11233854
Изобретение относится к инструментам для удаления с поверхностен металлов шпака, ржавчины, окалины, заусенцев, для резания металлов.
Цель изобретения - повьшение надежности креш1ения ворса.
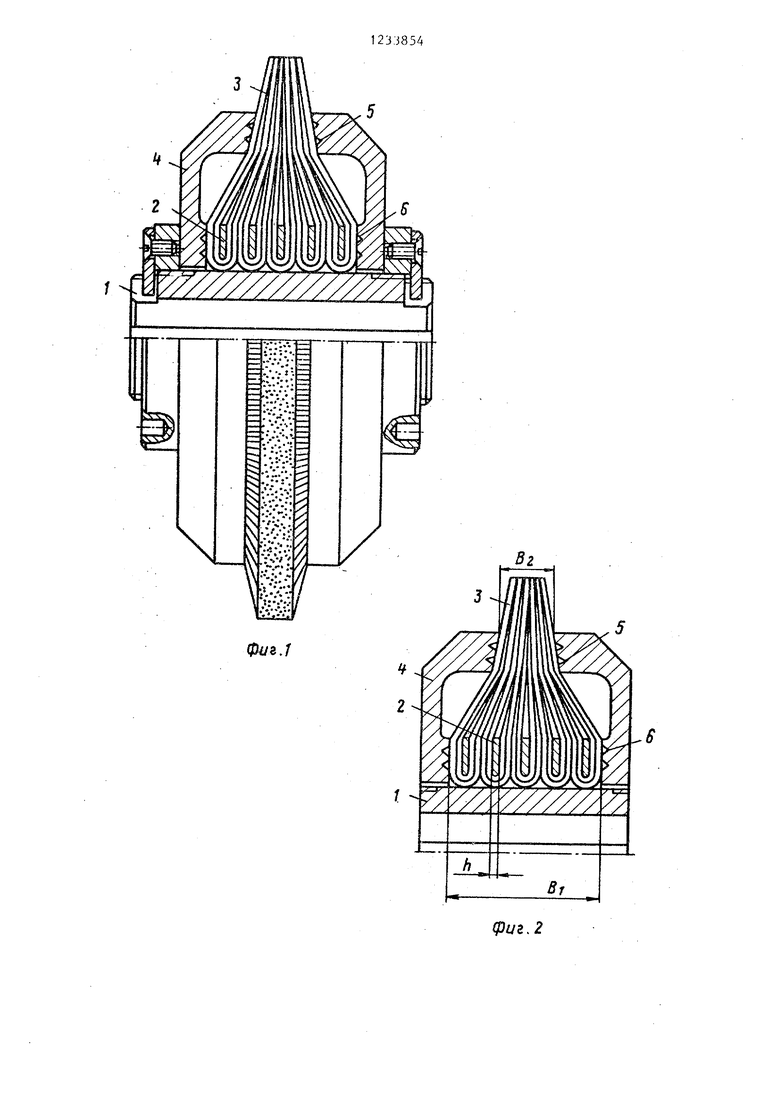
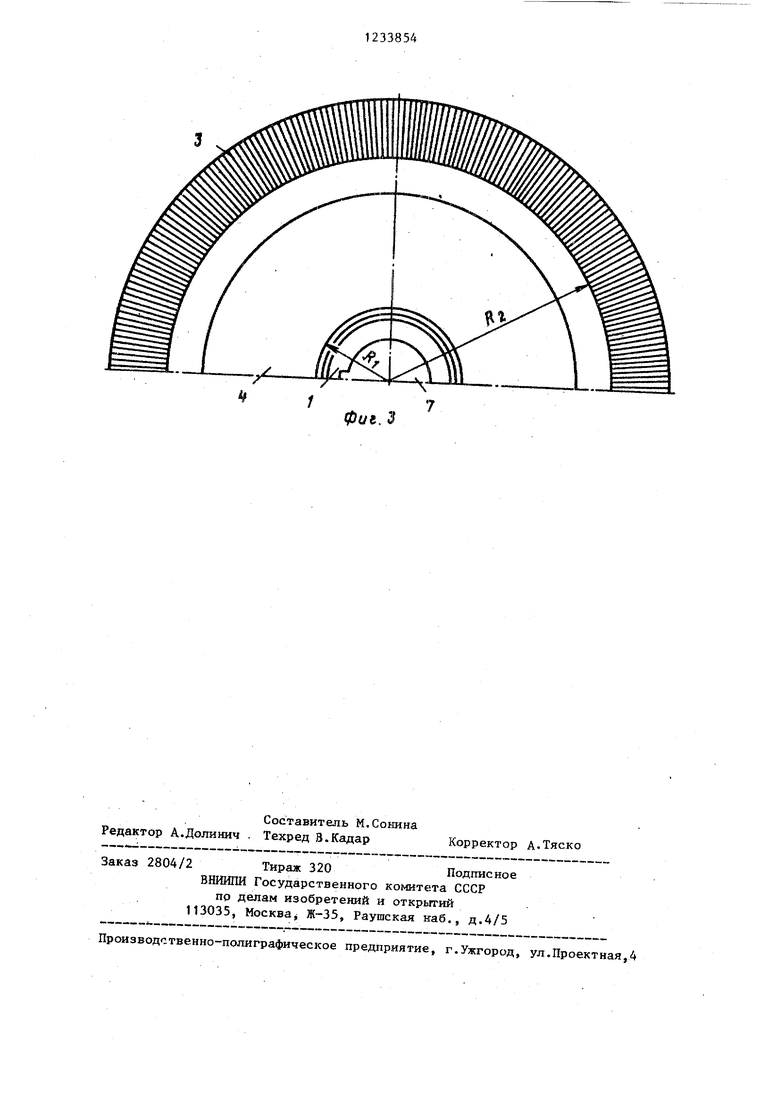
На фиг. 1 изображена предлагаемая щетка с разрезом; на фиг, 2 - схема закрепления проволочного ворса с разрезом по оси щетки; на фиг. 3 - схема закрепления проволочного ворса снаружи относительно торцовой поверхности щетки. .
Цилиндрическая щетка содержит втулку 1 с установленным на ней на бором разделенного кольцами 2 (J -образного проволочного ворса 3 и распог ложенные на противоположных ее концах дисковые фланцы 4 для зажима ворса в зоне его рабочих и нерабочих концов, имеющие на сторонах, контактирующих с рабочими концами ворса канавки 5 У.частки фланцев 4, контактирующие с нерабочими концами aopi- са 3, также имеют канавки б, при этом все канавки 5 и 6 имеют треугольный профиль с углом при вершине 55-65° и выполнены в виде концентричньга; колец, центры которых лежат на оси фланцев 4.
Радиус посадочного отверстия 7 фланцев 4, радиус его периферийной Щ1линдрической поверхности и ширина набора ворса 3 у основания и периферии фланцев 4 определяются соотношением
()
40
ш
° 2Ук;(
1Г(-|.)2
га
Z ifRjB
где и
3,14 d
0,830
отношение длины окружности к диаметру;
45
