Технология нотного производства требует изготовления большого количества гартовых Пластин, используемых в качестве формного материала.
Известны машины для отливки гартовых полос, включаюш ие: литейный аппарат, выполненный в виде тигля с злектронагревателями для плавления гарта, и механизма поршня, подаюш,его расплавленный гарт через 51ундштук в отливную форму; транспортируюш,ее устройство, представляюш,ее собой совершаюш,ую возвратно-поступательное движение каретку с клиновым механизмом; механизм поперечной разрезки -полосы и механизм приемки. В этих машинах отливная форма расположена вертикально.
С целью использования машины для отливки полос для нотного производства, в описываемой машине отливная форма расположена горизонтально, а мундштук снабжен расширяюшимся , в горизонтальном направлении раструбом, контактируюш,им с формой.
Кроме того, механизм поперечной разрезки полосы выполнен в виде неподвижного и подвижного ножей-, причем последний помеш,ен в вертикальных направляюших и соединен жесткой связью с роликом пазового кулака, установленного на валу, который периодически приводится в движение от главного вала машины с помош ью муфты. Муфта включается электромагнитом при замыкании контактов, установленных на пути, движения гартовой полосы. Механизм приемки выполнен в описываемой машине в виде горизонтальной пластины, которой сообш.ается периодическое возвратно-поступательное движение с помош,ью механизма двойной рейки, и горизонтального приемного стола, жестко скрепленного с винтом, периодически опускаемым гайкой, которая приводится во врашение через обгонную муфту от механизма двойной рейки посредством системы зубчатых передач.
№423162
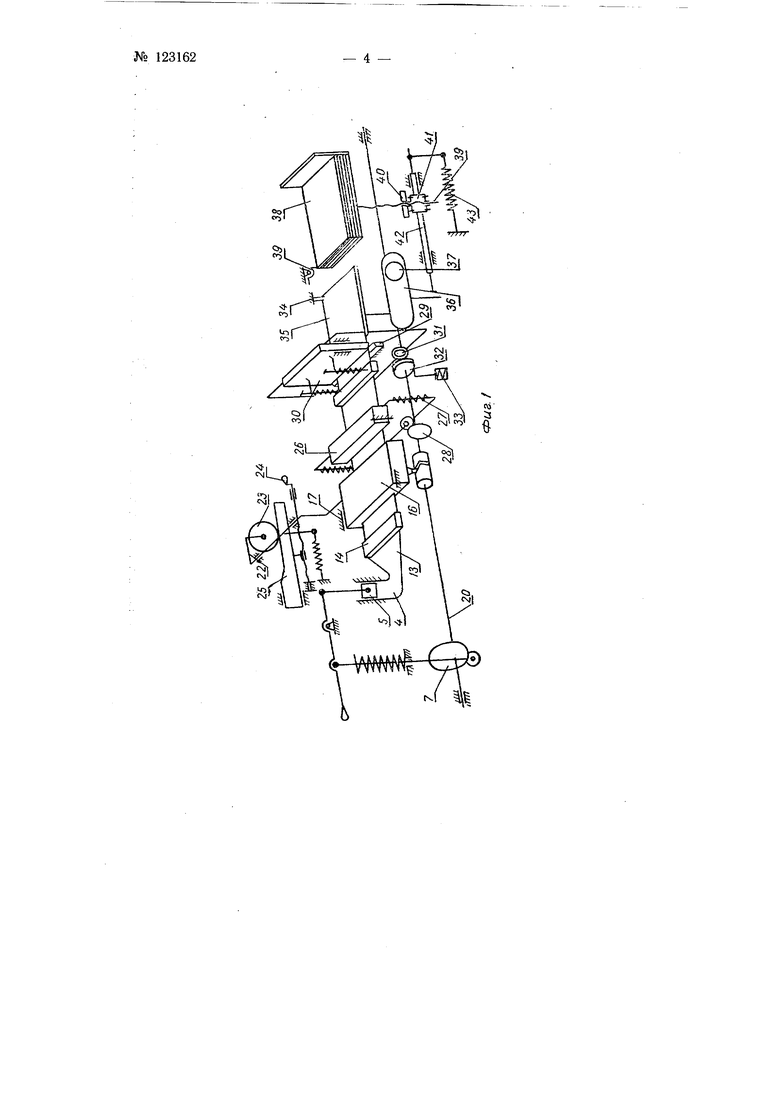
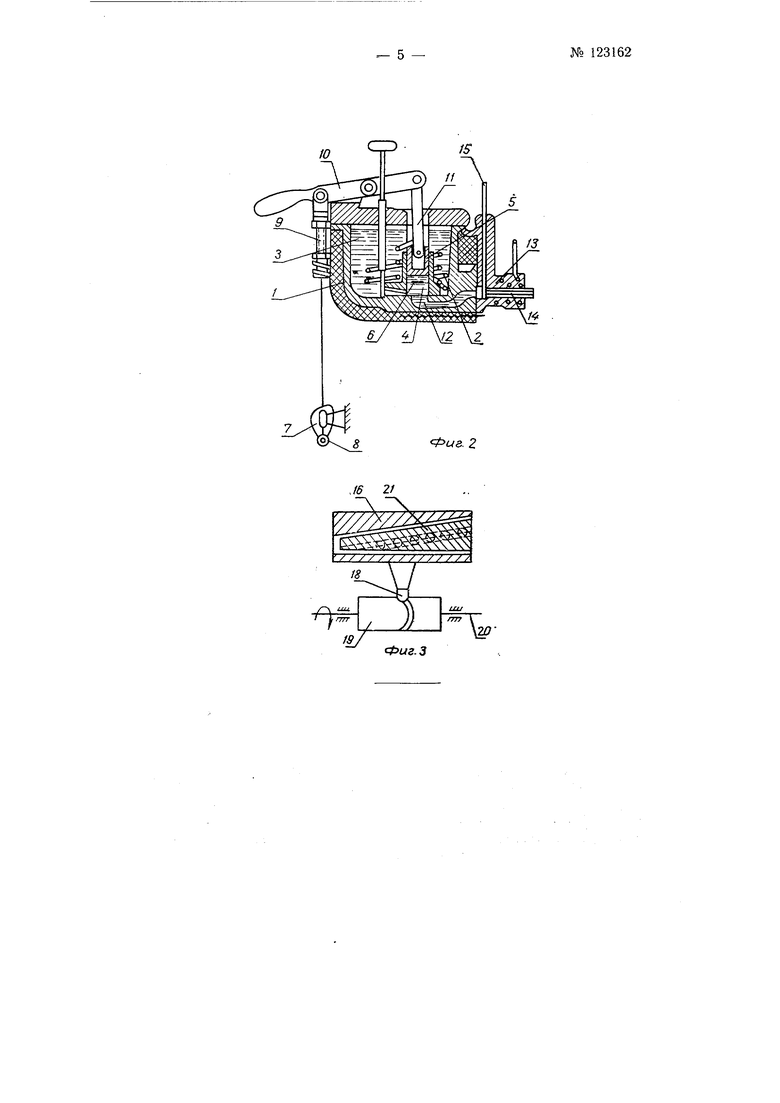
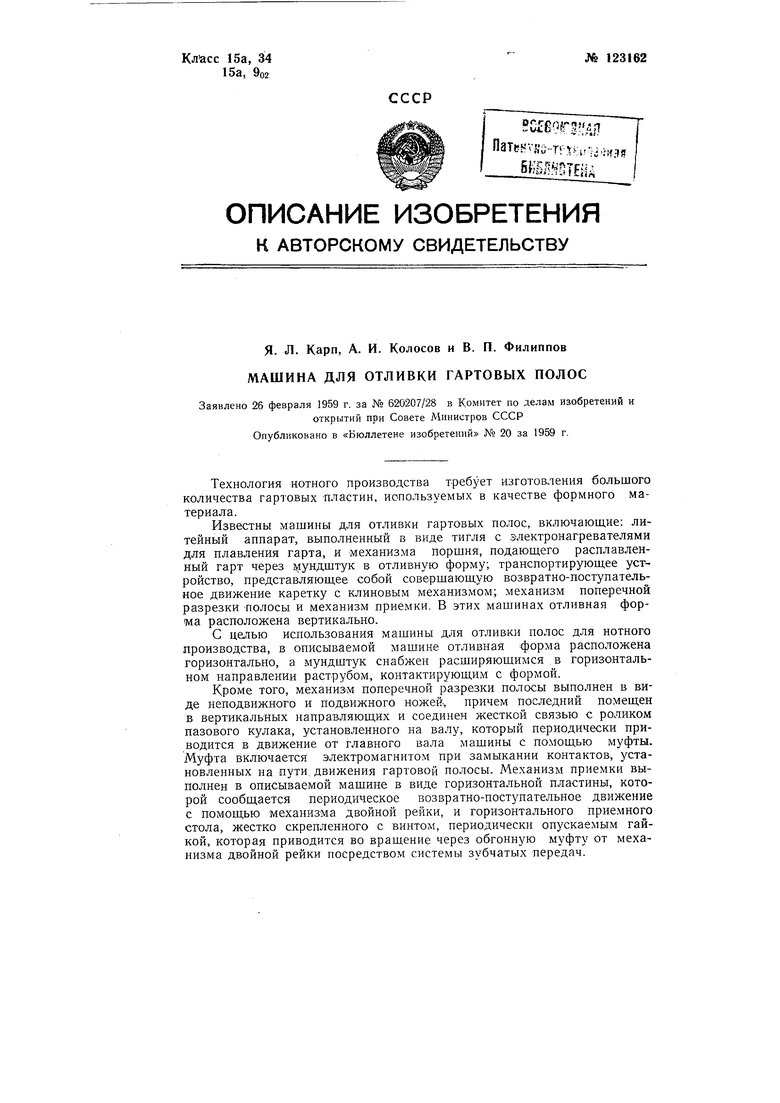
На фиг. 1 изображена машина; на фиг. 2-литейный аппарат; на фиг. 3-транспортирующее устройство.
Литейный аппарат выполнен в виде тигля / с электронагревателем 2 для плавления гарта 3.
В тигле помещена камера 4 с поршнем 5, сообщающ,аяся с тиглем через отверстие 6. Поршень приводится в действие кулачком 7 через ролик 8, подпружиненную тягу 9, рычаг 10 и тягу 11.
Камера соединена каналом 12 с расширяюш.имся в горизонтальном направлении мундштуком 13, контактирующим с отливной формой 14. Штуцер 15 служит для подачи масла под давлением в форму 14.
Транспортирующее устройство предназначено для извлечения затвердевшего участка металлической полосы из формы и транспортировки ее к приемному столу и состоит из каретки 16, возвратпо-поступательно перемещающейся в горизонтальном направлении внаправляюпщх П при помощи ролика 18, взаимодействующего с пазовым кулачком 19, насаженным на главпом валу 20. Каретка имеет паз, в который входит клин 21, зажимающий при движении каретки вправо металлическую полосу между собой и кареткой.
Расплавленный гарт 3 поступает из тигля I через отверстие 5 в камеру 4, откуда под давлением поршня 5, перекрывающего отверстие 6, подается через канал 12 и мундштук 13 в отливную форму 14, охлаждаемую водой. Здесь металл затвердевает в виде полосы строго определенных размеров по ширине и толщине. Затвердевший участок полосы заклинивается между нижними плоскостями клина 21 и каретки 16 при движении последней вправо и вытягивается из формы, предварительпо смазанной маслом через штуцер 15. Освобождающийся участок формы 14 тут же заполняется расплавленным гартом, поступающим под давлением из камеры 4 и припаивается к затвердевшему концу полосы, вытягиваемой из формы.
Для регулирования длины участка вытягиваемой из формы полосы при одном и том же расстоянии перемещения каретки служит приспособление, включающее криволипейный рычаг 22, свободно входящий одним концом в клин 21 и несущий иа другом конце ролик 23, взаимодействующий с переставляемой при помощи рукоятки 24 горкой 25. При набегании ролика 23 на выступ горки 25 криволинейный рычаг .22-выдвигает клин 21 из каретки 16, и полоса проскальзывает в щели между клином и «ареткой.
