(54) ТОКрПОДВОДЯЙЩЙ МУНДШТУК к УСТРОЙСТВАМ для СВАРЮГ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ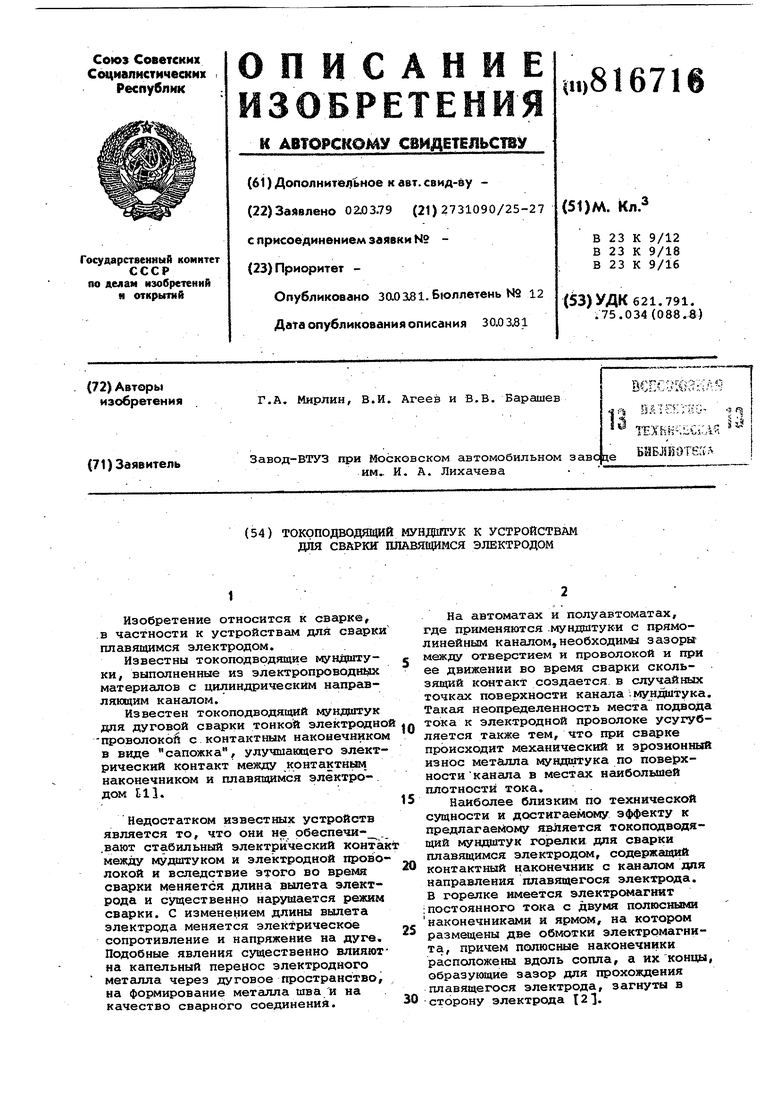
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Способ дуговой обработки и устройство для его осуществления | 1987 |
|
SU1502239A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Устройство для сварки плавящимся электродом магнитоуправляемой дугой | 1982 |
|
SU1034862A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
Изобретение относится к сварке, в частности к устройствам для сварки плавящимся электродом. Известны токоподводящие мундштуки, выполненные из электропроводних материалов с цилиндрическим направляющим каналом. Известен токоподводяпдай мундштук для дуговой сварки тонкой электродно -проволокой с контактным наконечником в виде сапожка, улучшающего электрический контакт между крнтактньид наконечником и плавящимся электродом L13. Недостатком известных устройств является то, что они не рбеспечи-. .веют стабильный электрический конта между мудаытуком и электродной прово локой и вследствие этого во время сварки меняется длина вылета электрода и существенно нарушается режим сварки. С изменением длины вылета электрода меняется электрическое сопротивление и напряжение на дуге. Подобные явления существенно влияют на капельный перенос электродного металла через дуговое пространство, на формирование металла шва и на качество сварного соединений. На автоматах и полуавтоматах, где применяются .мундштуки с прямолинейным каналом,необходимы зазоры между отверстием и проволокой и при ее движении во время сварки скользящий контакт создается в случайных точках поверхности канала; мундштука. Такая неопределенность места подвода тока к электродной проволоке усугубляется также тем, что при сварке происходит механический и эрозионный износ металла мундштука по поверхности канала в местах наибольшей плотности тока. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому явйяется токоподводящий мундштук горелки для сварки плавящимся электродом, содержащий контактный наконечник с каналом для направления плавящегося электрода. В горелке имеется электромагнит : постоянного тока с двумя полюсньвли наконечниками и ярмом, на котором размещены две обмотки электромагнита, причем полюсные наконечники расположены вдоль сопла, а их концы, образующие зазор для прохождения плавящегося электрода, загнуты в сторону электрода {21,
Недостатком известного устройства является то, что магнитное поле, создаваемое электромагнитом, воздайствует не только на плавящийся электрод, но и одновременно на дугу, а это приводит к нестабильному.горению дуги. Магнитное Поле прижимает проволоку к контактному наконечнику :практически в одной точке, что приводит к подгоранию мундштука и быст.рому его износу. Полюсы электромагнита увеличивают габариты горелки, а кроме того они расположены и зоне дуги, что приводит к их нагреву и забрызгиванию каплями расплавленного металла. Известное устройство не может быть использовано при малых, вылетах электрода (12-15 мм).