Плотность проволочного ворса характеризуется коэффициентом плотности, т.е. отношением суммы п,цощадей торцов всех проволочек ворса к занимаемой ими площади на рабочей поверхности щетки. .При сжатии проволочного ворса пр1г1Ж1-1мными фланцами, проволочки ворса могут соприкасаться меяс/ху собой,. В этом случае коэффициерп плотности проволочного ворса будет равен 0,785, что является числовым отношением площади вписанного круга к описанного прямоугольника (квадрата) , При дальнейигем сближении проволочек ворса без наруп; ;ния их геометрической формы г -/га может
ш R., R.
быть достигнута плот: /,;:t их располо- 50 жения, равная коэффк, ..,-;:., 0..830.
Щетка может работать в режиме зачистки ив режиме резания металлов. Щетка может быть использована в качестве рабочего инструмента гори- радиус его периферий- 55 зонт ально-фрезерных и специальных ной цилиндрической зачистньпс станков, стационарных уста- поверхности -соответ- новок и передвижных агрегатов, ручно- ственно;.го механизированного инструмента.
диаметр проволочек ворса;
общее число проволочек ворса щетки; радиус посадочного отверстия фланца и
3
5
0
5
0
5
0
5
В 5 В - ширина набора проволочного ворса у основания и периферии прижимных фланцев соответственно;
h - толщина кольца, огибаемого и -образным ворсом;
п - число колец в наборе.
Благодаря тому, что поверхность с1ш.анцев, контактирукяцая с боковой поверхностью ворса, имеет кольцевые канавки треугольного профиля с углом при вершине от 55 до 65°, обеспечи-. вается пластическая деформация проволочного ворса и тем самым надежность его закрепления. Расположенные между кольцевыми канавками выступы трапецеидального профиля могут пластически деформировать проволочный ворс, не подвергая егодеформации среза.
