Изобретение относится к шрифтолитейным машинам для отливки шрифтового материала из пластмассы. Применяются машины такого класса в полиграфической промышленности.
Известна шрифтолитейная машина для отливки литер из пластмассы, включающая отливную форму, отливная полость которой образована подвижной головкой, боковыми плашками, ограничивающими кегельный размер, который определяется подвижной кегельно-литниковой системой. Формная полость с одной стороны замыкается отливной матрицей, формирующем )чко знака, а с противоположной стороны к форме примыкает мундштук литейного устройства. Эта машина содержит и литейное устройство, состоящее из нагнетательного и накопительного цилиндров, связанных зубчатой передачей, обратных клапанов и щнека с редуктором, муфтой и электродвигателем. В конструкции предусмотрены ножи для снятия заусенцев с отливки и приемный лоток готовой продукции.
Известная конструкция шрифтолитейной машины не имеет устройства, позволяющего создавать и регулировать время выстоя главнего вала после момента заполнения отливной полости пластмассой для процесса стеклования отливки. Другим ее недостатком является сложность регулировки соосности по-лости формы с литейным устройством, возникающей при переходе от одного кегля к другому.- .
Отсутствие в указанной машине блокировки, позволяющей остановить машину в случае непроталкивания литер на приемный лоток, может привести к повреждению ряда деталей и длительной остановке машины.
Система управления машиной и регулирования температуры пластмассы в литейном уст
роистве, осуществляемая электронагревателями, помимо поддержания температуры с заанной точностью (порядка ± 5 С), должна обеспечивать контроль за исправностью электмеханизмов, в частности шнека, при их повреждении, а также возможностью нервого включения механизмов шнека только при достижении заданной температуры в рабочей зоне.
