оо
О) 00
to
О5
Изобретение относится к автоматизации дуговой сварки неповоротных .стыков труб неплавящимся электродом и может быть использовано при сварке трубопроводов.
Цель изобретения - расширение тех- нологичерких возможностей устройства за счет уменьшения габаритов сварочной головки.
Поставленная цель достигается путем применения системы автоматического регулирования напряжения дуги с приводом поступательного перемещения сварочного электрода, вынесенным за пределы сварочной головки.
На фиг. 1 показано устройство для автоматической сварки неповоротных стыков труб, общий вид; на фиг. 2 - кинематическая схема устройства; на фиг. 3 - структурная блок-схема устройства; на фиг. 4 - структурная схема контроллера устройства; на фиг. 5 - вариант выполнения модуля
(вход реверса) связан с выходом блока 5 АРНД.
Блок АРНД содержит датчик 21 на- пряжения дуги, подключенный к источнику 4 сварочного тока, задатчик 22 верхнего уровня напряжения дуги, задатчик 23 нижнего уровня напряжения дуги, компаратор 24 нижнего уровня,
компаратор 25 верхнего уровня, элемент НЕ 26, элементы ИЛИ 27 и 28, вход компаратора 24 нижнего уровня соединен с выходом задатчика 23 верхнего уровня, а его выход связан с
входом схемы ИЛИ 27 и через элемент НЕ 26 с входом элемента Ш1И 28j вход компаратора 25 верхнего уровня соединен с выходом задатчика 22 верхнего уровня, а его выход подключен к второму входу элемента ИЛИ 27 т к второму входу элемента ИЛИ 28.. Выход схемы ИЛИ 28 соединен с управляющим входом генератора 19 импульсов, выход схемы ИЛИ 27 соединен с входом управ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1301607A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Устройство для автоматического управления процессом сварки | 1985 |
|
SU1430206A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для сварки | 1988 |
|
SU1539014A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1583239A1 |
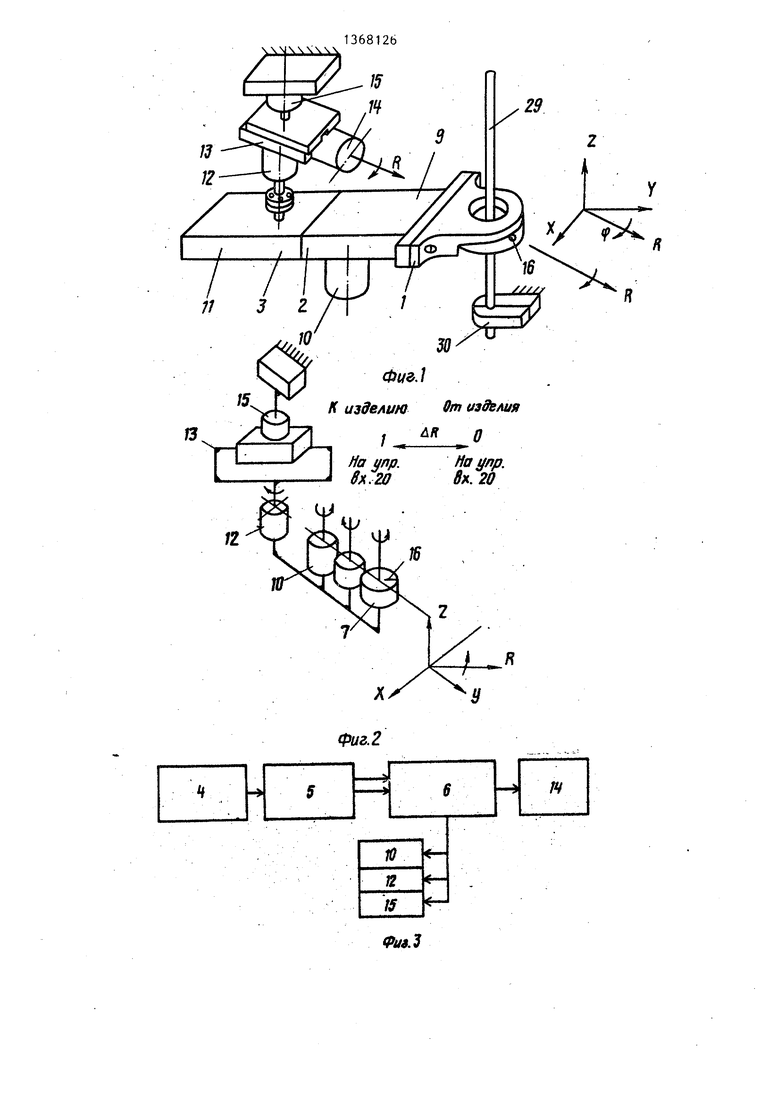


Изобретение относится к автоматизации дуговой сварки, неповоротных стыков труб неплавящимся электродом и может быть использовано при сварке трубопроводов. Изобретение позволяет расширить технологические возможности устройства за счет уменьшения габаритов сварочной головки. Цель достигается путем применения системы автоматического регулирования напряжения дуги с приводом поступательного перемещения сварочного электрода, вынесенньм за пределы сварочной головки. Ориентация привода поступательного перемещения по . отношению к сварочному электроду обеспечивается двумя встречно включенными приводами вращения, синхронизированными с приводом вращения планшайбы с закрепленным на ней сварочным электродом. Устройство содержит также контроллер приводов, содержащий два генератора импульсов, коммутатор шаговых двигателей при- 1ВОДОВ вращения и поступательного перемещения. 1 з.п. ф-лы, 6 ил. S (Л
сварочной горелки; на фиг. 6 - струк - 25 ления реверсом коммутатора 20. турная схема блока автоматического Модули 1, 2 и 3 связаны между собой разъемными соединениями. Механизм 13 поступательного перемещения выполнен в виде механизма ходовой 30 винт - гайка.
