I12
Изобретение относится к автоматам для сварки неповоротных стыков труб, в частности к механизмам регулирования длины дуги, и может найти применение в химической, энергетической и других отраслях промьшленности, где широко применяется автоматическая сварка труб.
Целью изобретения является повьше- ние надежности работы ус1:ройства; уменьшение габаритов и упрощение конструкции и процесса управления.
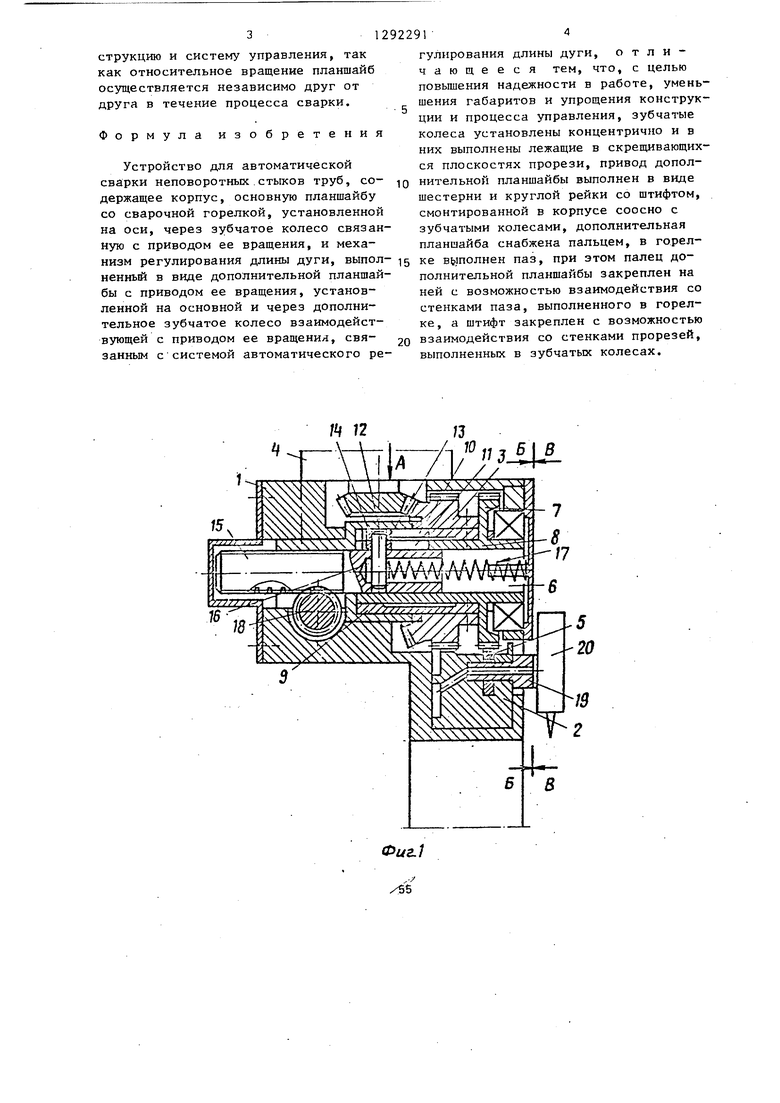
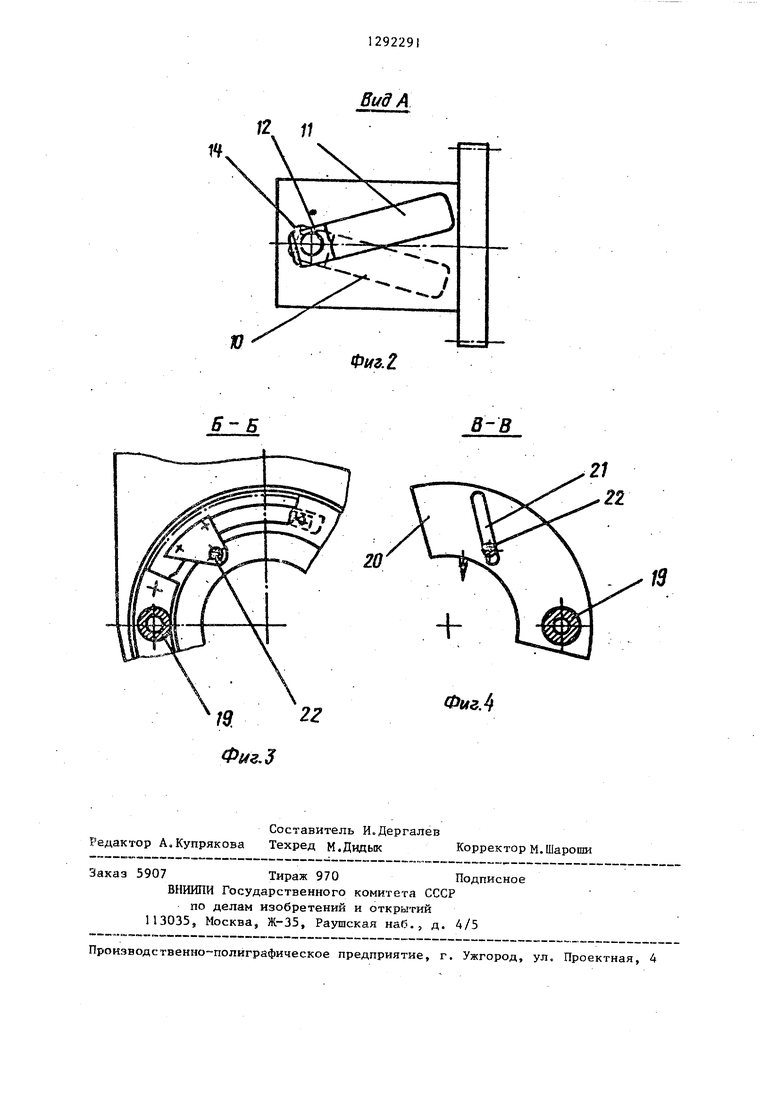
На фиг.1 представлено предлагаемое устройство в разрезе; на фиг.2 - вид по стрелке А на фиг.1 (на винтовые прорези); на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1
Устройство для автоматической сварки содержит корпус 1, в котором размещена основная планшайба 2, через зубчатое колесо 3 связанная с приводом 4 ее вращения. На планшайбе 2 установлена дополнительная планшайба 5 механизма 6 регулирования длины дуги, зубчатый венец которой входит в зацепление с зубчатым колесом 7, входящим ступицей 8 в ступицу 9 зубчатого колеса 3 концентрично ему. В ступицах 8 и 9 колес 7 и 3 соответственно выполнены вдоль их осей сквозные винтовые прорези 10 и 11, направленные в разные стороны. В винтовые прорези 10 и 11 пропущен штифт 12 с сухарями 13 и 14, закрепленный в круглой рейке 15 привода 16 вращения дополнительной планшайбы 5. При этом рейка 15 пружиной 17 поджата к корпусу 1, расположена соосно с зубчатыми колесами 3 и 7 и шестерней 18 взаимодействует с электроприводом автоматического регулирования длины дуги (АРНД). Через планшайбу 5 проходит закрепленная на основной планшайбе 2 ось 19,
несущая горелку 20, имеющую наклонный разворот колеса 7 относительно коле- паз 21, в которьй входит палец 22,ус- са 3 увеличивается, а следовательно.
тановленньй на дополнительной планшайбе 5.
Устройство для автоматической сварки работает следующим образом.