Предлагаемая машина по сравнению с известной конструкцией обладает рядом преимуществ, повышающих ее эксплуатационные качества, производительность и качество отливемой продукций.
Для этого она снабжена механизмами выстоя главного вала, остановки мащины в слчае непроталкивания литер на приемный лоток, регулировки положения мундштука относительно отливной формы и устройством для контроля исправности электронагревателей и температуры рабочей зоны литейного устройства.
Время вьются главного вала определяется действием как механических, так и электромеханических устройств. В механизме остановки мащины в случае непроталкивания литеры использовано гибкое звено, через которое реглю сообщается движение от приводного органа и которое воспринимает избыточное перемещение ведущего звена в случае преждевременной остановки регля, причем рассогласование в движении ведущего и ведомого звеньев используется для воздействия на микронереключатель, подающий сигнал на остановку мащины.
Механизм регулировки положения мундщтука относительно полости отливной формы обеспечивает все необходимые перемещения: по горизонтали, по вертикали, вперед, назад, качательное. Контроль исправности электронагревателей, запрет включения и работы основных механизмов мащины, а также разрещение на первое их включение при достижении заданной температуры в рабочей зоне осуществляется специальным устройством, обеспечивающим выполнение, указанных функций при условии применения простых релейных терморегуляторов без производства при этом специального измерения заданной температуры рабочей зоны.
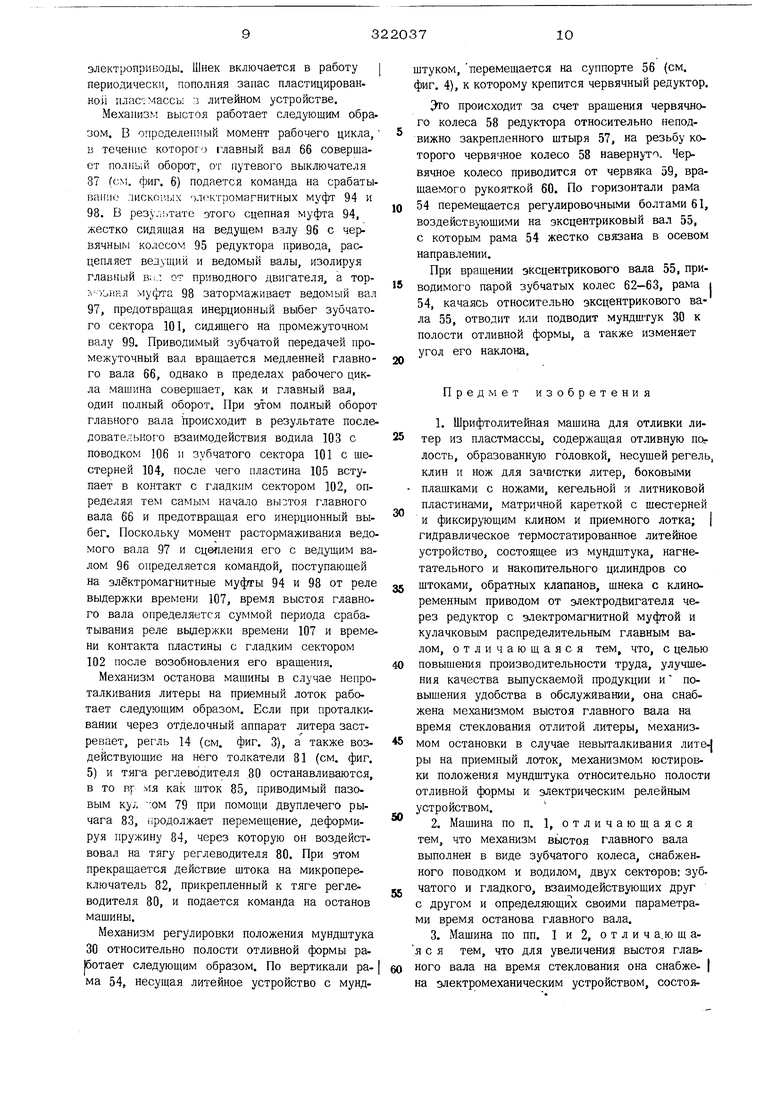
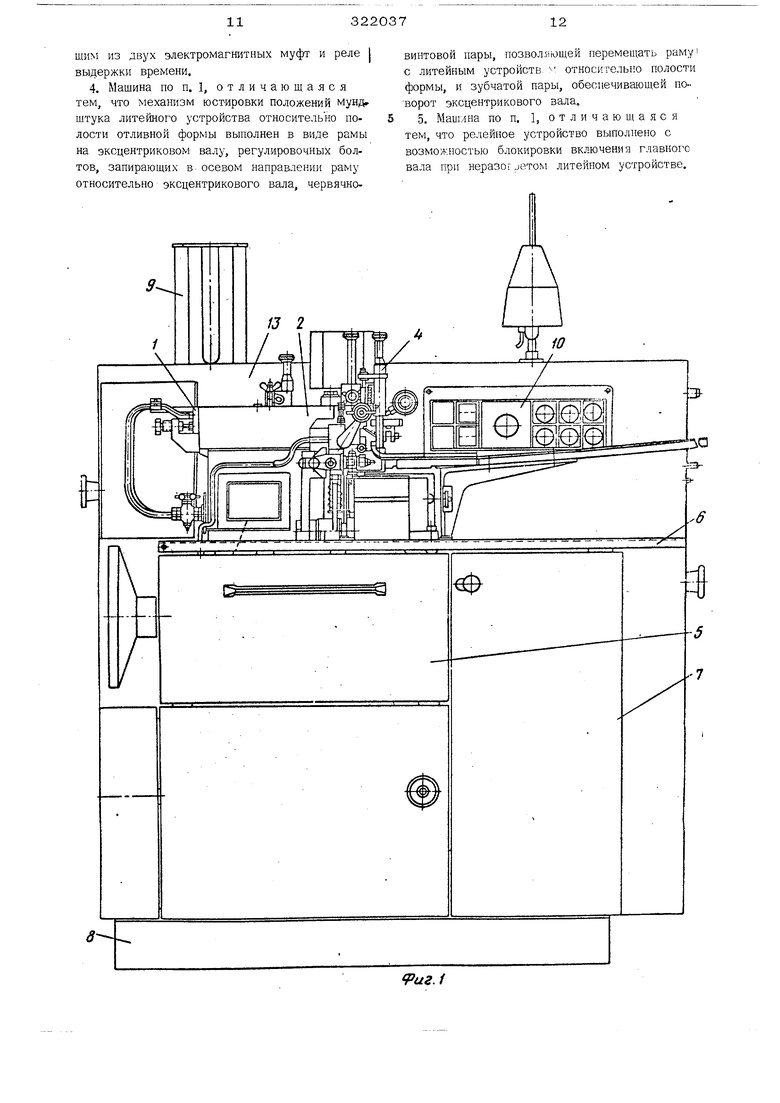
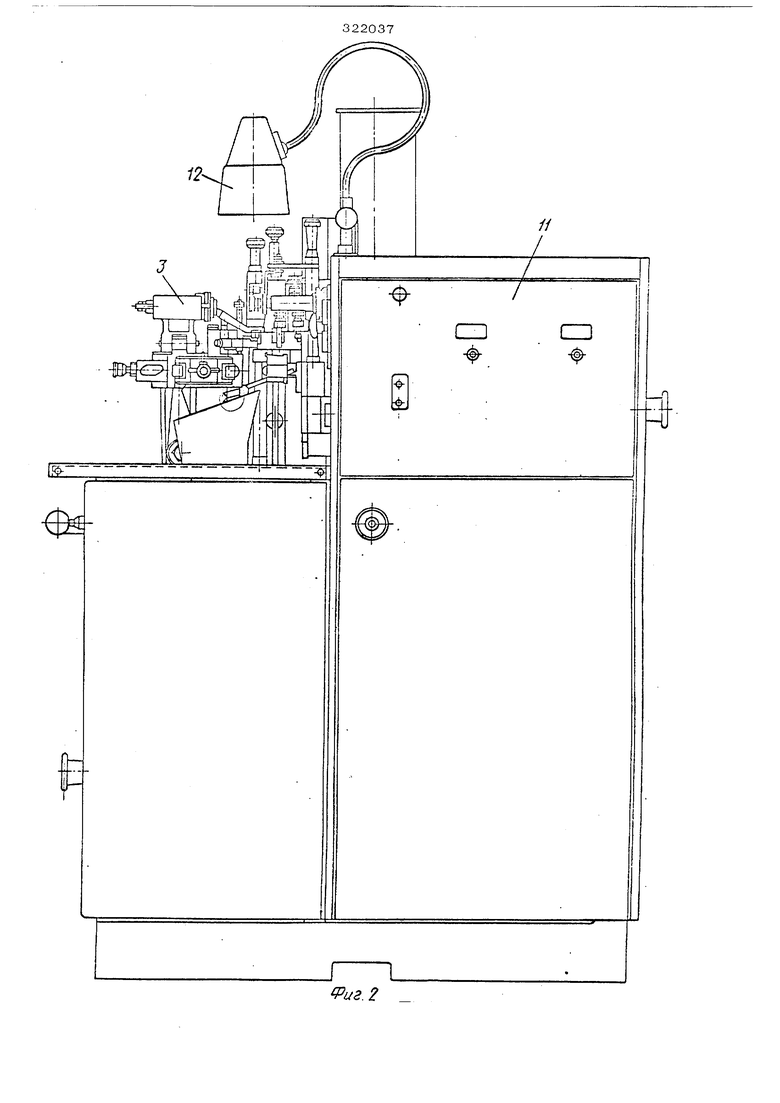
