Известно устройство для разрезки заготовок р виде полос на типографские шпоны и наборные линейки, применяемые в полиграфической промышленности. Это устройство содержит стол с магазином для заготовок, механизм подачи заготовок, режущий механизм и механизм приемки.
Для повышения производительности труда предлагаемое устройство снабжено кареткой с укрепленными на ней фиксируемой резцовой головкой и толкателем выгрузки, перемеидающимися возвратно-поступательно в горизонтальной плоскости от рычажно кулачковых механизмов, столом с прижимом для стопы заготовок и двумя толкателями для подачи заготовок под режуш,ий механизм. Последний выполнен в виде дисковой фрезы, установленной с возможностью перемещения в вертикальной плоскости. Механизм приемки выполнен в виде стола с барабаном, который имеет радиальные пазы для готовых линеек и вращается периодически посредством храпового механизма.
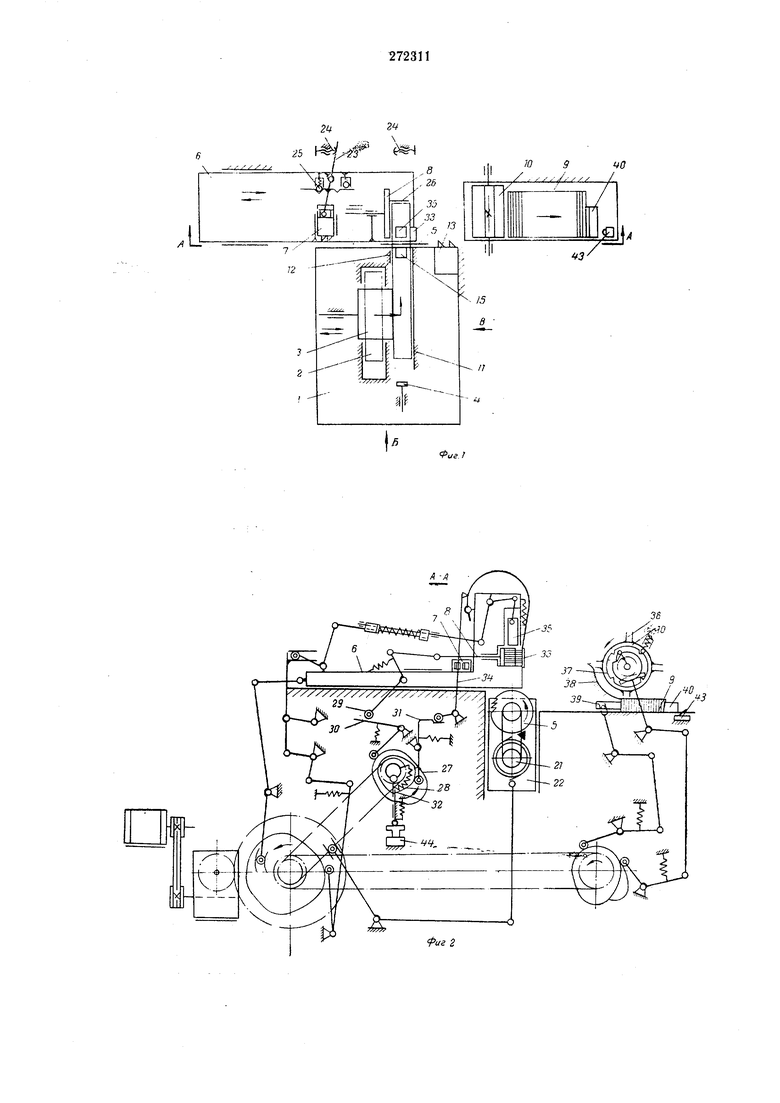
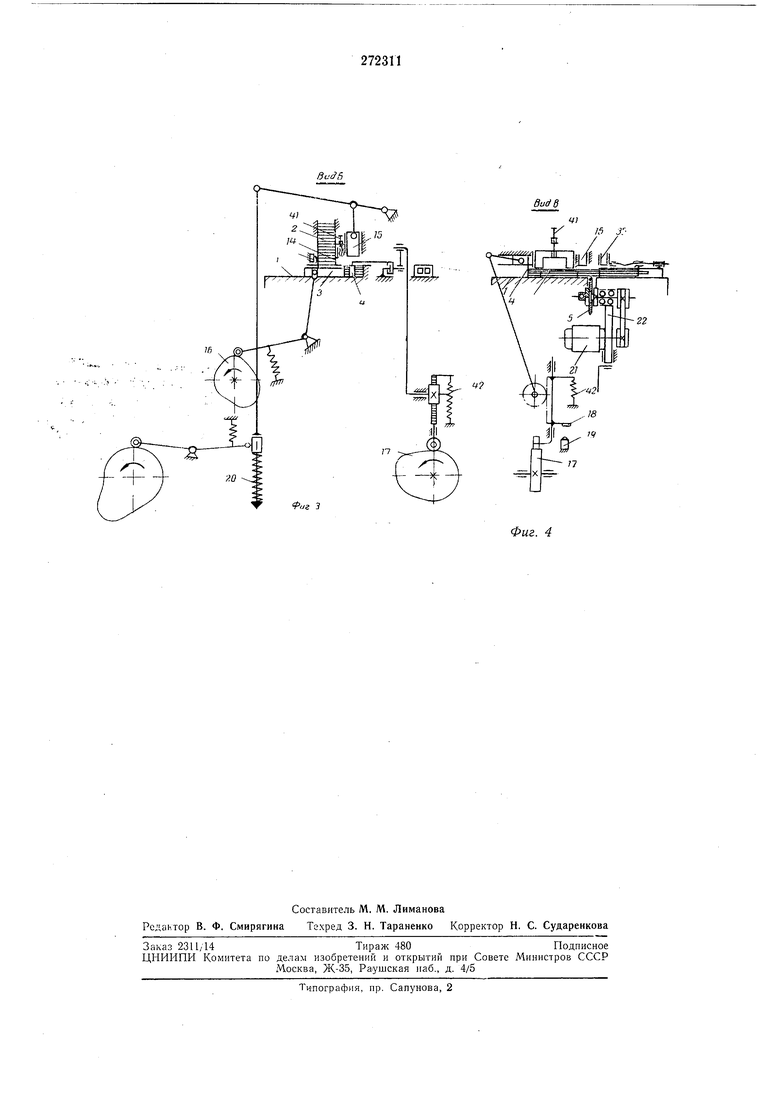
На фиг. 1 показана кинематическая схема предлагаемого устройства, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 и 4 - виды по стрелкам Б н В на фиг. 1.
механизм, выполненный в виде дисковой фрезы 5, каретку 6 с резцовой головкой 7 и толкателем выгрузки 8 и механизм приемки со столом 9 и барабаном 10.
На столе 1 закреплены две неподвижные направляющие // и 12, образующие канал для перемещения заготовок, неподвижная резцовая головка 13, передняя регулируемая стенка 14 и прижим 15 для удержания стопы заготовок во время обработки.
Толкатель 3, который выполнен в виде планки и служит одновременно дном магазина 2 и направляющей для подаваемых на обработку заготовок, перемещается возвратно-поступательно в горизонтальной плоскости от кулачка 16 посредством 1рычажной системы.
Толкатель 4 подает стопу заготовок со стола / под режущий механизм и приводится в действие от рычажно-кулачкового механизма 17 с пружинным замыканием и упором 18, воздействующим на концевой выключатель 19.
Прижим 15 снабжен -.пружиной 20 для регулирования его под стопу разной высоты.
Дисковая фреза 5 установлена так, что она перемещается в вертикальной плоскости и приводится во вращение электродвигателем 21, закрепленным на ползуне 22. от них при взаимодействии с неподвижными упорами 24. Головка фиксируется в крайних положениях фиксаторами 25. Толкатель выгрузки 8, который перемещается возэратно-ноступательно в горизонтальной плоскости и вьшолнен в виде планки с регулируемым упором 26, -приводится в действие кулачками 27 и 28 при разных положениях каретки посредством ролика 29 и рычагов 30 и 31 при срабатывании однооборотной муфты 32. На каретке, 6 расположен подвиж.