Перед началом сварки устанавливают горелку 20 на стык. Для этого включают систему АРНД (не показана), электропривод которой вращает шестерню 18, перемещающую рейку 15 по оси. Вместе с рейкой 15 перемещается штифт 12. Так как зубчатое колесо 3 неподвижно, то перемещение штифта 12 по винтовьм прорезям 10 и 11 при не
подвижной прорези 11 заставляет вращаться планшайбу 5 относительно неподвижной планшайбы 2. С планшайбой 5
вращается палец 22, который, воздействуя на наклонный паз 21, перемещает и горелку 20, устанавливая заданную длину дуги. После установки горелки 20 на стык включают привод 4 вращения основной планшайбы 2, подачу защитного газа и тока. Начинают процесс сварки. Система АРНД поддерживает заданную длину дуги. При ее неизменности вращение горелки 20 вокруг стыка происходит следующим образом. Привод 4 вращает зубча тое колесо 3, а следовательно, и основную планшайбу 2. Поскольку планшайбы 2 и 5 связаны через зубчатые колеса 3 и 7 и штифт 12, размещенньй в прорезях 10 и 11, то планшайбы 2 и 5 вращаются синхронно (при этом рейка 15 также вращается без осевого перемещения, так как длина дуги не изменяется и система АРНД пока не отрабатывает сигнал об изменении длины дуги). Поскольку диаметры начальных окруж- г ностей колес 3 и 7 и соответствующих им основной 2 и дополнительной 5 планшайб попарно равны, то взаимное положение планшайб 2 и 5 неизменно и горелка 20 находится на определенном расстоянии от стыка. В случае изменения длины дуги (ее увеличения или уменьшения) полученный сигнал отрабатывает система АРНД, электропривод которой вращает шестерню 18, в результате чего рейка 15 дополнительно получает осевое перемещение вместе со штифтом 12, которьй, перемещаясь в прорезях 10 и 11, сообщает дополни- тельньй поворот колесу 7 относительно колеса 3. Поскольку прорези 10 и 11 направлены в разные стороны, то
0
5
увеличивается и поворот дополнительной планшайбы 5 относительно основной планшайбы 2. Поворот планшайбы 5 через палец 22 и паз 21 разворачивает и горелку 20, восстанавливая исходную длину дуги.
Изобретение позволяет повысить надежность работы устройства за счет исключения сложных механизмов и обеспечения надежного взаимодействия планшайб; уменьшить размеры устройства за счет рациональной связи отдельных - элементов устройства; упростить конструкцию и систему управления, так как относительное вращение планшайб осуществляется независимо друг от друга в течение процесса сварки.
Формула изобретения
10
гулирования длины дуги, отличающееся тем, что, с целью повышения надежности в работе, умен шения габаритов и упрощения констру ции и процесса управления, зубчатые колеса установлены концентричио и в них выполнены лежащие в скрещивающи ся плоскостях прорези, привод допол нительной планшайбы выполнен в виде шестерни и круглой рейки со штифтом смонтированной в корпусе соосно с зубчатыми колесами, дополнительная планшайба снабжена пальцем, в горелУстройство для автоматической сварки неповоротных.стыков труб, содержащее корпус, основную планшайбу со сварочной горелкой, установленной на оси, через зубчатое колесо связанную с приводом ее вращения, и механизм регулирования длины дуги, выпол- g ке выполнен паз, при этом палец до- ненный в виде дополнительной планшай- полнительной планшайбы закреплен на бы с приводом ее вращения, установленной на основной и через дополнительное зубчатое колесо взаимодействующей с приводом ее вращения, свя- 2о занным с системой автоматического реней с возможностью взаимодействия со стенками паза, выполненного в горелке, а штифт закреплен с возможностью взаимодействия со стенками прорезей выполненных в зубчатых колесах.