На фиг. 1 и 2 изображена предлагаемая щрифтолитейная мащина для работы на пластмассе, общий вид; на фиг. 3 - принципиальная кинематическая схема машины; на фиг. 4 - механизм для регулировки положения мундштука относительно полости отливной формы; на фиг. о - механизм остановки машины в случае непроталкивания литеры через отделочный аппарат; на фиг. 6 - механизм выстоя главного вала; на фиг. 7 - схема гидропровода; на фиг. 8 - электрическая схема устройства для контроля температуры разогрева пластмассы.
Головка 1 машины перекрывает сверху полость отливной формы и перемещается с литерой в напранляюиик 2 формы с кегельным механизмом. Матричная каретка 3 периодиJQ чески прижимает матрицу к полости отливной формы. Механизм реглеводителя 4 осуществляет проталкивание литеры через отделочный аппарат. В коробке главного вала 5 расположены кулаки, управляющие механизмами машины. В машине установлен съемный стол 6. В отсеке 7 находятся приводной двигатель и редуктор главного вала. На станине с плитой
8смонтированы все остальные механизмы и конструкции машины. Расположение бункера
0
9литейного устройства диктуется необходимостью облегченного доступа к нему для периодического пополнения запаса гранулированной пластмассы. Машина содержит также пульт 10, предназначенный для управления
5 двигателями главного вала, гидронасос, шнек и, кроме того, оснащенные сигнальной аппаратурой электрошкаф 11, лампу местного освещения 12, кожухи 13, перекрывающие зоны
0 (Расположения литейного устройства, раму литейного устройства и гидропривод.
Верхняя стенка полости отливной формы образуется головкой 1 (см. фиг. 1 и 3), несущей регль 14, клин 15 и нож 16. Боковые
стенки полости формируются левой 17 и правой 18 плащками, к которым прикреплен сердечник 19, образующий внутренние полости литеры. Дно полости отливной формы образует кегельная пластинка 20. Переднюю стен0ку образует матрица 21, устанавливаемая на матричной каретке 3, фиксируемая в рабочем положении матричным клином 22.
