Изобретение относится к обработке металлов давлением, в частности к способам определения штампуемости при отбортовке листового металла.
Цель изобретения - повышение точности и надежности оценки штампуемости.
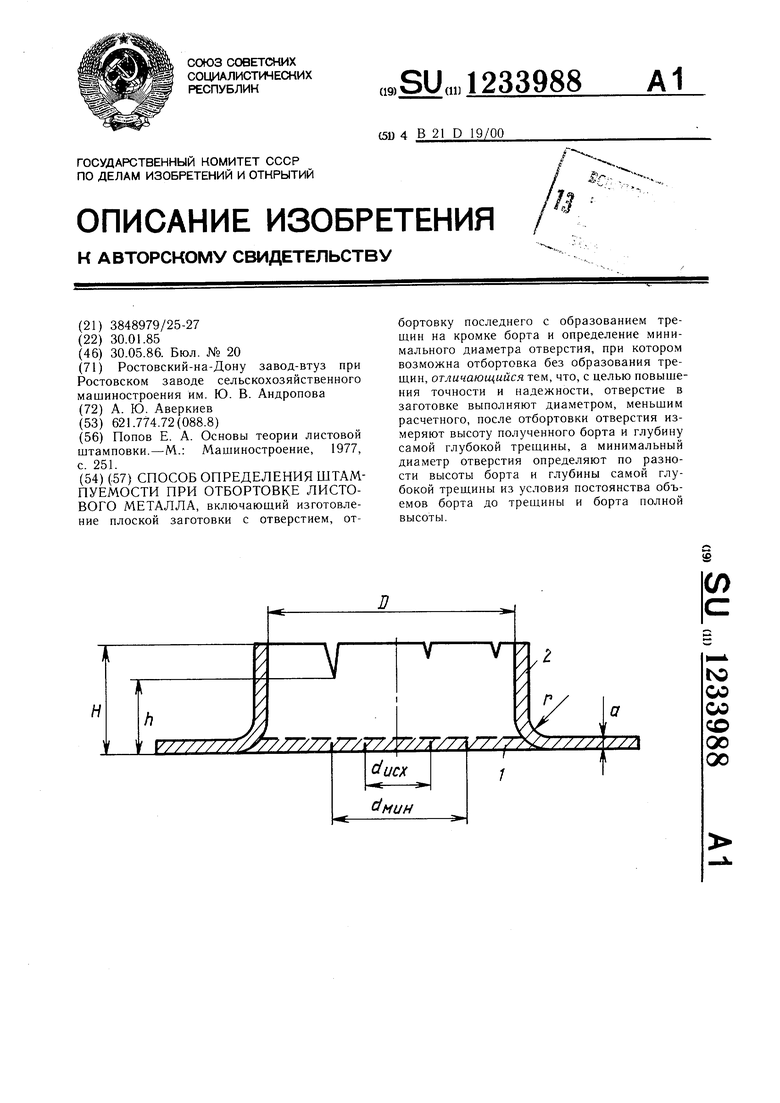
На чертеже изображена схема осушест- вления способа.
На чертеже приняты следующие обозначения: 1 - заготовка, 2 - отбортованный образец.
Способ осуществляется следующим образом.
Листовую заготовку 1 с предварительно полученным отверстием диаметром diux.. меньшим предельного расчетного диаметра отверстия, устанавливают в штамп {на чертеже не показан) для отбортовки (предельный диаметр отверстия заготовки 1 - это такой наименьший расчетный диаметр, при котором после отбортовки борт остается целым без образования на нем трещин). Затем защемляют соосно заготовку по контуру и штампуют борт высотой Н. На отбортованной части образуются трещины. Образец 2 извлекают из штампа и измеряют высоту h целой части борта до начала самой глубокой трещины, равной разности высот борта и указанной трещины. Из условия постоянства объемов целой части борта высотой h и заготовки 1, например из формулы
db D-f 2,4а+ 0,9г- 2/г.
зная диаметр D пуансона (на чертеже не показан), толщину а листовой заготовки , радиус г закругления матрицы (на чертеже не показана) для отбортовки, определяют мини.мальный диаметр отверстий ёмн, при котором предельно возможная высота борта будет целой без образования трещин. Ala- териал с большей высотой h целой части отбортованного отверстия обладает лучшей штампуемостью, чем материал с меньщей его высотой. По величине h можно также опре- делить технологичность смазки для заготовки с одним и тем же диаметром отверстия под отбортовку из одного и того же материала.
Пример. Оценке штампуемости подвергалась деталь (фланец). Материал заготовки Ст 08 кп, группа сложности вытяжки ВГ, ГОСТ 9045-80, толщиной 1,0 мм. Определялась возможность отбортовки горловины и диаметром 68 мм так, чтобы получить целый борт высотой 16 мм. Радиус закругления борта равен 6 мм. Определялся диа-
Составитель В. Муслимоз
Техред И. ВересКорректор М. Демчи.ч
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патен, г. Ужгород, ул. Проектная, 4
метр отверстия под отоортовку due., высотой Н 16 мм, D 68 мм, г 6 мм, а 1 мм.
d,,cx. D+ 2,4а+ 0,9г- 2Н 43,8 мм.
Коэффициент отбортовки равен отношению диаметра отверстия под отбортовку к диаметру пуансона:
. 43,8/68 0,644.
Диаметр отверстия под отбортовку принимается , 40 мм, т.е. заведомо меньше, чем при отбортовке с целой кромкой борта, и коэффициент отбортовки будет запредельным:
Ко , 40 / 68+ 0,588 .
Далее производится отбортовка с Котб- йа кромке получаются трещины разной протяженности. Производятся измерения высоты h целой части борта до начала трещины самой большой протяженности. Эта высота и будет предельно возможной. В данном примере высота до начала трещины самой большой протяженности равна 12,5 мм. Из условия постоянства объемов заготовки и отбортованной части определяется минимальный диаметр отверстия под отбортовку, при котором для заданных условий получится целый борт:
dMHK. D-4- 2,4а+ 0,9г- 2/г 50,8 мм
Следовательно, целый борт получится при (редельном коэффициенте отбортовки
. 50,8 / 68 0,747
Таким образом целый борт высотой 16 мм для заданных условий за один переход получить невозможно. Без трещин борт получится высотой 12,5 мм с коэффициентом отбортовки 0,747.
Данный способ оценки штампуемости при отбортовке листового металла в сравнении с известным позволяет повысить точность и надежность при оценке штампуемости, сократить время на проведение испытаний технологических проб на отбортовку с различными диаметрами отверстий, уменьшить расход металла для проведения технологической пробы на отбортовку и снизить трудоемкость испытаний и подготовки образцов, кроме того юявляется возможность оценки технологичности применяе.мых смазок при отбортовке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ А.Ю.Аверкиева оценки штампуемости листового металла при отбортовке | 1987 |
|
SU1505627A1 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| Устройство для отбортовки отверстий в листовом материале | 1979 |
|
SU858977A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2426979C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Попов Е | |||
| А | |||
| Основы теории листовой штамповки.-М.: Машиностроение, 1977, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