Положение горки с выступом регулируется рукояткой 24 с винтом и гайкой вручную. В конце рабочего хода каретки 16 вправо полоса зажимается прижимом 26 при помощи пружин 27; зажатая полоса при обратном движении каретки 16 влево несколько выдвигает клин 21 из каретки и полоса свободно проходит через образовавшуюся шель.
При движении каретки 16 с полосой вправо прижим 26 приподнимается кулачком 28, и полоса подается к механизму поперечной ее разрезки, который состоит из неподвижного ножа 29 и подвижного ножа 30. Подвижной яож передвигается в вертикальных направляющих и жестко соединен с эксцентриком 31, закрепленным на одном валу с однооборотиой муфтой 32, включаемой электромагнитом 33;. последний включается замыканием полосой контактов 34, установленных на ее пути. Разрезанные в поперечном направлении полосы установленного формата укладываются механиз.мом приемки, который включает горизонтальную пластину 35, получающую периодическое возвратно-поступательное движение при помощи двойной рейки 36, сцепляющейся с щестерней 57. имеющей зубья только на ноловине окружности и получающей вращение от главного вала через конические. шестерни и однооборотную муфту (на чертеже не показаны). Шестерня 37 входит в зацепление то с верхней, то с нижней рейкой и перемещает пластину 35 то вправо, то влево. Уложенная на пластине 35 разрезанная полоса перемещается ею на стол 38; при обратном перемещении пластины полоса задерживается на столе 38 упором 39. Стол 38 опускается с каждой подачей полосы на величину, соответствующую толщине полосы, при помощи винта 39 и гайки 40, -которая периодически приводится во вращение через обгонную муфту (на чертеже не показана) и шестерню 41, сцепляющуюся с рейкой 42, которая получает движение вправо от двойной рейки 36 и обратное движение влево посредством пружины 43.
Предмет и з о б ) е т е н м я
1.Машина для отливки гартовых полос, включающая литейный аппарат, выполненный в виде тигля с электронагревателями для плавления гарта и механизма поршня, подающего расплавленный гарт через мундштук в отливную форму, транспортирующее устройство, выполненное в виде совершающей возвратно-поступательное движение каретки с клиновым механизмом, механизм поперечной разрезки и механизм приемки, отличающаяся тем, что, с целью использования машины для отливки полос для нотного производства, отливная форма расположена горизонтально, а мундштук снабжен расширяющимся в горизонтальном направлении раструбом, контактирующим с формой.
2.Машина по п. 1, отличающаяся тем, что механизм поперечной разрезки выполнен в виде неподвижного и подвижного ножей, причем последний, помещен в вертикальных направляющих и соединен жесткой связью с роликом пазового кулака, установленного на валу, периодически приводимом в движение от главного вала машины с помощью муфты, включаемой электромагнитом при замыкании контактов, установленных на пути движения гартовой полосы.
3.Машина по п. 1, отличающаяся тем, что механизм приемки выполнен в виде горизонтальной пластины, которой сообщается периодическое возвратно-поступательное движение с помощью механизма двойной рейки, и горизонтального приемного стола, жестко скрепленного с винтом, периодически опускаемым действием гайки, приводимой во вращение через обгонную муфту от механизма двойной рейки посредством системы зубчатых передач.
- 3 -№ 123162
05. )
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрогравировальная машина | 1959 |
|
SU125475A1 |
| Шрифтолитейная машина для отливки литер из пластмассы | 1970 |
|
SU322037A1 |
| Электрогравировальная машина | 1959 |
|
SU126364A1 |
| Аппарат для контролирования правильности подачи листов и отделения незапечатанных и бракованных листов на листовых печатных машинах | 1961 |
|
SU145595A1 |
| Станок для разрезания игольчатого полотна на пластины | 1958 |
|
SU120206A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ ЗАГОТОВОК НА ШПОНЫ И НАБОРНЫЕ ЛИНЕЙКИ | 1970 |
|
SU272311A1 |
| Машина для обработки книжных блоков | 1960 |
|
SU132192A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Машина для обдержки горстей льна | 1957 |
|
SU110630A1 |
| НИТКОШВЕЙНЫЙ АВТОМАТ | 1960 |
|
SU133461A1 |