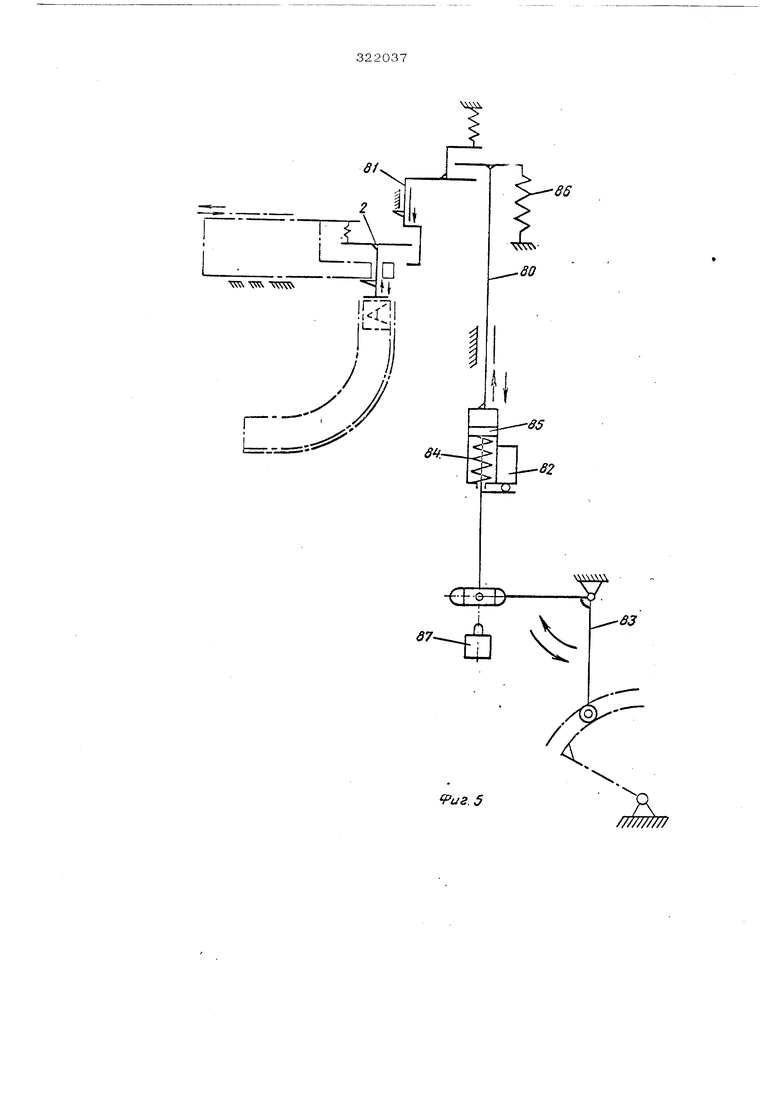
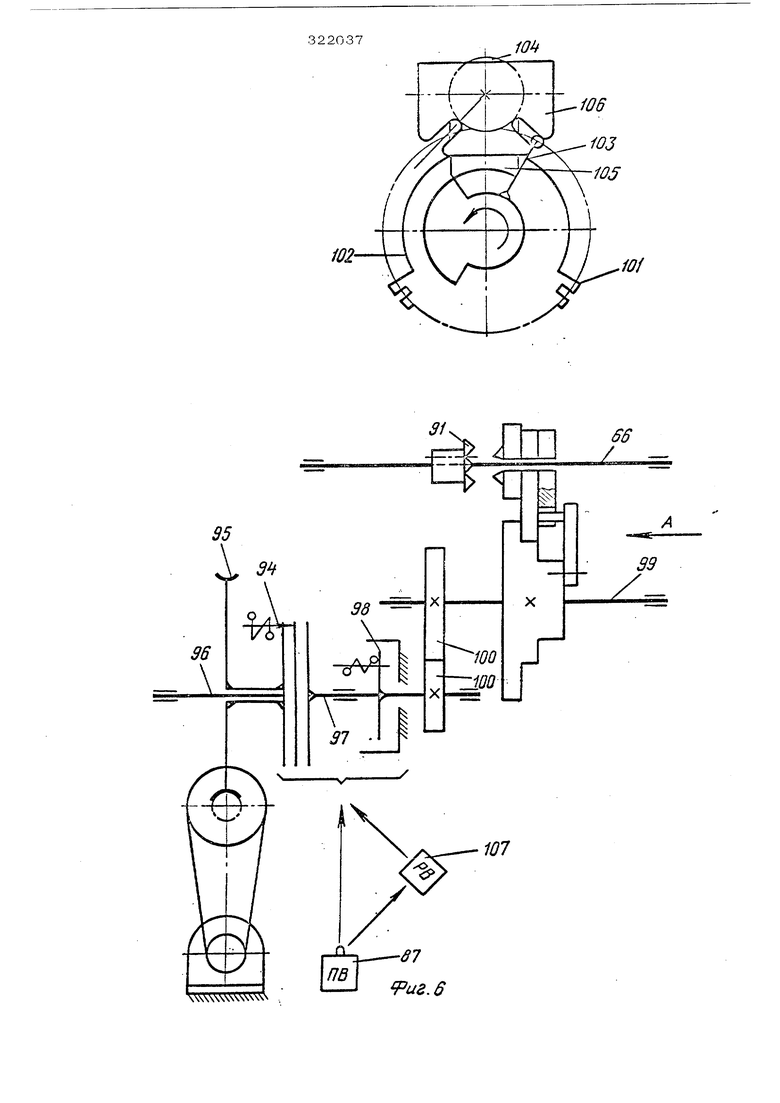
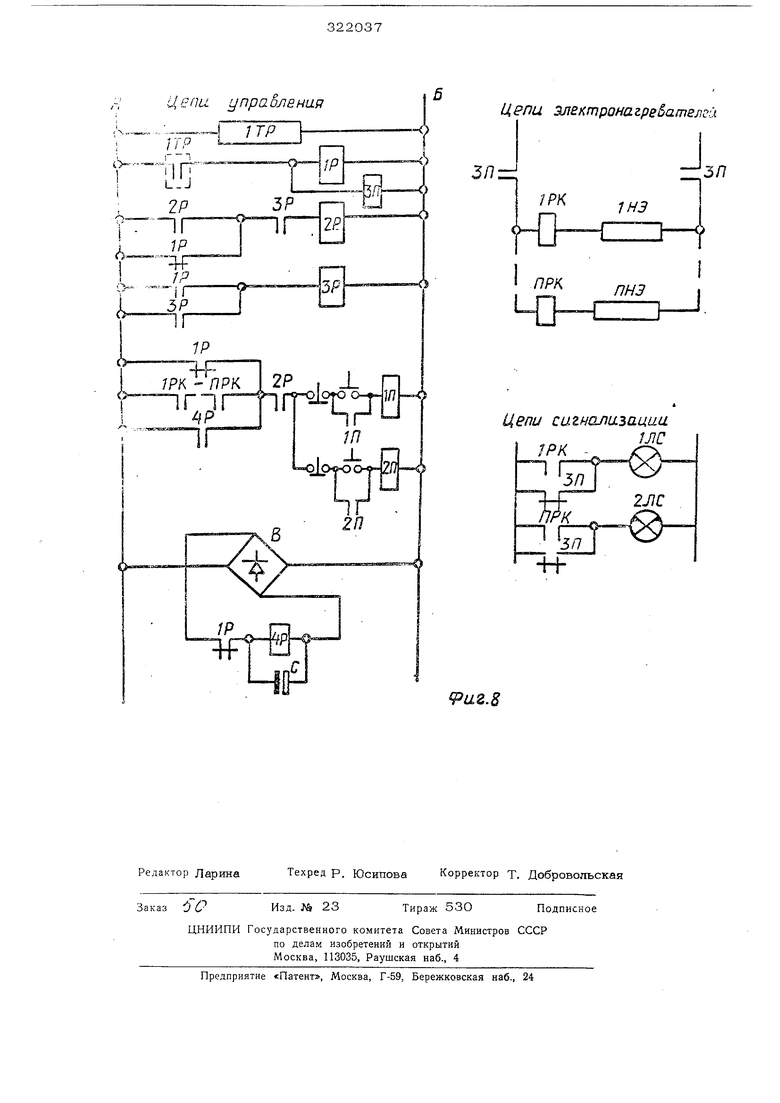
Формодержатель оснащен регулируемым кли5 ном 23, который взаимодействует с клином 15, запирает головку в период инжектирования пластмассы, ножом 24 для обработки литер по ширине и ножами 25, 26 соответственно для обработки по кеглю и отрубания литника, расположенными на корпусе 27 отделочного аппарата. Для приема литер, выталкиваемых из отделочного аппарата, предназначен лоток 28. Сзади полость отливной фор5 мы периодически в каждом рабочем цикле перекрывается литниковой пластиной 29. С этой стороны к полости отливной формы примыкает мундштук 30 литейного устройства, состоящего из загрузочного устройства с бункером 9, приводного двигателя 31, клиноременной передачи 32, дисковой электромагнитной муфты 33, редуктора 34, фрикциона 35, фодо-. вращающего поломку периодически 1:оиво:тимого во вращение шнека 36, расположенного ,3 полости шнекового пластификатора 37, в ; лучае нед ,.:таточного прогрева пластмассы, накопител;,;юго цилиндра 38 со щтоком 39. нагнетательного нилиндоа 40 со штоком 41, обратных клапанов 42, через которые оба оти цилиндра и нластикатор 37 сообишются меж, ly собой, реечно-шестеренчатоИ передачи 43, связывающей штоки нагнетательного 40 и накопительного 38 цилиндров, гидроцилиндра 44 с норщнем 45, микропереключателе 46 и 47, которые включают и затем выключают электромагнитную муфту 33, в результате чего начинает вращаться и затем останавливается щнек 36, пополняющий каждый цикл запас пластмассы в накопительном 38 и нагнетательном 40 цилиндрах. По трубопроводу 48 гидроцилиндр 44 сообщается через двухпозиционный распределитель 49 с насосом и баком 50 гидропривода. Зона щне KODoro пластикатора 37 нагнетательного цилиндра 40 и мундштука 30 прогреваются нагревательными элементами 51, управляемыми от терморегуляторов 52. Литейное устройство для регулировки поло|Жения Мундштука относительно полости отливной формы оснащено специальным юстировочным механизмом 53, который состоит из несущей литейноеустройство рамы 54 (см. фиг 4), при регулировке качающейся на эксцентричном валу 55, суппорта 56, перемещаемого вместе с рамой 54 по вертикали вдоль неподвижно закрепленного резьбового щтыря 