2.Способ по п. 1, отлича щ и и с я тем, что при получении равнополочных швеллеров знакопеременный изгиб осуществляют симметрично продольной оси заготовки,
3.Способ по п. 1, отличающийся тем, что знакопеременному изгибу одновременно подвергают центральный участок поперечного сечения заготовки и участки равной ширины, прилегакнцие к кромкам поперечного сечения заготовки, ширину которых выбирают из соотношения
12 юИзобретение относится к обработке металлов давлением, в частности к производству гнутьк профилей проката из низколегированных и малоуглеродистых сталей.
Целью изобретения является повышение выхода годного профиля при сохранении высокой жесткости изделия за счет повьшения технологической пластичности.
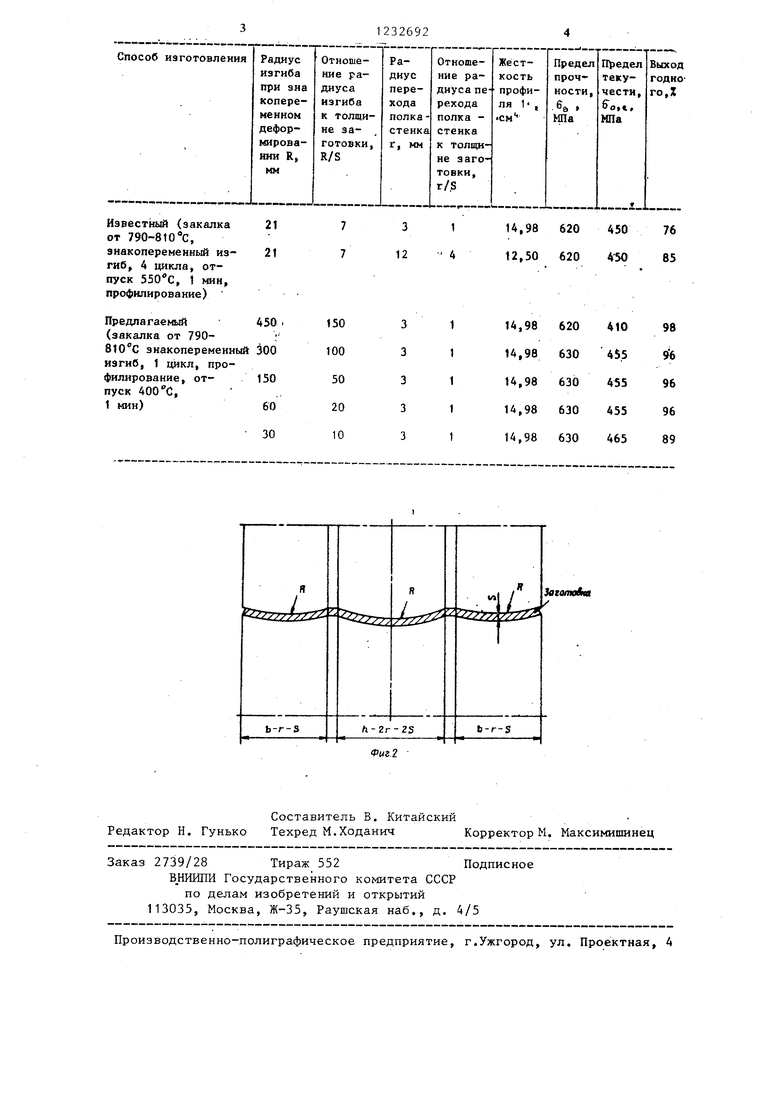
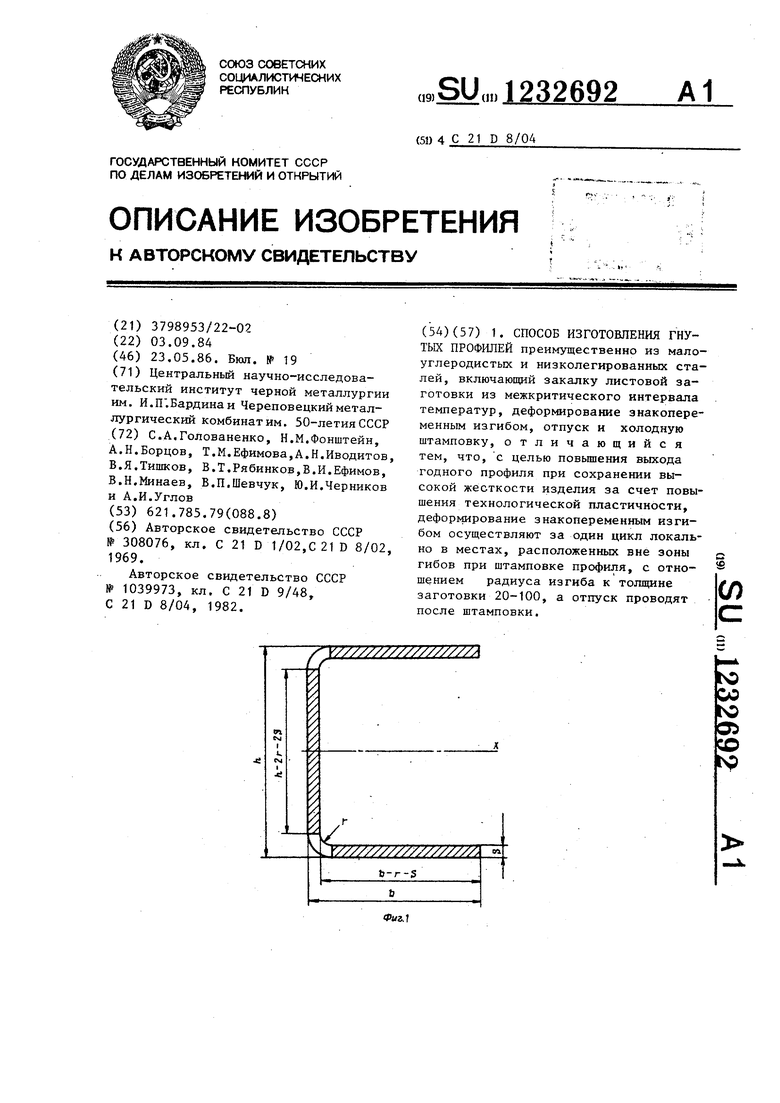
На фиг. 1 представлен гнутьй профиль равнополочного швеллера на фиг. 2 - схема деформирования заготовки знакопеременным изгибом.
Знакопеременный изгиб заготовки служит для повьш1ения конструктивной прочности плоских участков профиля. Отношение радиуса изгиба к заготовки R/S 20 - 100 за один цикл (изгиб + правка) позволяет поднять
конструктивную прочность ( ,7 )
участков, не подвергакшщхся деформации при профилировании на 100-150МПа При отношении R/S 20 ввиду значительного пружинения заготовки при профилировании наблнздается отклонение по геометрии (образование складок и появление волнистости полок), При отношении R/S 100. упрочнение снижается обратно пропорционально величине R/S, поэтому знакопеременный изгиб будет не эффективен.