С целью обеспечения синхронности
регулирования напряжения (длины) дуги (АРНД).
Устройство содержит модуль 1 сварочной горелки, связанный с модулем 2 вращения планшайбы, установленным на модуле 3 коррекции, последовательно соединенные источник 4 сварочного тока, блок 5 АРНД, контроллер 6 шаговых приводов. Модуль 1 сва- рочной горелки состоит из планшайбы 7, установленной с возможностью вращения относительно корпуса 8. Модуль 2 вращения планшайбы имеет неподвижный корпус 9 и привод 10 враще- ния планшайбы.
Модуль 3 коррекции содержит осно- вание 11 с приводом 12 вращения основания, механизм 13 поступательного перемещения с приводом 14 и привод 15 вращения механизма 13.
Электрод 16 установлен в планшайбе 7 с возможностью установочного радиального перемещения. Контроллер 6 шаговых приводов содержит последовательно соединенные генератор 17 импульсов и коммутатор 18 шаговых двигателей, выход которого подключен к приводам 10, 12 и 15, и последовательно соединенные генератор 19 импульсов и коммутатор 20 шагового двигателя, выход которого подключен к приводу 14 поступательного перемещения. Второй вход коммутатора 20
g 0
5
0
5
вращения, а также упрощения схемы управления в приводах 10, 12, 14 . и 15 используются шаговые четырехфаЗные редукторные двигатели.
Планшайба 7 жестко связана с ведомой шестерней и выполнена разъемной.
Свариваемое изделие - труба 29 установлено в зажиме 30.
Устройство работает следующим образом.
Перед сваркой собирают свариваемые трубы 29 в зажиме 30, после чего устанавливают электрод 16 посредством щупа на заданное расстояние от поверхности трубы. Включают источ- ник 4 сварочного тока и подают сигналы с генератора 17 импульсов cooт ветственно на шаговые приводы 10, 12 и 15. При этом планшайба 7 модуля 1 начинает, вращаться с установленной скоростью, определяемой частотой генератора 17. ,Синхронно с поворотом планшайбы 7 производится поворот . механизма 13 поступательного перемещения посредством привода 15, при этом привод 12 синхронно поворачивает основание 11 модуля 3 в обратном направлении относительно механизма 13.
3136
Таким образом, результирующий угол поворота основания 11 модули 3 относительно неподвижной системы координат XYZ равен нулю (например, в каждый момент времени основание 11 расположено в направлении оси Y, фиг.1) а угол ц поворота направляющих механизма 13 равен углу поворота электрода 16 относительно оси Y.
Блок 5 АРНД при наличии отклонени напряжения дуги от заданньк (вследствие, например, несоосности оси трубы 29 и планшайбы 7) пределов ,в задат- чиках 22 и 23 вырабатывает посредством компараторов 24 и 25 и элементов 26, 27 и 28 сигнал управления приводом 14 поступательного перемещения, перемещающего модуль 2 с модулем 1 в радиальном направлении iR, приводящем сигнал напряжения дуги в зону значений, лежащих между заданными в задатчиках 22 и 23. Разность напряжений последних определяет зону нечувствительности, в которой сигнал с генератора 19 не поступает на привод 14 поступательного перемещения. Зону нечувствительности и шаг радиального перемещения определяют из условия подавления автоколебаний.
Таким образом, в каждый момент времени в радиальном направлении производится стабилизация длины дуги с заданной точностью, позволяя получать сварные соединения с гарантированным качеством при широкой номенклатуре свариваемых труб, что особенно важно при сварке труб, не имеющих базы для центрирования относительно планшайбы (труб с изгибом).
Устройство также позволяет максимально упростить модуль 1 сварочной горелки и уменьшить его габариты, что позволяет использовать устройство при сварке в труднодоступных мес
0
5
0
5
0
5
0
тах, например при изготовлении коллекторов с близкорасположенными трубками .
Формула изобретения
Фиг.1 К изделию От изделия
1 ; О
На ипр.На упр.
8х.2О8и. 20
12
Фиг. 2
1368126
П
JL
JL IS
ФигА
Фut,5
73
22
2
25
rf
26
Г23 П2-1
f-5
л«/: /Vfl
ffomfS
фие.6
| Устройство для автоматической сварки неповоротных стыков труб | 1970 |
|
SU308624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