57, относительно которого вращается червячное колесо 58, приводимое от червяка 59 вращением рукоятки 60. Горизонтальное смещение рамы 54 обеспечивается регулировочными болтами 61. Указанные перемещения рамы 54 оп ределяют положение мундщтука 30 (см. фиг. 3) относительно полости отливной формы. Кро ме того, в юстировочном механизме 53 имеется пара зубчатых колес 62 и 63, приводящих во вращение эксцентриковый вал 55, при чем в агом случае в результате перемещени рамы 54 происходит отвод и подвод мундшту ка 30 к отливной форме, а также изменяетс угол его наклона. Замок для прижатия мундштука к форме состоит из скобы 64 и винта 65. Перемещение основных механизмов машины осуществля ется от кулаков главного вала 66. Головка 1 приводится от цилиндрического кулака 67 через двуплечий рычаг 68, матричная каретк 3 - от пазового кулака 69 через двуплечий рычаг 70. Наружный профиль кулака 69 взаи 322 модейств ует с роликом 71, отводящего матриный клин 22 в нижнее положение. Подъем матричного клина осуществляется пружиной 72. Кегельная пластинка 20 поднимается в верхнее положение рычагом 73, взаи:.модействующим с дисковым кулаком 74, а вниз перемеается под действием пружины 75, Ллтннкоая пластина 29 поднимается в верхнее полоение рычагом 76, взаимодействующим с дисовым кулаком 77 и опускается вниз под ействием пружины 78. Кулак 79 управляет еханизмом реглеводителя 4, который в свою чередь оснащен механизмом остановки машины в случае непроталкивания литеры через отделочный аппарат. Этот механизм состоит из следующих элементов. Тяга реглеводителя 80 (см. фиг. 6), воздействующая на толкатель В1, несет на себе микропереключатель 82 и связана с двуплечим рычагом 83 через пружину 84 и щток 85. Своевременное перемещение тяги реглеводителя 80 обеспечивается пружиной 86. Двуплечий рычаг 83 воздействует при перемещении в нижнее положение на путевой выключатель 87. Последний дает команду на выстой главного вала 66. Двухпозитивный распределитель 49 (см. фиг. 3) управляется дисковым кулаком 88 через систему рычагов 89. Главный вил 66 оснащен маховичком, 90 для ручного проворота и связан с приводом кулачковой муфтой 91. Главный вал приводится от электродвигателя 92 через клиноременную передачу 93 и далее посредством механизма выстоя, состоящего из