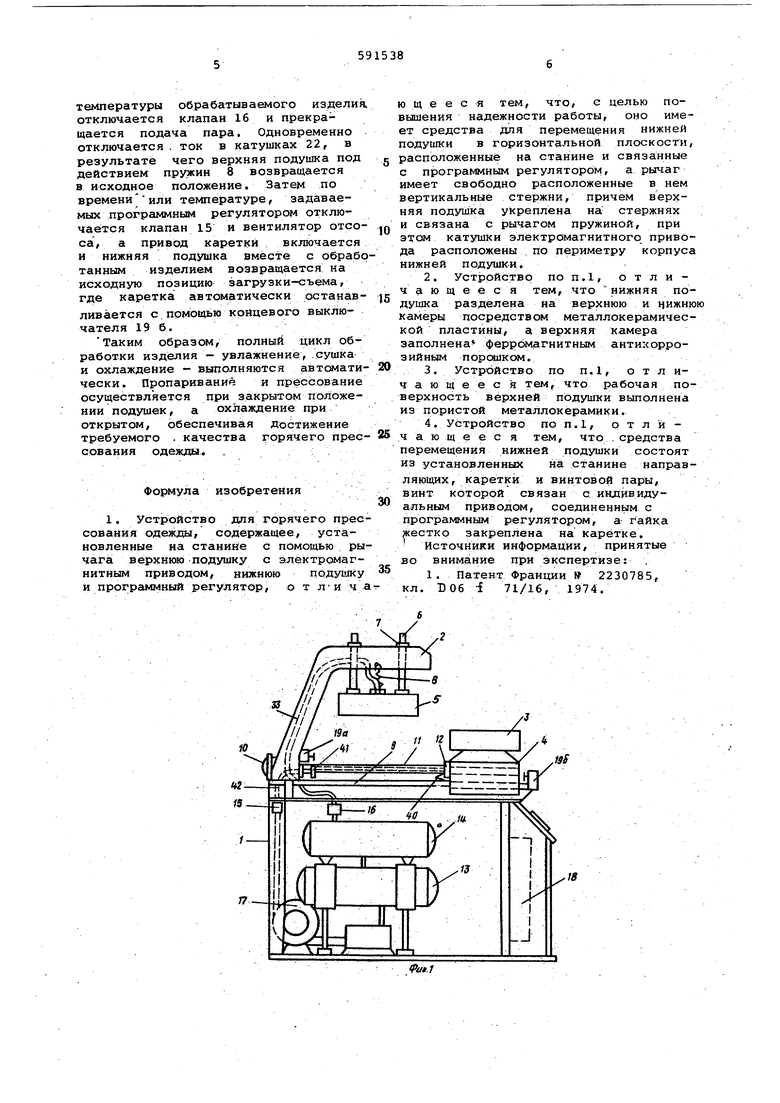
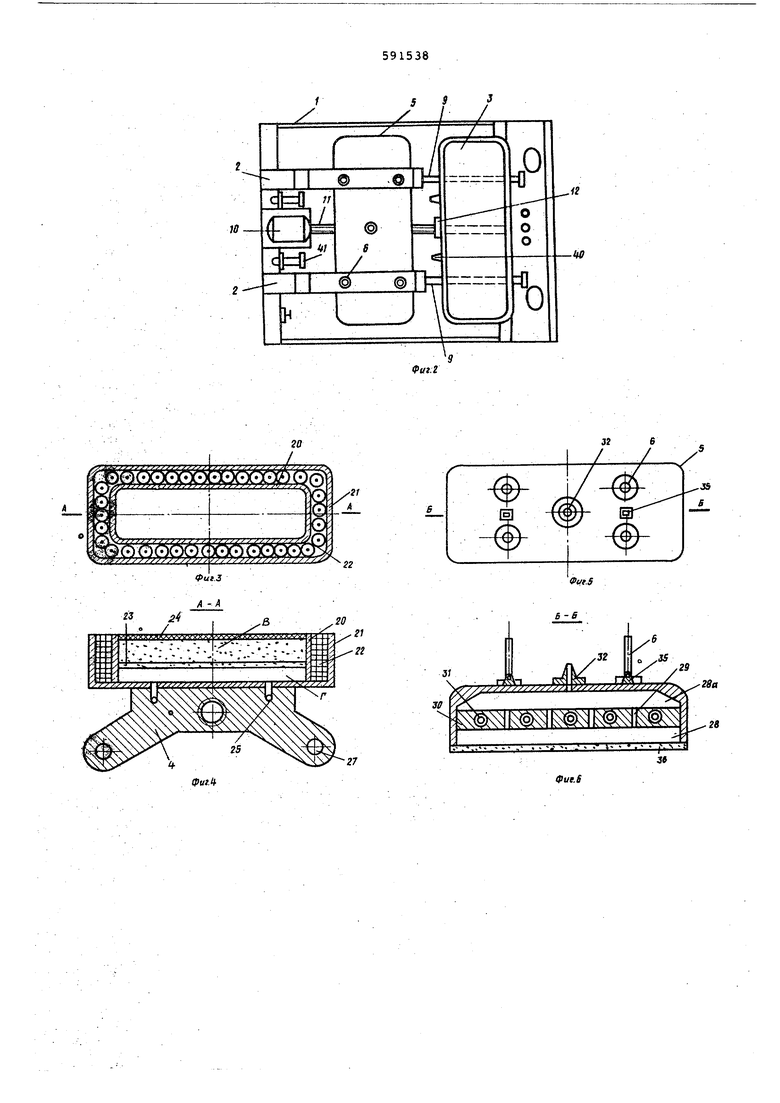
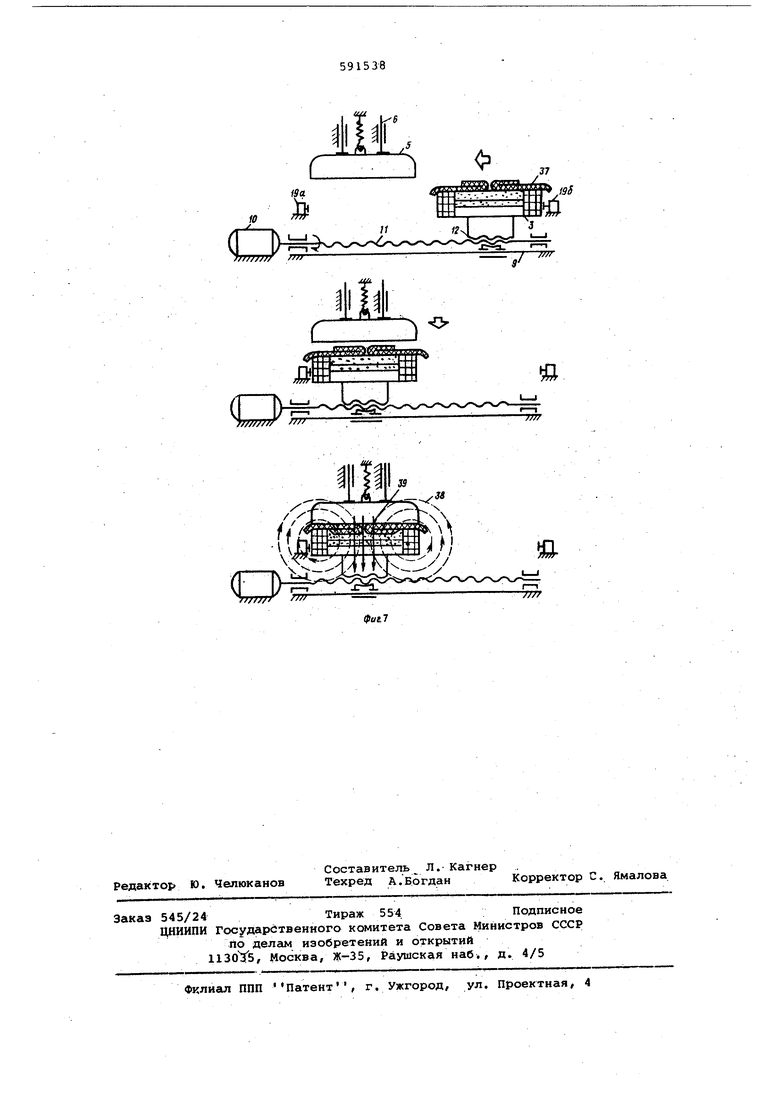
вижную подушку 5. Рычаги.имеют свобо но расположенные в них вертикальные стержни 6, монтированные в направляю щих 7 рычагов. Верхняя подушка укреп лена на стержнях и связана с рычага ми пружинами 8. Средства для перемещения нижней подушки состоят из установленных на станине параллельно верхней подушки направляющих 9, каретки 4 и винтовой пары, винт 11 которой связан с индивидуальным приводом 10, соединенным с программным регулятором 18, а гайка 12 жестко закреплена на каретке. Для получения, рабочих сред при горячем прессовании одежды устройст во снабжено парогенератором 13, пароперегревателем 14 и электромагнитными клапанами 15 и 16, служащими для включения и отключения пара и воздуха, просасываемых сквоз 1 ©рабатываемое изделие с помог-ью вентилятора отсоса 17 и управляемых от программного регулятора. положения каретки на позиции загрузки-съема изделия и позиции прессования задаются с пометцью концевых выключателей 19 а й 19 б.. Нижняя подушка (фиг. 3- и 4) со.держит корпус 20 и кожух 21. По периметру корпуса нижней подушки расположены катушки 22 электромагни ного привода. Корпус содержит верх нюю камеру .В и нижнюю камеру F, рас положенные друг над другом и разделенные пористой металлокерамической пластиной 23. Верхняя камера запо нена ферромагнитным антикоррозийным порошком и сверху закрыта проутюжильником 24, а нижняя камера соединена с вентилятором отсоса с помощью трубопроводов 25. Нижняя подушка закреплена на каретке, имё деей отверстия 27- для направляющих S, . монтированных в станине. . Верхняя подушка (фиг.. 5 и 6) содержит полости 28 и 28 а, сообща.