1
Изобретение относится к пайке и может быть использовано в промышленности для изготовления режущего инструмента.
Целью изобретения является снижение остаточных термомеханических напряжений в паяной твердосплавной пластин.е и повышение качества пайки инструмента.
Способ заключается в следзп ицем.
Паяемой поверхности твердосплавной пластины перед пайкой придают вьтуклую цилиндрическую форму, а паяемой поверхности паза корпуса инструмента - соответствуюппгю вогнутую цилиндрическую форму, причем радиус кривизны сопрягаемых поверхностей равен 1 - 1,А длиньг твердосплавной пластины, толщина пластины в максимальном сечении равна толщине промышленно выпускаемых пластин соответственно, а образуницие цилиндрических поверхностей располсисены перпендикулярно продольной оси корпуса инструмента.
Снижение остаточных термомеханических напряжений в пластине согласно способу осуществляют за счет изменения формы пластины и паза корпуса инструмента. Пластина, выпуклую поверхность, противостоит сжимающим и изгибающим нагрузкам, действующим на нее со стороны этой поверхности, и при действии суммарных сил от изгиба, возникающих в пластине за счет разности к.т.р. пластины и корпуса, не разрушается .после охлаждения паяного шва. При этом за счет увеличения контактной площади, пайки по криволинейной поверхности возрастает суммарная прочность паяного соединения.
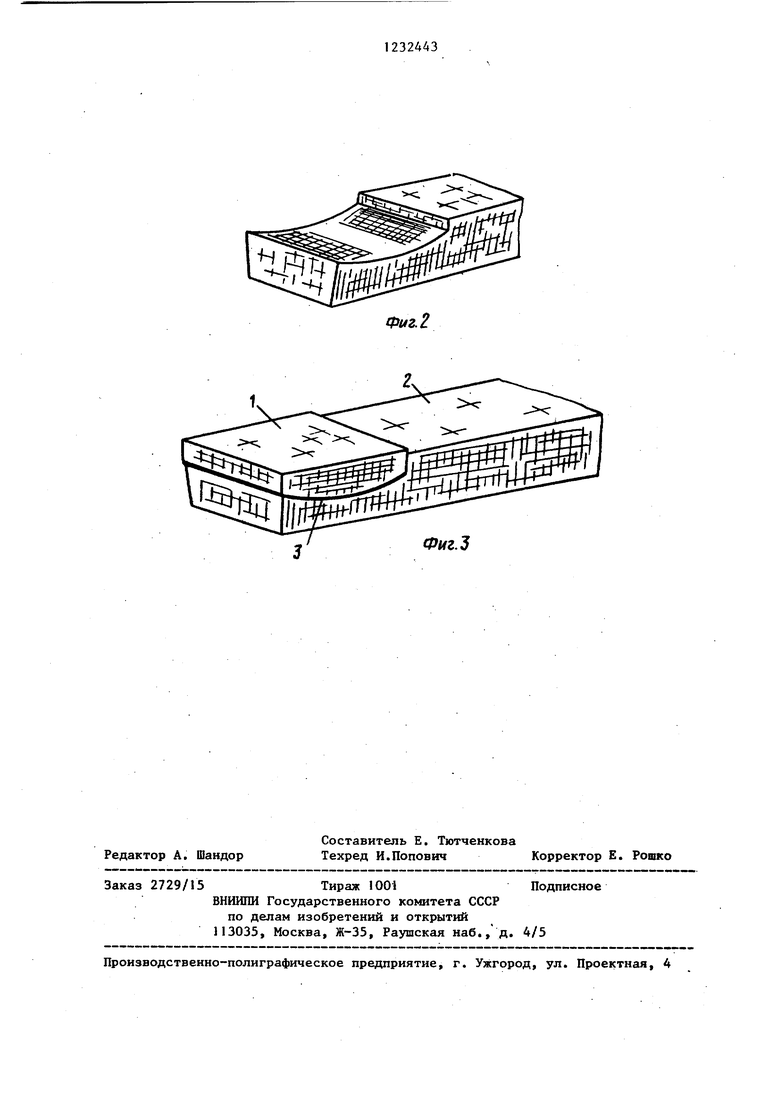
На фиг. 1 изображена пластина твердого сплава, подготовленная к пайке; на фиг. 2 - корпус инструмента, подготовленный к пайке; на фиг. 3 - инструмент после пайки, где 1 - твердосплавная пластина, 2 корпус инструмента, 3 - припой, 1 - длина пластины, R - радиус кривизны паяемой поверхности, штриховой
32A i3J
линией показана форма промьшшенно выпускаемой пластины, S - толщина пластины.
Пример. Проводится индукци5 онная пайка партии резцов с пластинами из металлокерамического твердого сплава припоем Л62 с флюсом бурой. Пластины перед пайкой пши- фуют для придания им необходимой
0 цилиндрической формы по паяемой поверхности. Паз в корпусе инструмента фрезеруют для придания паяемой поверхности вогнутой формы для сопряжения с пластиной.
15 Образующие цилиндрических поверхностей располагают перпендикулярно продольной оси корпуса инструмента.