Изготовляют равнЬ.полочный швеллер 50x40x3. В качестве материала берут истовую низколегированную сталь 09Г2 после горячей прокатки. Состав стали,%: С О,10; Мп 1,75; Si 0,35; остальное - желеэо.
32692где а,, и а., h b
г
2г - г - S,
ширина соответственно центрального и прилегающих к кромкам участков заготовки}
высота полки швеллераi ширина полки швеллера| радиус перехода полка- стенка; толщина заготовки.
Заготовки для профилирования подвергают закалке при 790-810 С, затем проводят локальное по ширине заготовки пластическое деформирование за один цикл знакопеременного изгиба путем прокатки заготовки в валках с волнообразным Калибром и последующей ее правки (фиг. 2). Отношение радиуса изгиба R к толщине заготовки S выбирают равным 150, 100, 50, 20 и 10,
После правки заготовки на профи- легибочном стане изготовляют швеллер с отношением внутреннего радиуса перехода полка - стенка г к толщине заготовки равным 1 ,затем отпускаютго- товой швеллерпри 550Q в течение мин.
Для получения сравнительных данных изготавливают швеллер из той же стали размером 50x40x3 по известному способу с отношением r/S равным 1 ,и 4, Знакопеременную деформацию заготовки для профилирования по известному способу проводят путем 4-х кратного повторения операции изгиба и правки заготовки,причемось изгибапер пендикулярна продольной оси заготовки.
Механические свойства определяют на продольных образцах, вырезанных из участков полок и стенок. Качество профиля определяют по ГОСТ,
Сравнительные данные приведены в таблице.