щиеся между собой с помощью клапа нов 29, выполненных в перегородке 3:0 с нагревательными элементами 31 Верхняя полость 28 а посредство штуцера 32 соединена с гибким тру йопроводом 33 (фиг. 1) , электромагжитным клапаном 16 и пароперегрева телем 14. В верхней части подушк укреплены вертика льные стержни 6 и проушины 35, а рабочая поверх аость-парорасСекатель 36 выполнена иа- пористой, металлокерамики. На фиг. 7 изображено исходное |роложение нижней подушки 3 на по«й иции загрузки-съема обрабатываемого изделия 37 и верхней подушки 5 на позиции прессования; положение нижней подушки на позиции прессования и положение подушек в момент прессования и пропаривания из- . делия при включенном электромагнитном приводе и подачи пара от парогенератора. Стрелками 38 условно изображены силовые линии магнитного поля., созданного током, проходящим по катушкам 22, а стрелками 39 - направление подачи пара и воздуха при пропаривании и охлаждении изделия, Сообщение камеры Г нижней подушки с вентилятором отсоса 17 пара и воздуха осуществляется посредством спаренных элементов, один из которых 40 монтируется на каретке и посредством трубопроводов 25 соединяется с этой камерой. Другой взаимодействующий спаренный элемент 41 монтирован на станине и снабжен уплотнителем, который обеспечивает паро- и воздухонепроницаемое соединение с элементом 40, когда нижняя подушка достигнет крайнего фиксированного положения на позиции прессования. Элемент 41 . соединен посредством трубопровода 42 и клапана 15с вентилятором отсоса. Устройство, для горячего прессования оде,жды работает следующим образом. После укладывания обрабатываемого изделия на нижнюю подушку на позиции загрузки-съема включается эЛектродв1 гатель 10 привода каретки нижней подушки, которая перемещается на позицию прессования, где с помощью концевого выключателя 19 а и программного регулятора включается электромагнитный привод верхней подушки. Верхняя подушка перемещается на стрежнях 6 и