сцепной дисковой электромагнитной муфты 94 (см. фиг. 6), ; поводок которой жестко связан с червячным колесом 95 редуктора привода, сидящим на ведущем валу 96, а сердечник жестко крепится на ведомом валу 97 так же) как и сердечник тормозной дисковой электромагнитной муфты 98. Ведомый вал 97 связан с промежуточным валом 99 зубчатой передачей 100. На промежуточном валу 99 жестко крепятся зубчатый сектор 101, гладкий сектор 102 и водило 103. С этими деталями взаимодействуют сблокированные и между собой сцепляемые с главным валом 66 посредством кулачковой муфты шестерня 104, пластина 105 и поводок 106. Срабатьшание дисковых электромагнитных муфт 94 и 98 происходит по команде путевого выключателя 87 и реле выдержки времени 107. Схема устройства для контроля исправности электронагревателей и температуры пластмассы в литейном устройстве, обеспечивающая запрет включения и работы механизмов при повреждении цепей нагревателей, Гпрйвёдёна на фиг. 8 и работает следующим образом
При температуре ниже заданной (установки регулятора) релейный терморегулятор срабатывает, замыкает свой контакт ГГР, благодаря чему включаются реле IP и пускатель ЗП, включающий электронагреватели,а.затем реле 1РК-ПРК. Через нормально открытый контакт реле IP включается реле ЗР и становится на самопитание, фиксируя факт включения регулятора 1ТР. При этом цепь управления пускателями механизмов Ш и 2П разорвана контактом реле 2Р и управление ими запрещено. При достижении заданной температуры рабочей зоны регулятор разрывает свой контакт 1ТР. Реле IP отключается (как и пускатель ЗП, отключающий нагреватели) и срабатывает реле 2П по цепи: полюс А, нормально закрытый контакт 1ТР, нормально открытый контакт ЗР, катущка ЗР, полюс Б и становится на самопитание, фиксируя достижение заданной температуры. Срабатывание реле 2Р подготавливает цепь управления механизмами (Ш и 2П). При дальнейшей работе терморегулятора как при включении, так и при отключении нагревателей цепь управления механизмами сохраняется при условии исправности цепей нагревателей. При повреждении любого из нагревателей 1НЭ-ППЭ соответствующее реле контроля ШР-ПРК отпадает и разрывает цепь управления механизмами.
Пазначение реле, включенного на выпрямленное напряжение выпрямителя В, состоит в следующем.