Благодаря определенному соотноше- ifflio радиуса посадочного отверстия фланца и его периферийной цилиндрической поверхности и ширины набора проволочного ворса у основания и периферии фланцев обеспечивается равнозначней силовой контакт прижимных (1шанцев с боковой поверхностью про- Болочного ворса на этих участках и соответственно равномерная плотность ворса.
Плотность проволочного ворса характеризуется коэффициентом плотности, т.е. отношением суммы п,цощадей торцов всех проволочек ворса к занимаемой ими площади на рабочей поверхности щетки. .При сжатии проволочного ворса пр1г1Ж1-1мными фланцами, проволочки ворса могут соприкасаться меяс/ху собой,. В этом случае коэффициерп плотности проволочного ворса будет равен 0,785, что является числовым отношением площади вписанного круга к описанного прямоугольника (квадрата) , При дальнейигем сближении проволочек ворса без наруп; ;ния их геометрической формы г -/га может
F/ Г.
Z/Z/Z6y/7A
т
(fkJZ.J
фиг. 2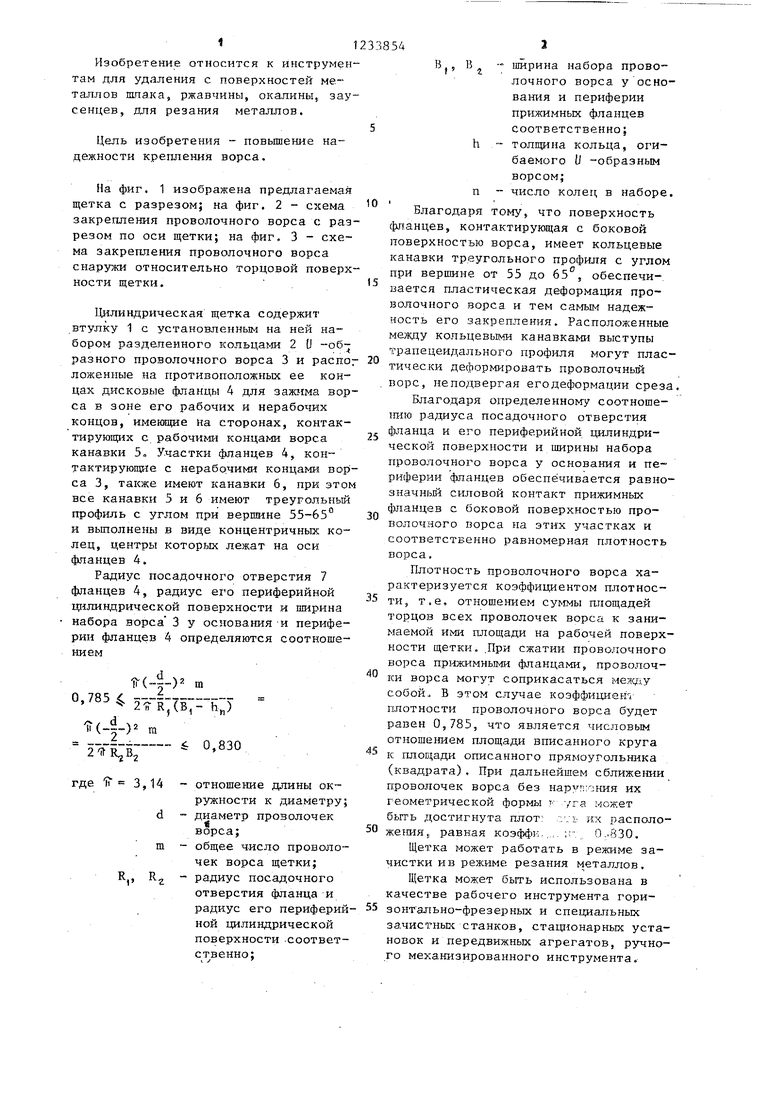
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая щетка | 1986 |
|
SU1461400A1 |
| Иглофреза | 1989 |
|
SU1743567A1 |
| Цилиндрическая щетка | 1989 |
|
SU1664265A1 |
| Цилиндрическая щетка | 1988 |
|
SU1618381A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
| Иглофреза | 1986 |
|
SU1366320A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
| Дисковая щетка | 1978 |
|
SU776598A1 |
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346767C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
Составитель М.Сомина Редактор А.Долинич . Техред В.Кадар
Заказ 2804/2 Тираж 320Подписное
ВНИИПИ Государственного комитета СССР
пр делам изобретений и открытий 113035, Москва , Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А.ТЯСКО
| Цилиндрическая щетка | 1975 |
|
SU532374A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