направляющих 7 рычагов станины под действием электромагнитной силы и притягивается к корпусу нижней подушки.: в магнитном поле увеличивается вязкость ферромагнитного антикоррозийного порошка, которым заполнена верхняя камера корпуса нижней подушки, при этом сохраняется проницаемость для пара и воздуха .при прессовании. Усилие прессования обрабатываемого изделия регулируется за счет изменения тока в катушках 22 электромагнитного привода после притягивания верхней подушки к нижней. Программный регулятор выдает команду на открытие клапанов 15 и 16 и включение вентилятора отсоса. Осуществляется процесс прессования и пропаривания изделия. По истечению заданного времени прессования или при достижении заданной температуры обрабатываемого изделия отключается клапан 16 и прекращается подача пара. Одновременно отключается . ток в катушках 22, в результате чего верхняя подушка под действием пружин 8 возвращается в исходное положение. Затем по времениили температуре, задаваемых программным регулятором отключается клапан 15 и вентилятор отсо са, а привод каретки включается и нижняя подушка вместе с обраб танным изделием возвращается на исходную позицию загрузки-съема, где каретка автоматически останав ливается с помощью концевого выключателя 196. Таким образом, полный цикл обработки изделия - увлажнение,.сушка и охлаждение - выполняются автомати чески. Пропариваниё и прессование осуществляется при закрытом положении подушек, а охлаждение при открытом, обеспечивая Достижение требуемого . качества горячего прес сования одежды. Формула изобретения 1. Устройство для горячего прес сования оДеждаг, содержащее, установленные на станине с помощью ры 4arai верхнюю подушку с электромагнитным приводом, нижнюю подушку и программный регулятор, о т лИ ч
.U N/