гулирования длины дуги, отличающееся тем, что, с целью повышения надежности в работе, уменьшения габаритов и упрощения конструкции и процесса управления, зубчатые колеса установлены концентричио и в них выполнены лежащие в скрещивающихся плоскостях прорези, привод дополнительной планшайбы выполнен в виде шестерни и круглой рейки со штифтом, смонтированной в корпусе соосно с зубчатыми колесами, дополнительная планшайба снабжена пальцем, в горелке выполнен паз, при этом палец до- полнительной планшайбы закреплен на
ке выполнен паз, при этом палец до- полнительной планшайбы закреплен на
ней с возможностью взаимодействия со стенками паза, выполненного в горелке, а штифт закреплен с возможностью взаимодействия со стенками прорезей, выполненных в зубчатых колесах.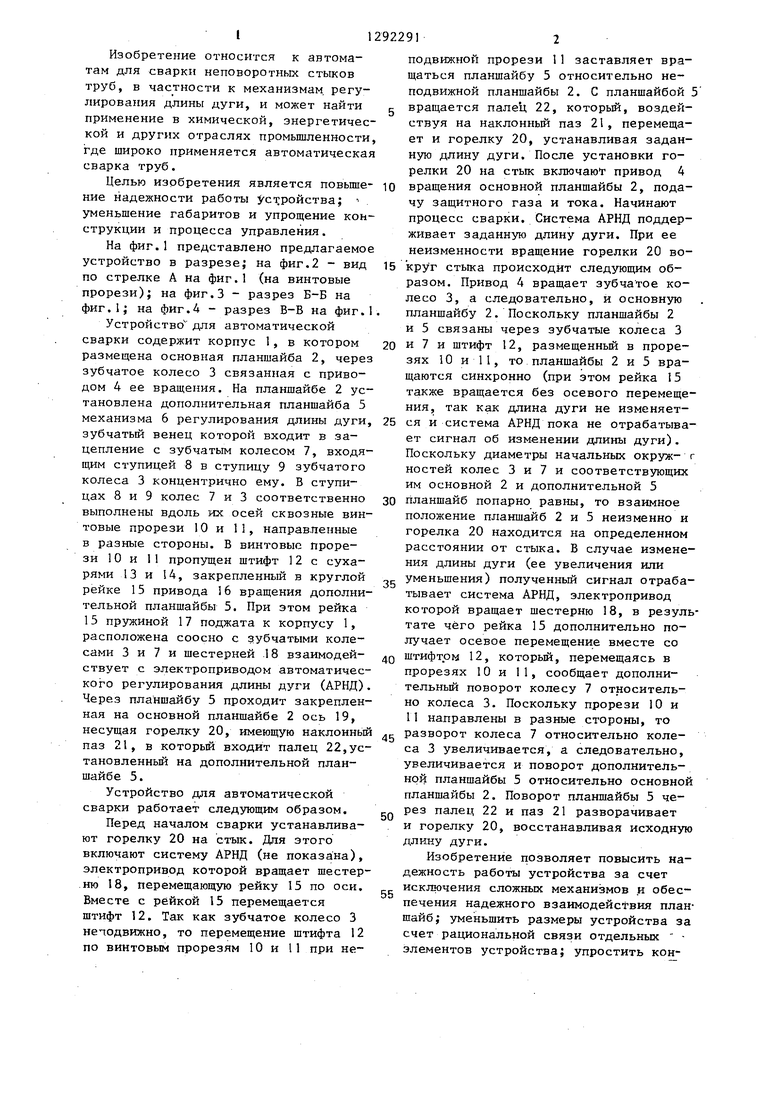
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ПОВОРОТНЫХ СТЫКОВ | 1997 |
|
RU2122931C1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1189629A1 |
| Устройство для сварки магнитоуправляемой дугой | 1982 |
|
SU1234097A1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| Устройство для автоматическойСВАРКи шВОВ пО лиНии пЕРЕСЕчЕНиядВуХ цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1978 |
|
SU806329A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
Изобретение относится к устройствам для автоматической сварки неповоротных стыков труб и может быть применено в химической, энергетической и других отраслях промышленности для сварки кольцевых стыков трубных конструкций. Целью изобретения является повышение надежности работы устройства, уменьшение габаритов и упрощение конструкции