При пайке пластин с размерами 1 12 мм, S 4 мм с радиусами кривиз20 ны R 12 мм (R-I) и R 10 мм
{R 0,81) в первом случае при заточке инструмента и в ходе его эксплуатации на жестких режимах резания наблюдается скол пластины по перед25 ней поверхности у одного из десяти резцов, во втором случае наблюдается скол пластины у семи резцов из десяти.
При пайке пластин с размерами
30 1 12 мм, S 5 мм с радиусами кривизны R 17 мм (В 1} и R 20 мм (R 1,61) в первом случае сколов не наблюдается, а во втором процент брака остается на существую-
32 щем в настоящее время уровне.
При соотношении - 4 и радиусах ь
кривизны, равных R 1,41 н ,61 в первом случае процент выхода годно- 4Q ГО инструмента приближается к 100%, а во втором - к 60-70%.
Исходя из экспериментальных дан45
ных при отношении - « 2,5-4,0, значеь
ния радиуса кривизны R( 1,0-1,4)1 являются оптимальными для всех сочетаний геометрических размеров пластин, предусмотренных действующей „j нормативно-технической документацией.
Фиг.З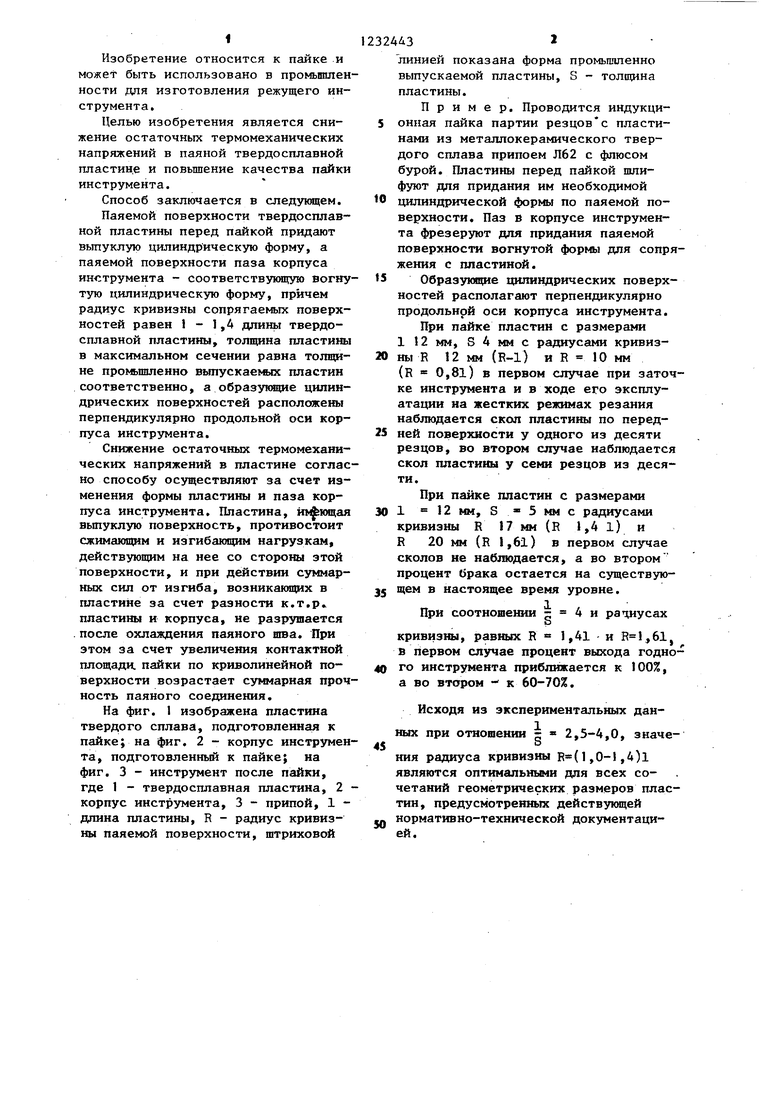
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Способ разъемного крепления пластин-резцов с одним или двумя сверхтвердыми внешними слоями и твердосплавной подложкой | 2018 |
|
RU2694644C2 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ КРЕПЛЕНИЯ | 1996 |
|
RU2105124C1 |
| Припой для пайки твердосплавленного инструмента | 1976 |
|
SU618228A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2092693C1 |
| Способ пайки деталей из разнородных материалов | 1981 |
|
SU990449A1 |
| ПОРОДОРАЗРУШАЮЩИЙ ЭЛЕМЕНТ РЕЖУЩЕГО И РЕЖУЩЕ-СКАЛЫВАЮЩЕГО ТИПА | 2019 |
|
RU2723779C1 |
| Способ изготовления инструмента | 1982 |
|
SU1139759A1 |
| РЕЗЕЦ ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ | 2014 |
|
RU2553108C1 |

Редактор А. Шандор
Составитель Е, Тютченкова Техред И.Попович
Заказ 2729/15
Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Е. Рошко
Подписное
| МОНТАЖНАЯ ПЕТЛЯ | 1997 |
|
RU2117741C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