ный боковой улор 33, образующий ic боковой поверхностью толкателя 8 канал для заготовок и управляемый рычагом 34 от рычажно-кулачкового привода. Для .прижима стопы заготовок на каретке служит прижим 35, управляемый подпружиненной рычажно-кулачковой системой. Барабан 10 механизма ориемки имеет радиальные пазы 36 для отрезанных щпонов или линеек и приводится во вращение храповым механизмом 37 и рычажно-кулачковой системой. На столе 9 механизма нриемки установлены неподвижная криволинейная направляющая 38, толкатель 39 и упор 40. Работает устройство следующим образом. Заготовки в виде стопы вручную закладывают в магазин 2 либо на толкатель 3, либо на стол /. Переднюю стенку 14 устанавливают при помощи винта 41 с зазором для прохода стопы и включают механизм еодачи заготовок. Толкатель 3 выдвигает ;стону заготовок из магазина до упора в направляющую 11 и остается в выдвинутом положении до полной переработки выдвинутой стопы. В это время каретка в находится в крайнем левом положении (по чертежу), а толкатель 8 выдвинут в промежуточное положение так, что его торец служит упором для подаваемых заготовок. Подаются линейки вторым толкателем 4 под действием пружины 42. Стопа перемещается вперед до упора в торец толкателя 8 каретки и зажимается прижимом 15. Затем толкатель 4 отводится в исходное положение рычажно-кулачковым механизмом 17, а дисковая фреза 5 поднимается и отрезает от стоны некоторую часть для выравнивания торца заготовок (первый раз). После опускания фрезы приводится в движение каретка 6. При ее перемещении вправо резцы головки 7 не касаются заготовок, зажатых на столе 1. В конце хода каретки правый ушор 24 передвигает рычаг 23, и резцовая головка 7 выдвигается из каретки. Положение ее фиксируется фиксатором 25. Затем каретка перемещается влево и при этом ходе резцы головки 7 обрабатывают торец заготовок, зажатых на столе /. В конце хода каретки резцовая головка отходит в исходное положение при помощи рычага 23, отклоняющегося от воздействия левого упора 24. Толкатель 4 на столе / выдвигает -стопу заотовок между направляющими // и толкатеем 3, перемещая их на каретку 6. Здесь они аправляются между боковой поверхностью толкателя 8 и стенкой упора 33 каретки, кртоая прижата рычагом 34. Стопа заготовок пеемещается до упора 26. В этом положении стопа, одновременно прижимается прижимами 15 и 35 к столу / и к поверхности каретки 6. Дисковая фреза 5 выдвигается вверх, отрезает от стопы нужную длину линеек и опускается. Каретка 6 снова передвигается вправо, при этом второй торец линеек обрабатывается