Цель изобретения - повышение срока службы мундштука путем устранения подгорания контактного наконечника и повышение качества сварных швов путем снижения воздействия на дугу магнитного поля, создаваемого магнитом.
Указанная цель достигается тем, что в контактном наконечнике токоподводящего мундштука к устройствам для сварки плавящимся электродом из ферромагнитных материалов, содержащем кроме упомянутого наконечника:с каналом для направления плавящегося электрода и магнит для обеспечения поджатия плавящегося электрода .к KOHTaKTHOiv наконечнику, выполнен паз, а магнит для обеспечения, под:р1 атия плавящегося электрода к контактному наконечнику установлен в упомянутом : пазу заподлицо с повер:хностью канала для направления плавящегося электрода- ./ . . / ; .
Для уменьшения габаритов уст зойства в качестве магнита использован постоянный магнит из магнитатвердого материала. При таком устройстве создается более надежный скользящий контакт мелоду движущейся электродной проволокой и неподвижным мундштуком.
Особенностью предлагаемого магнитного устройства является то, :что нормальные силы притяжения элекхрод- ной йроволоки к поверхности канала мундштука магнитным полем превышают по величине касательные силы на электрод в направлении подачи, что весьма благоприятно для образования с фльзящегс электрического контакта. В качестве магнитэ могут быть йсйоль зованы .стержневые-магниты из магниютвердых материалов, из металлокерамики или электромагниты.При использовании электродной проволоки из ферро1 агнитных ма.териалов. магнитное поле от полюсов магнита непосредственно воздействует на электрод .и прижимает его к поверхности канала мундштука, благодаря чему обеспечивается определенный уровень касания подвижных повархностей, несмотря на имекядийся зазор между проволокой и каналом мундштук