,2 щ е е с я тем, что, с целью повышения надежности работы, оно имеет средства для перемещения нижней подушки в горизонтальной плоскости, расположенные на станине и связанные с программным регуляторомг а рычаг имеет свободно расположенные в нем вертикальные стержни, причем верхняя подушка укреплена на стержнях и связана с рычагом пружиной, при этом катушки электромагнитного привода расположены по периметру корпуса нижней подушки. 2.Устройство по п.1, отличающееся тем, что нижняя подушка разделена на верхнюю и нижнюю камеры посредством металлокерамической пластины, а верхняя камера заполнена ферромагнитным антикоррозийным порошком. 3.Устройство по п.1, отличаю вд ее с я тем, что рабочая поверхность верхней подушки выполнена из пористой металлокерамики. 4.Устройство по П.1, о т л и ч а ю щ е е с я тем, что . средства перемещения нижней подушки состоят из установленных ни станине направляющих, каретки и винтовой пары, винт которой связан с индивидуальным приводом, соединенным с программным регулятором, а- гайка закреплена на каретке. жестко Источники информацииJ принятые во внимание при экспертизе: . 1. Патен-т Франции 2230785, кл. В 06 i 71/16, 1974.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический гладильный пресс | 1954 |
|
SU100244A1 |
| ПРЕСС ГЛАДИЛЬНЫЙВСЕСОЮЗНАЯ11 | 1971 |
|
SU309083A1 |
| Устройство для влажно-тепловой обработки | 1987 |
|
SU1463826A1 |
| Пресс для влажно-тепловой обработки деталей швейных изделий | 1981 |
|
SU1054467A1 |
| Устройство для разутюжки швов швейных изделий | 1982 |
|
SU1087586A1 |
| Полуавтомат для прессования деталей одежды | 1980 |
|
SU1023013A1 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023095C1 |
| Установка для прессования лао-ча | 1978 |
|
SU942655A1 |
| Гладильный пресс | 1955 |
|
SU108547A1 |
| Полуавтомат для подгибания и склеивания деталей одежды | 1975 |
|
SU510222A1 |
го .11
6-6
X
32
3S
29
/
28а
Х
-26
3t