резцовой головкой 13, укрепленной на столе /. В крайнем правом полол ении боковой упор отводится от стопы линеек. Прижим 35 поднимается, и одновременно приводится в действие толкатель 8 при воздействии рычага 31 от кулака 28 на ролик 29. Толкатель 8 выгружает стопу готовых линеек в радиальный паз 36 барабана 10 механизма приемки. Барабан соверщает V4 оборота с помощью храпового механизма 37. Принятые линейки проводятся но криволинейной направляющей 38 и выпадают из паза очком вверх на стол 9. Передний край стопы удерл ивается упором 40. При заполнении стола 9 линейками упор 40 воздействует на конечный выключатель 43, и работа устройства прекращается. Со стола линейки снимают вручную, и цикл повторяется. Когда толкатель 4 подаст последнюю часть стопы линеек, упор 18 механизма подачи воздействует на концевой выключатель 19. В результате этого включается электромагнит 44 и освобождает однооборотную муфту 32. Кулаки 27 и 16 приводятся во вращение, и толкатель 3 отводится в исходное положение, а толкатель 8 лод воздействием рычага 30 занимает промежуточное положение. Предмет изобретения Устройство для разрезки заготовок на шпоны и наборные линейки, содержащее магазин для заготовок, механизм подачи заготовок, режущий механизм и механизм приемки, отличающееся тем, что, с целью новыщения производительности труда, оно снабжено кареткой с укрепленными на ней фиксируемой резцовой головкой и толкателем выгрузки, перемещающимися возвратно-поступательно в горизонтальной плоскости от рычажно-кулачковых механизмов, столом с прижимом для стопы заготовок и дву.мя толкателями, обеспечивающими подачу стопы заготовок под режущий механизм, выполненный в виде дисковой фрезы, установленной с возможностью перемещения в вертикальной плоскости, а механизм нриемкн выполнен в виде стола и барабана с радиальными пазами для готовых линеек, вращающегося периодически носредством храпового механизма..
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Станок для раскроя листового материала на полосы | 1977 |
|
SU686866A1 |
| Донносшивной станок | 1989 |
|
SU1754450A1 |
| Устройство для сортировки листовых заготовок | 1979 |
|
SU919759A1 |
| УСТРОЙСТВО ДЛЯ ПЕЧАТАНИЯ АДРЕСОВ | 1972 |
|
SU330048A1 |
| Устройство для сортировки листовыхзАгОТОВОК | 1979 |
|
SU820907A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Машина для крытья обложками штукованных заготовок переплетных крышек | 1960 |
|
SU135075A1 |
| Приспособление для автоматической подачи заготовки в горизонтально-сверлильных станках | 1940 |
|
SU86115A2 |
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |