Изобретение относится к обработке металлов резанием, а именно к определению оптимальной скорости резания при обработке высоколегированных и закаливаемых сталей, а также цветных металлов, их сплавов и чугунов.
Цель изобретения - повышение точности определения оптимальной скорости резания.
Предлагаемый способ основан на эффекте возрастания ЭДС резания с увеличением температуры в контактной зоне инструмент - деталь и одновременным з еньшением длины участка уп- . рочнения по передней поверхности режущего элемента.
На фиг.1 представлена зависимость от скорости резания силы резания (Р.,); на фиг.2 - зависимость от скорости резания длины участка упрочнения на передней поверхности режущего инструмента (С); на фиг.З - зависимость от скорости резания величины (Е) ЭДС контактной пары инструмент - деталь; на фиг.4 - зависимость, от скорости резания отношения величины (Ё) ЭДС к длине участка упрочнения (С).
Способ осуществляют следующим образом.
Заготовку обрабатывают твердосплавным резцом, бесступен«1ато изменяя скорость резания V в диапазоне установленных скоростей, определяемых
мента (фиг.2) и величины (Е) ЭДС контактной пары инструмент-деталь (фиг.З) а также график зависимости от скорости резания (V) отношения величины (Е)
5 ЭДС резания к длине участка упрочнения передней поверхности режущего инструмента (С) (фиг.4) и по минимальному значению указанного отношения на данном графике определяют оп 0 тимальную скорость (V ) .
Пример. Производят обработку высоколегированной стали мартенситно- го класса 40X13 режущим инструментом, оснащенным безвольфрамовым твердым
5 сплавом ТН20. По результатам измерения силы резания Р строят график V (фиг.1), определяют по нему максимальную силу резания Р „ 1800 Н и соответствующую ей ско20 рость резания V, 0,13 м/с. Определяют ЭДС резания для скоростей, соответствующих силам резания
900 Н (Vpj 1,0 м/с); 1080 Н (Vp 0,5 м/с);
25 PI - O, 1260 Н (У„ 0,33 м/с).
Z i Z. ма«.сР i ,,
Одновременно с определением ЭДС пуР, 0,5Р,
1 Т- иокс
Р-, 0,6Р,
о t
тем кратковременного отвода резца от обрабатываемой поверхности опре7 деляют длины соответствующих участ- 30 ков упрочнения на передней поверхности (С) .
Далее строят график зависимости от скорости резания отношения величины ЭДС резания к длине участка
материалом заготовки, и замеряют уси- 35 упрочнения (С) (фиг.4) и по его минимальному значению устанавливают
оптимальную скорость резания V ,
В рассмотренном примере минимальлия резания Р , например, при помощи
универсального динамометра. Затем строят график зависимости Р - V .(фиг.1), определяют максимальную силу резания Р-, , диапазон скоростей,
i иакс
соответствующих силам резания, ограниченный соотношением Р(0,5-0,7) Р, , в установленном диапазоне определяют ЭДС резания и длину участка упрочнения на передней поверхности инструмента (С).
По полученньж результатам строят графики зависимости от скорости ре- (V) длины участка упрочнения
40
45
ному значению отношения величины ЭДС
резания к дпине участка упрочнения
Е
- 25 соответствует скорость
зания ,0 м/с, которая и принимается за оптимальную.
Применение предлагаемого способа обеспечивает более точное определение оптимальных скоростей резания с одновременным снижением трудоемкости
. лередией поверхности режущего инстру- 50 материалоемкости испытаний.
мента (фиг.2) и величины (Е) ЭДС контактной пары инструмент-деталь (фиг.З) а также график зависимости от скорости резания (V) отношения величины (Е)
ЭДС резания к длине участка упрочнения передней поверхности режущего инструмента (С) (фиг.4) и по минимальному значению указанного отношения на данном графике определяют оптимальную скорость (V ) .
Пример. Производят обработку высоколегированной стали мартенситно- го класса 40X13 режущим инструментом, оснащенным безвольфрамовым твердым
сплавом ТН20. По результатам измерения силы резания Р строят график V (фиг.1), определяют по нему максимальную силу резания Р „ 1800 Н и соответствующую ей скорость резания V, 0,13 м/с. Определяют ЭДС резания для скоростей, соответствующих силам резания
900 Н (Vpj 1,0 м/с); 1080 Н (Vp 0,5 м/с);
PI - O, 1260 Н (У„ 0,33 м/с).
Z i Z. ма«.сР i ,,
Одновременно с определением ЭДС пуР, 0,5Р,
1 Т- иокс
Р-, 0,6Р,
о t
тем кратковременного отвода резца от обрабатываемой поверхности опре7 деляют длины соответствующих участ- ков упрочнения на передней поверхности (С) .
Далее строят график зависимости от скорости резания отношения величины ЭДС резания к длине участка
ному значению отношения величины ЭДС
резания к дпине участка упрочнения
Е
- 25 соответствует скорость
зания ,0 м/с, которая и принимается за оптимальную.
Применение предлагаемого способа обеспечивает более точное определение оптимальных скоростей резания с одновременным снижением трудоемкости
fSOO
1000
jUK/ej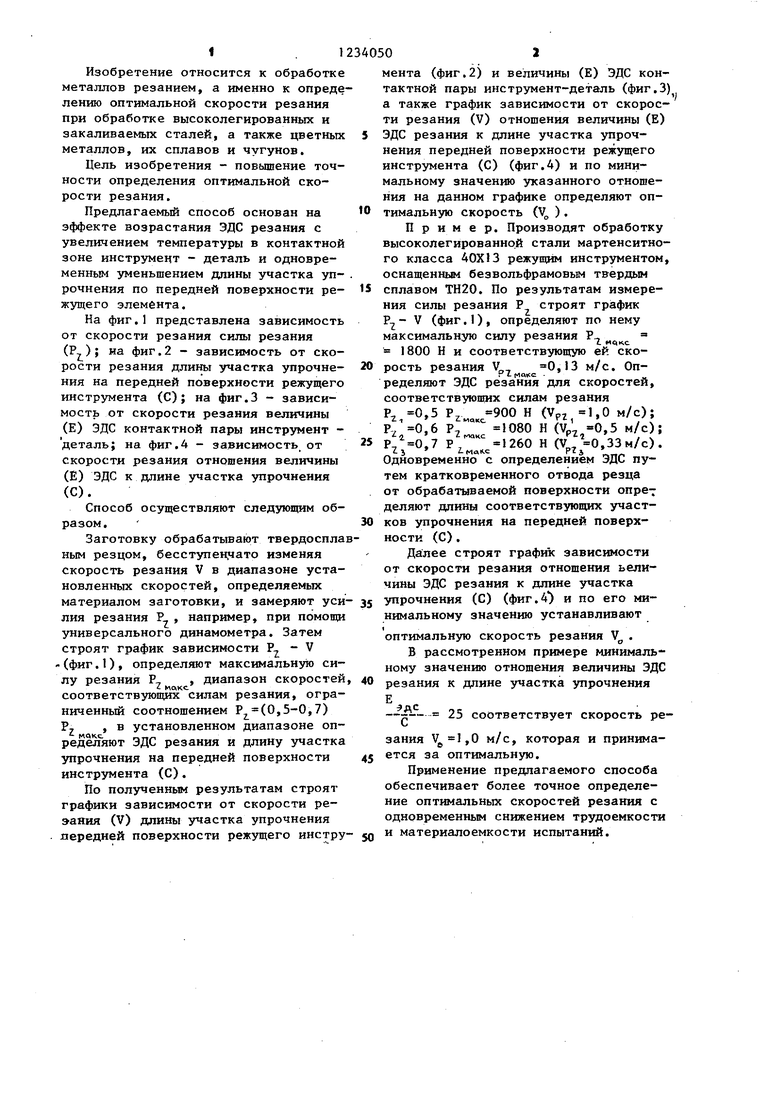
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления обработкой резанием | 1990 |
|
SU1754419A1 |
| Способ выбора марки инструментального материала | 1990 |
|
SU1772689A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| Способ определения оптимальной скоростиРЕзАНия | 1979 |
|
SU841779A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 1999 |
|
RU2168394C2 |
| Способ определения оптимальной скорости резания | 1982 |
|
SU1065085A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ В ПРОЦЕССЕ МЕТАЛЛООБРАБОТКИ | 2013 |
|
RU2538750C2 |
| Способ определения оптимальной скорости резания | 1981 |
|
SU1028427A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2500504C1 |
Редактор A.Orap
Составитель А.Шубин
Техред Л.Олейник Корректор С .ЙГеЛмар
Заказ 2933/12 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
ho делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г,Ужгород,ул.Проектная,4
| Способ определения оптимальной скорости резания | 1976 |
|
SU614892A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