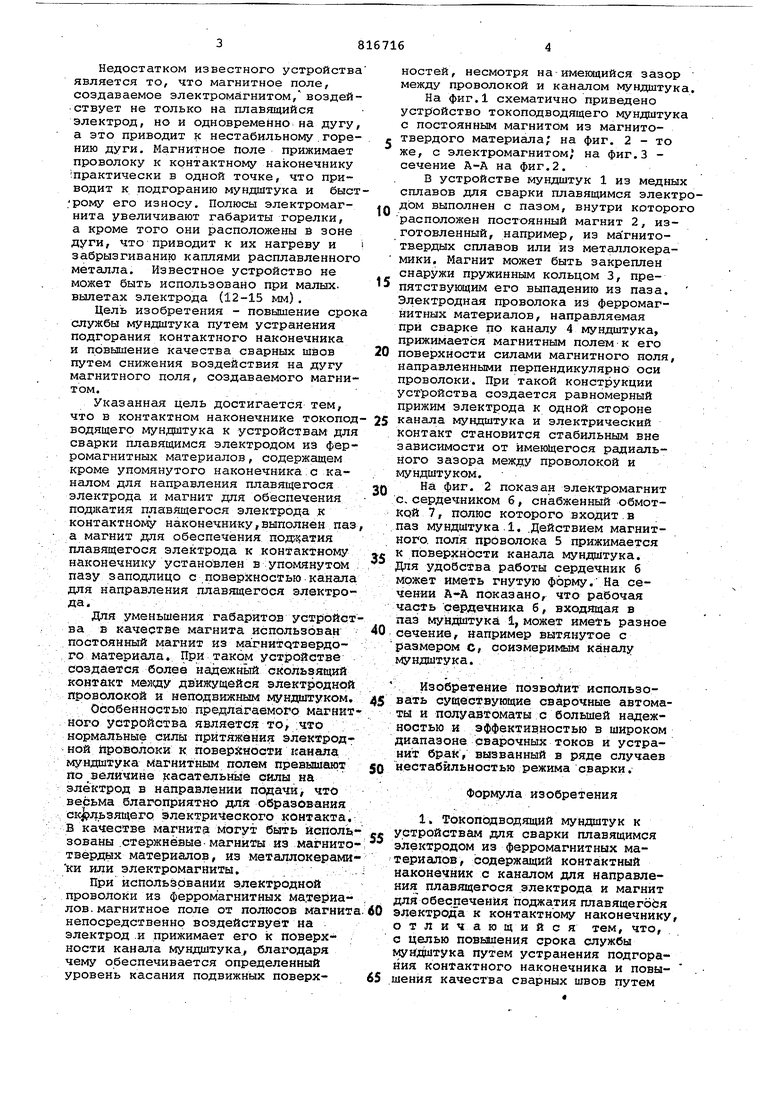
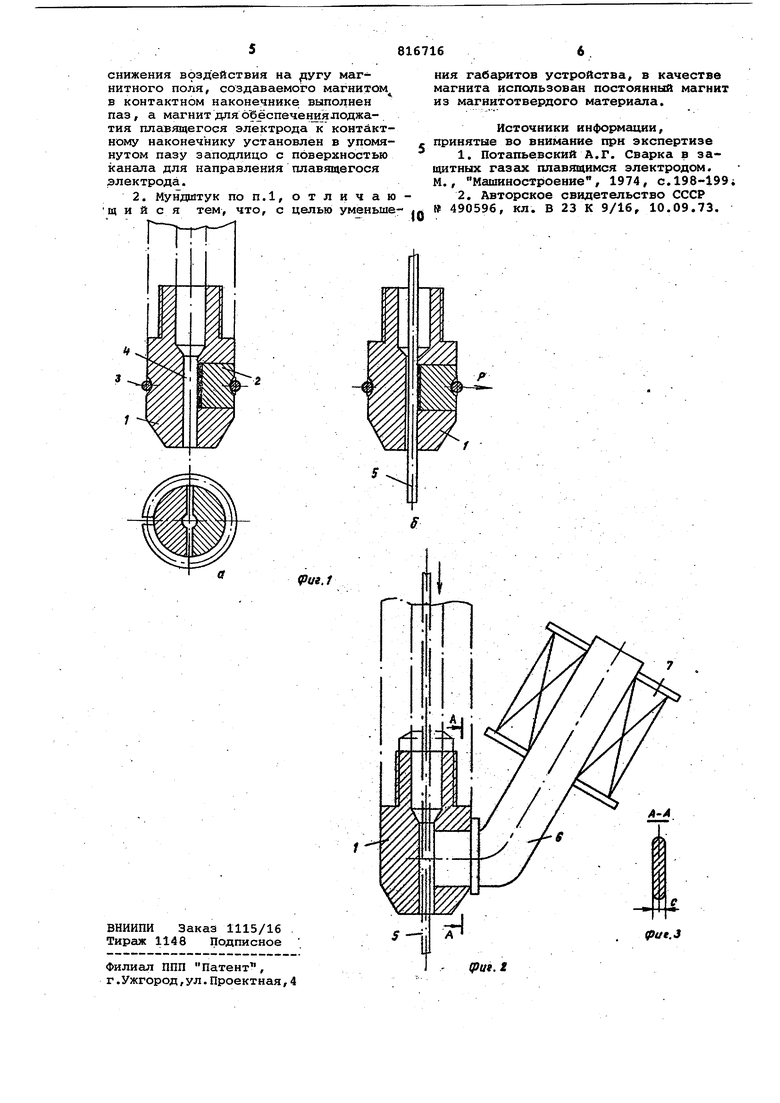
На фиг.1 схематично приведено устройство токоподводящего мундштук с постоянным магнитом из магнитотвердого материала; на фиг. 2 - то же, с электромагнитом, на фиг.З сечение А-А на фиг.2.
В устройстве мундштук 1 из медны сплавов для сварки плавящимся электдом выполнен с пазом, внутри которо расположен постоянный магнит 2, изготовленный, например, из магнитотв.ердых сплавов или из металлокерамики. Магнит может быть закреплен снаружи пружинным кольцом 3, препятствующим его выпадению из паза. Электродная проволока из ферромагнитных материалов, направляемая при сварке по каналу 4 мундштука, прижимается магнитным полем к его поверхности силами магнитного поля, направленными перпендикулярно оси проволоки. При такой конструкции устройства создается равномерный прижим электрода к одной стороне канала мундштука и электрический контакт становится стабильным вне зависимости от имеющегося радиальн:ого зазора между проволокой и мундштуком.
на фиг. 2 показан электромагнит с, сердечником б, снабженный обмоткой 7, полюс которого входит.в паз мундштука.1. .Действием магнитного, поля проволока 5 прижимается к поверхности канала мундштука. Для удобства работы сердечник 6 может иметь гнутую форму. На сечении А-А показано, что рабочая часть сердечника 6, входящая в паз мундатука 1, может разное сечение, например вытянутое с размером с, соизмеримым каналу мундштука.. : .
: Изобретение позволит использовать существующие сварочные автоматы и полуавтоматы с большей надежностью и эффективностью в широком диапазоне сварочных токов и устранит брак, вызванный в ряде случаев нестабильностью режима сварки.
Формула изобретения