При каждом включении регулятора 1ТР (при температуре ниже заданной) реле IP разрывает свой нормально закрытый контакт в цепи управления механизмами (пускатели Ш, 2П) раньше,чем закроются нормально открытые контакты 1РК-ПРК, что при отсутствии реле 4Р привело бы к ложному отключению пускателей 1П, 2П механизмов. Контакт реле 4Р шунтирует цепочку контактов 1РК-ПРК на время включения этих реле, предотвращая ложное отключение цепей механизмов. По истечении вьщержки времени на отпускание реле 4Р отпадает, обеспечивая (при включенных нагревателях) работу механизмов при исправных цепях электронагревателей. Сигнализация исправности цепей нагревателей выполняется таким образом, что при их повреждении лампы 1ЛС и 2ЛС гаснут.
Процесс отливки литер на мащине производится автоматически.
Пластмасса, засыпанная в виде гранул в бункер 9 (см. фиг. 1) подается щнеком 36 (см. фиг. 3) в полость накопительного 38 и
::агнетательного 40 цилиндров литейного ус-ройства. По пути она измельчается и Hai ;::;вается до необходимой температуры. Из нагнетательного цилиндра 40 п..1астмасса в пла . 5 стицированном состоянии периодически впрыскивается в полость отливной формы штоком 41, приводимым :jT спвциального гидроцилиндра 44. Процесс стеклования (затвердевания) литеры происходит в , охлаждаемой проточной водой. Во время отливки литеры головка 1 находится в крайнем правом положении. После формирования литеры и ее охлаждения в форме давление на шток 41 нагне. тательного цилиндра 40 снижается, матричная каретка 3 с матрицей 21 отход|.гг от плашек 17-18, освобождая очко литеры, и головка 1 перемещается в крайнее левое положение, по пути снимая специальным ножом 16 заусеиоп
0 на литере над очком, и открывает форм;, сверху.
Одновременно литниковая пластина 29 юднимается и закрывает отверстие мундштука 30 литейного устройства. Затем кегельная
5 пластина 20 поднимается вверх и выталкивает литеру в клещи головки 1. При подъеме литеры в клещи головки специальный нож, установленный на головке, подрубает литниковую часть литеры. При движении головки с литерой вправо нож щлифовки 24, закреплен. ный перед отделочным аппаратом, снимает заусенец с нижней грани литеры, расположенной под очком. В крайнем правом положении
головки регль 14, вступая во взаимодействие с толкателем 81 (см. фиг. 5), приводимым от механизма реглеводителя 4 (см. фиг. 3), проталкивает литеру из клещей головки 1 отделочный аппарат на приемный лоток
28. В отделочном аппарате с литеры снимаются заусенцы по вертикальной грани, отделяется литник и зачищается задняя грань ножки литеры. В это же время производится отливка следующей литеры. С приемного лот ка готовые литеры периодически снимаются вручную и собираются в гранки.
Все исполнительные механизмы, участвующие в формировании и отделке литеры, приводятся от главного вала 66, получающего периодическое вращение в заданном диапазоне скоростей от электродвигателя 92 через специальный редуктор.
В течение одного рабочего цикла главный
вал 66 соверщает полный оборот, после чего выстаивает на время затвердевания литеры. Время выстоя главного вала регулируется специальным бесконтактным реле времени 107. Гидронасос, расположенный в баке 50 гидропривоэлектроприводы. Шнек включается в работу периодически, пополняя запас пластицированHoii пласчмассь: з литейном устройстве.
Механизм выстоя работает следующим образом. В определенный момент рабочего цикла, в течение которого главный вал 66 совершает полный оборот, от путевого выключателя 87 (см. фиг. 6) подается команда на срабатыFjaiiiie лискор.ых олсктромагнитных муфт 94 и 98. В резул)Тате этого сцепная муфта 94, жестко сидящая на ведущем валу 96 с червячным колесом 95 редуктора привода, расцепляет ведуи ий и ведомый валы, изолируя главный от приводного двигателя, а торл-;: 11а.л муфта 98 затормаживает ведомый вал 97, предотвращая инерционный выбег зубчатого сектора 101, сидящего на промежуточном валу 99. Приводимый зубчатой передачей промежуточный вал вращается медленней главного вала 66, однако в пределах рабочего цикла машина совершает, как и главный вал, один полный оборот. При этом полный оборот главного вала происходит в результате последовательного взаимодействия водила 103 с поводком 106 и зубчатого сектора 101 с щестерней 104, после чего пластина 105 вступает в контакт с гладким сектором 102, определяя тем самым начало вызтоя главного вала 66 и предотвращая его инерционный выбег. Поскольку момент растормаживания ведомого вала 97 и сц&пления его с ведущим валом 96 определяется командой, поступающей на электромагнитные муфты 94 и 98 от реле выдержки времени 107, время выстоя главного вала определяется суммой периода срабатывания реле выдержки времени 107 и времени контакта пластины с гладким сектором 102 после возобновления его вращения.
