(54) УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОМ МАТЕРИАЛЕ
1
Изобретение относится к обработке металлов давлением, а именно к устройствам для отбортовки отверстий в листовом материале.
Известно устройство для отбортовки отверстия, предварительно пробитого в листовом материале, в котором для увеличения пластичности материала к кромке отверстия прикладывают радиальные сжимающие нагрузки, создаваемые конусом, находящимся в контакте с кромкой заготовки, и движущимся навстречу пуансону 1.
Недостатком этого устройства является малая высота отбортованной части штампуемой детали, обусловленная тем, что оно не позволяет получать большие степени деформации. Вследствие действия тангенциальных растягивающих напряжений может произойти разрушение по кромке отверстия, а также возможен выворот заготовки в зоне отверстия.
Наиболее близким к предлагаемому по своей технической сущности и достигаемому эффекту является устройство для отбортовки отверстий в листовом материале, содержащее матрицу и пуансон с гидравлической
полостью, в которой размещен плунжер высокого давления, с помощью которого предварительно отформованную заготовку с пробитым отверстием отбортовывают давлением жидкости, приложенным в радиальном направлении к кромке отверстия 2.
Недостатком этого устройства является малая высота отбортованной части щтампуемой детали. Это объясняется тем, что при заданной площади плунжера и определенном давлении жидкости может быть fO вытеснено вполне определенное количество (объем) рабочей жидкости при отбортовке, благодаря чему получается деталь с определенной высотой борта. Для увеличения же высоты борта необходимо вытеснить дополнительный объем жидкости, чего не 15 позволяет сделать данное устройство.
Цель изобретения - увеличение высоты отбортованной части штампуемой детали.
Указанная цель достигается тем, что устройство для отбортовки отверстий в листовом материале, содержащее матрицу и
20 пуансон с гидравлической полостью, в которой размещен плунжер высокого давления, снабжено дополнительной емкостью, заполненной жидкостью под избыточным давлением и соединенной через обратный клапан с гидравлической полостью, а плунжер подпружинен к пуансону в осевом направлении.
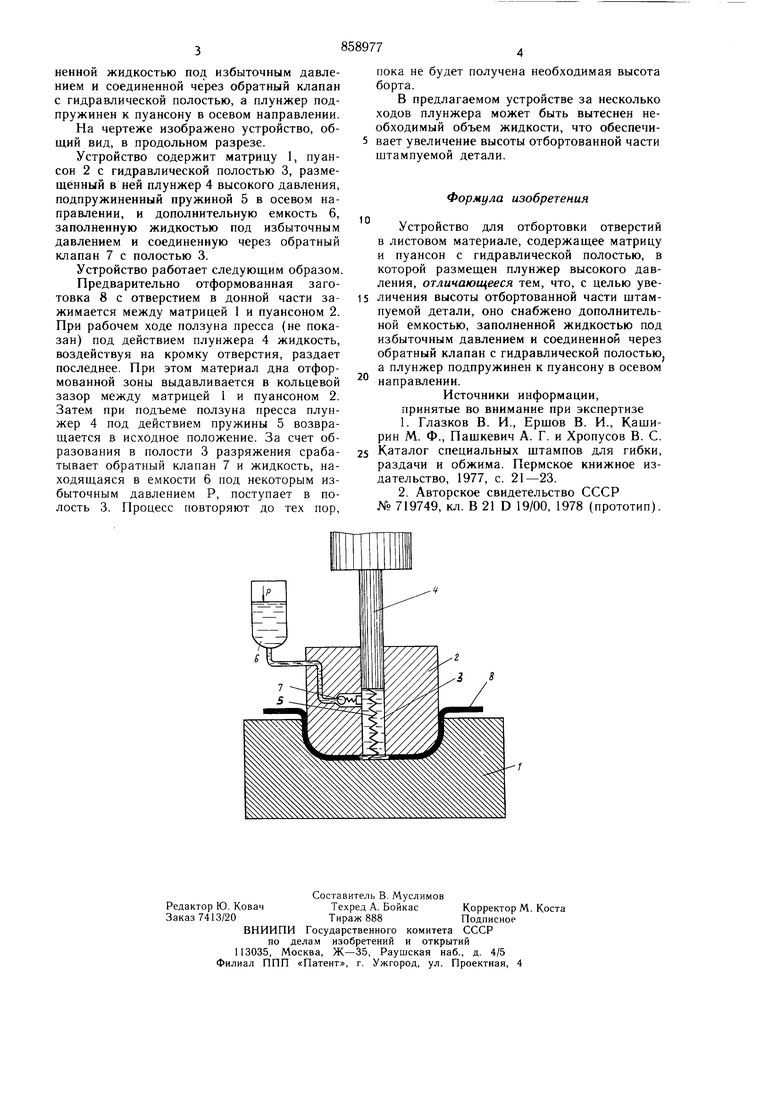
На чертеже изображено устройство, общий вид, в продольном разрезе.
Устройство содержит матрицу 1, пуансон 2 с гидравлической полостью 3, размещенный в ней плунжер 4 высокого давления, подпружиненный пружиной 5 в осевом направлении, и дополнительную емкость 6, заполненную жидкостью под избыточным давлением и соединенную через обратный клапан 7 с полостью 3.
Устройство работает следующим образом.
Предварительно отформованная заготовка 8 с отверстием в донной части зажимается между матрицей 1 и пуансоном 2. При рабочем ходе ползуна пресса (не показан) под действием плунжера 4 жидкость, воздействуя на кромку отверстия, раздает последнее. При этом материал дна отформованной зоны выдавливается в кольцевой зазор между матрицей 1 и пуансоном 2. Затем при подъеме ползуна пресса плунжер 4 под действием пружины 5 возвращается в исходное положение. За счет образования в полости 3 разряжения срабатывает обратный клапан 7 и жидкость, находящаяся в емкости 6 под некоторым избыточным давлением Р, поступает в полость 3. Процесс повторяют до тех пор.
пока не будет получена необходимая высота борта.
В предлагаемом устройстве за несколько ходов плунжера может быть вытеснен необходимый объем жидкости, что обеспечивает увеличение высоты отбортованной части штампуемой детали.
Формула изобретения
Устройство для отбортовки отверстий в листовом материале, содержащее матрицу и пуансон с гидравлической полостью, в которой размещен плунжер высокого давления, отличающееся тем, что, с целью увеличения высоты отбортованной части штампуемой детали, оно снабжено дополнительной емкостью, заполненной жидкостью аод избыточным давлением и соединенной через обратный клапан с гидравлической полостью а плунжер подпружинен к пуансону в осевом направлении.
Источники информации, принятые во внимание при экспертизе
1.Глазков В. И., Ерщов В. И., Кащирин М. Ф., Пащкевич А. Г. и Хропусов В. С.
Каталог специальных штампов для гибки, раздачи и обжима. Пермское книжиое издательство, 1977, с. 21-23.
2.Авторское свидетельство СССР
№ 719749, кл. В 21 D 19/00, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Способ А.Ю.Аверкиева оценки штампуемости листового металла при отбортовке | 1987 |
|
SU1505627A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ И ОТБОРТОВКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2011 |
|
RU2466818C2 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Способ получения отбортованных отверстий | 1980 |
|
SU1098619A1 |
| Способ определения штампуемости при отбортовке листового материала | 1985 |
|
SU1233988A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