Результаты показывают, что при изготовлении профиля по предлагаемому способу вьЕход годного увеличивается на 10% при сохранении высокой жесткости профиля за счет уменьшения бража по трещинам при штамповке.
Известный (закалка от 790-8to с, знакопеременный изгиб, 4 цикла, отпуск , 1 мин, профилирование)
Заказ 2739/28 Тираж 552Подписное
В НИИ11И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, А
3 12
14,98 620 450 76 12,50 620 430 85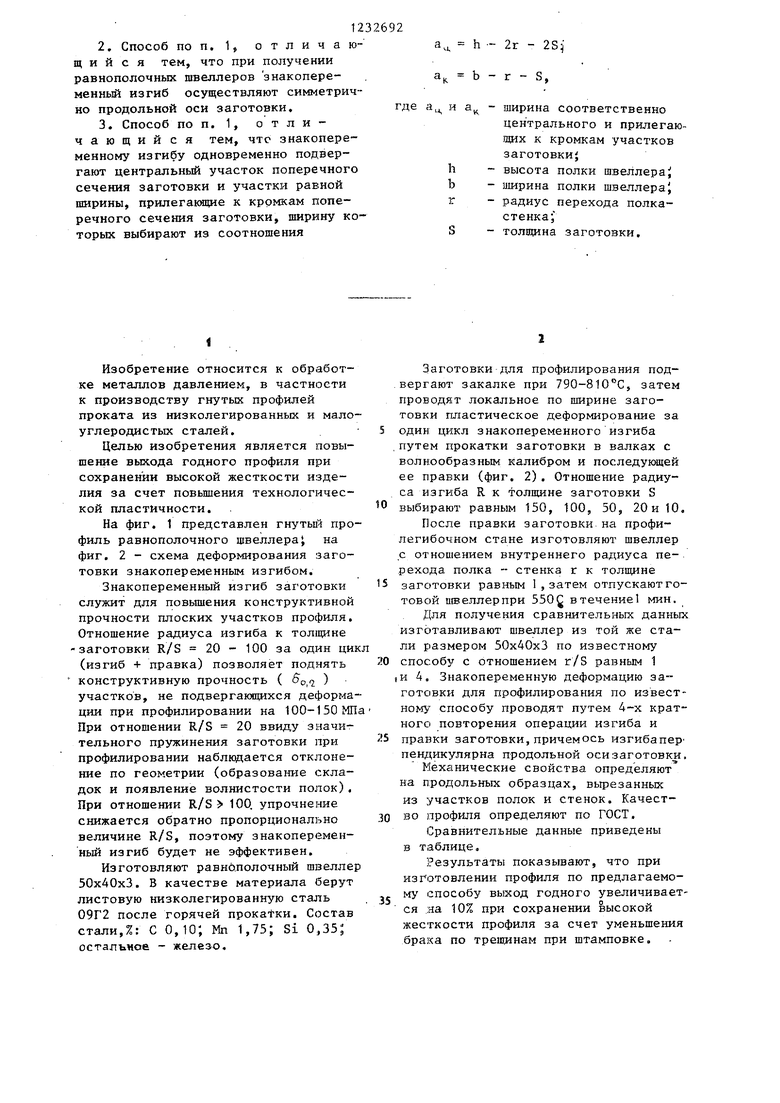
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 2005 |
|
RU2301118C2 |
| ГНУТЫЙ ШВЕЛЛЕРНЫЙ ПРОФИЛЬ | 2005 |
|
RU2296640C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2005 |
|
RU2306995C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА | 2007 |
|
RU2346774C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА С ГОФРАМИ | 2007 |
|
RU2354477C2 |
| СПОСОБ ФОРМОВКИ СОРТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 2006 |
|
RU2332274C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА | 2007 |
|
RU2362643C2 |
| ГНУТЫЙ СОРТОВОЙ ПРОФИЛЬ | 2007 |
|
RU2344012C2 |
| СПОСОБ ФОРМОВКИ НЕРАВНОПОЛОЧНОГО ШВЕЛЛЕРНОГО ПРОФИЛЯ | 2006 |
|
RU2302309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРОКАТАBCEuCfOoHAH iПА1ЕШШ-Т^5;Ё1гН?ОЙАГ^ | 0 |
|
SU308076A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки листового проката из малоуглеродистой стали | 1982 |
|
SU1039973A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