Механизм останова машины в случае непроталкивания литеры на приемный лоток работает следующим образом. Если при проталкивании через отделочный аппарат литера застревает, регль 14 (см. фиг. 3), а также воздействующие на него толкатели 31 (см. фиг. 5) и тяга реглеводителя 80 останавливаются, в то вг мя как щток 85, приводимый пазовым ку;, 79 при помощи двуплечего рычага 83, продолжает перемещение, деформируя пружину 84, через которую он воздействовал на тягу реглеводителя 80. При этом прекращается действие щтока на микропереключатель 82, прикрепленный к тяге реглеводителя 80, и подается команда на останов мащины.
Механизм регулировки положения мундштука 30 относительно полости отливной формы ра1ботает следующим образом. По вертикали рама 54, несущая литейное устройство с мундщтуком, перемещается на суппорте 56 (см. фиг. 4), к которому крепится червячный редуктор.
Это происходит за счет вращения червячного колеса 58 редуктора относительно неподвижно закрепленного щтыря 57, на резьбу которого червячное колесо 58 навернуто. Червячное колесо приводится от червяка 59, вращаемого рукояткой 60. По горизонтали рама
54 перемещается регулировочными болтами 61, воздействующими на эксцентриковый вал 55, с которым рама 54 жестко связана в осевом направлеш ш. При вращении эксцентрикового вала 55, приводимого парой зубчатых колес 62-63, рама i 54, качаясь относительно эксцентрикового вала 55, отводит или подводит мундштук 30 к полости отливной формы, а также изменяет угол его наклона.
Предмет изобретения
1. Шрифтолитейная машина для отливки литер из пластмассы, содержащая отливную по лость, образованную головкой, несущей регель клин и нож для зачистки литер, боковыми плашками с ножами, кегельной и литниковой пластинами, матричной кареткой с шестерней и фиксирующим клином и приемного лотка; гидравлическое термостатированное литейное устройство, состоящее из мундштука, нагнетательного и накопительного цилиндров со штоками, обратных клапанов, шнека с клиноременным приводом от электродбигателя через редуктор с з 1ектромагнитной муфтой и кулачковым распределительным главным валом, отличающаяся тем, что, с целью повышения производительности труда, улучщения качества выпускаемой продукции и повышения удобства в обслуживании, она снабжена механизмом выстоя главного вала на время стеклования отлитой литеры, механизмом остановки в случае невыталкивания литеры на приемный лоток, механизмом юстировки положения мундштука относительно полости отливной формы и электрическим релейным устройством.
2.Машина по п. 1, отличающаяся тем, что механизм вьютоя главного вала выполнен в виде зубчатого колеса, снабженного поводком и водилом, двух секторов: зубчатого и гладкого, взаимодействуюших друг
с другом и определяющих своими параметрами время останова главного вала.
3.Машина по пп. 1 и 2, о т л и ч а.ю щ ая с я тем, что для увеличения выстоя главщим из двух электромагнитных муфт и реле I выдержки времени.
4. Машина по п. 1, отличающаяся тем, что механизм юст-ировки положений мунд штука литейного устройства относительно полости отливной формы выполнен в виде рамы на эксцентриковом валу, регулировочных болтов, запирающих в осевом направлении раму относительно эксцентрикового вала, червячновинтовой пары, позвол,яющей перемещать раму с литейным устройств относительно полости формы, и зубчатой пары, обеспечивающей поворот эксцентрикового вала,
5. MaujyiHa по п. 1, отличающаяся тем, что релейное устройство выполнено с возможностью блокировки включения главного вала при неразог JGTOM литейном устройстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШРИФТОЛИТЕЙНАЯ МАШИНА ДЛЯ ОТЛИВКИ ЛИТЕР ИЗ ПЛАСТМАССЫ | 1967 |
|
SU197625A1 |
| Машина для отливки гартовых полос | 1959 |
|
SU123162A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОТЛИВКИ БЕЗРЕБЕРНЫХ СТРОК В СТРОКООТЛИВНЫХ МАШИНАХ СИСТЕМЫ ЛИНОТИП | 1939 |
|
SU60627A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОК НАБОРА | 1970 |
|
SU276077A1 |
| МАТРИЦЕНАБОРНАЯ И СТРОКООТЛИВНАЯ МАШИНА | 1926 |
|
SU7959A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКОЛЬНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1925 |
|
SU4536A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2198758C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАПИРОС | 1966 |
|
SU182033A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7887A1 |
| СТРОКООТЛИВНАЯ НАБОРНАЯ МАШИНА | 1964 |
|
SU164303A1 |


QOOAOT ,СО/
63
4
Ir
51 К}Ф
2
II
iMv{pu8:
JS
.55
rii
U / 61
31
60
$7
s
IB
v AVVVsS
/ II
.x
L.
es
-J
.30
n
i-q;
-tE
83
Vua.S
322037
106
5
U
9-
их
2
9
-LU
Qi
JO
8
lid
7
Ц е пи упра оле ни.я
Цепи злектрона1ре5а.
2/1
ЗЛ
;рк
1НЗ
fO
j-t
пнз
Цепи си.иали.за.ци.а
1ЛС 1РК
3/7
2J7f
/7W
зп
.2.8