и процесса управления. Для этого устройство для автоматической сварки содержит корпус 1, основную планшайбу 2, через зубчатое колесо 3 связанную с приводом 4 ее вращения и несущую горелку 20, размещенную на оси 19 и механизм 6 регулирования длины дуги, выполненный в виде дополнительной планшайбы 5, установленной на основной и через дополнительное зубчатое кольцо 7 взаимодействующей с приводом 16 ее вращения, связанным с системой автоматического регулирования длины дуги. Зубчатые колеса 3 и 7 установлены концентрично, и в ступице каждого из них выполнены вдоль оси сквозные винтовые прорези 10 и 11, направленные в разные стороны, а привод дополнительной планшайбы выполнен в виде круглой рейки 15, расположенной соос- но с зубчатыми колесами и взаимодействующей с шестерней привода 16 механизма регулирования длины дуги. На рейке 15 установлен штифт 12, пропущенный в винтовые прорези 10 и II.На дополнительной планшайбе закреплен палец, взаимодействующий с наклонным пазом, вьшолненным в горелке 20, Поворот планшайбы 5 через палец и наклонный паз разворачивают горелку 20, восстанавливая заданную длину дуги. 4 ил. е Ф Ю СО ю го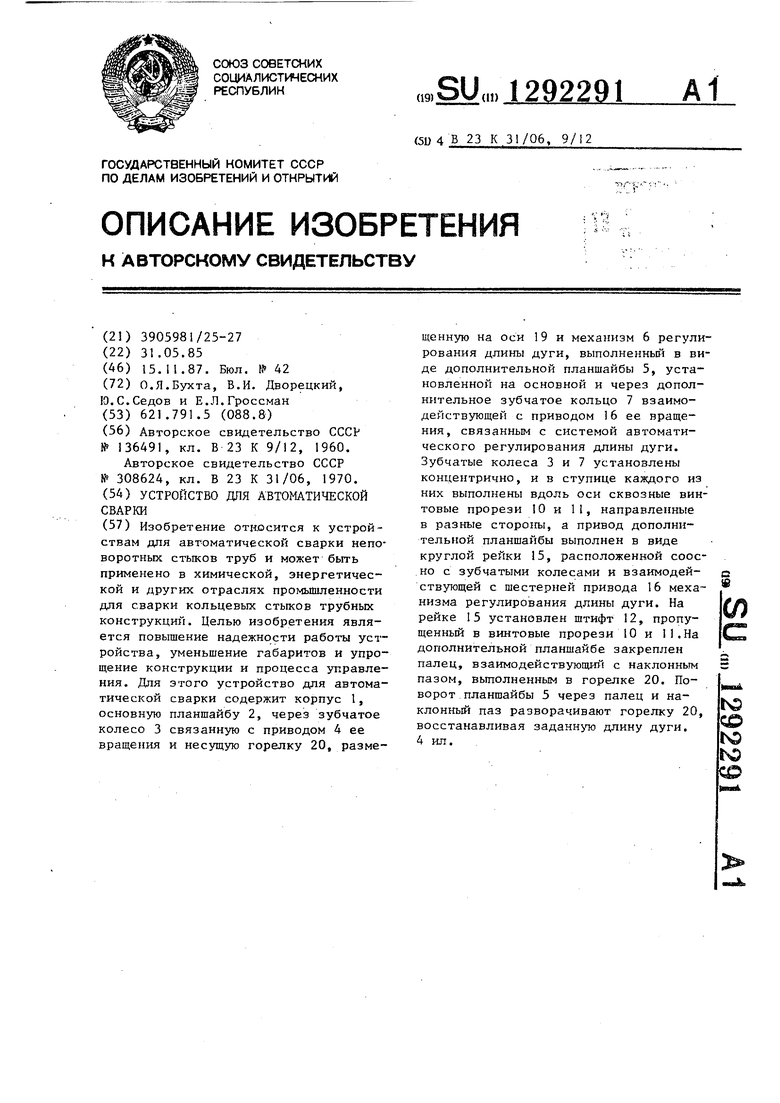
Щ П 3
-VtlfTfe
iX-jJ-JL УЬЛАУ :
ш ШЖЙ-/5.
в
Вид А
Фtfг.l
Б-Б
В-В
13
Фиг А
Составитель И.Дергалев Редактор А,Купрякова Техред М.Дидьк Корректор м.Шароши
Заказ 5907Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж.-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Сварочная головка | 1960 |
|
SU136491A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1970 |
|
SU308624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
