3-5
0,1-0,2
1
Изобретение относится к производству абразивных инструментов.
Цель изобретения - повьппение качества поверхности путем уменьшения шероховатости и увеличение стойкост инструмента путем улучшения воздействия компонентов, входящих в соста нмпрегнатора, на обрабатываемую поверхность.
Предлагаемый состав для импрегни рования содержит следующие компоненты, мае,%:
Роданид закиси
железа
Полигликолиевый
эфир стеариновой
кислоты (стеарокс 6)
Продукт взаимодействия 20 М
оксизтилена и
смесь жирных
кислот (препарат ОС-20) 0,05-0,1
ВодаОстальное
Состав для импрегнирования готовят путем последовательного растворения в 10%-ном водном растворе роданида закиси железа поверхностно- активных веществ (ПАВ): стеарокса-6 и препарата ОС-20, при комнатной температуре. Сначала стеарокс-6 растворяют в 10%-ном растворе роданида закиси железа. Затем концентрацию роданида закиси железа путем дальнейшего разбавления доводят до 3-5% с одновременным введением препарата ОС-20. После 10 мин перемешивания компонентов состав пропускают через матерчатый фильтр для отделения нерастворившихся частиц. Пропитку производят методом капиллярного
1,6-2,0 0,40
742
поднятия. Сушку абразивных кругов проводят при 40°С.
Введение в состав для импрегнирования роданида закиси железа изменяет характер поступления серы. Роданид закиси железа разлагается мгновенно при нагреве свыше 120 С на определенных участках обрабатываемой поверхности. Только затем, в результате нагрева и связанного с ним разложения роданида закиси железа на локальных точках контакта происходит взаимодействие вьщелившейся се-- ры с поверхностью металла. Таким образом, в составе импрегнатора свободная сера отсутствует. Образовавшиеся сульфиды и сульфаты железа способствуют снижению усилий шлифования. Азот, имеющийся в составе роданида закиси железа, образует при нагреве нитриды железа, облегчающие сдвиг отдельных элементов микрорельефа. ПАВ способствует измельчению микростружки в момент ее образования-,
ИСпь тания проводили на станке МОД.ЗД64М кругами диаметром 125 мм Э 9А25 ПСМ К6А при скорости шлифования 35 м/с. Испытания проводили при заточке зубьев дисковых фрез вручную, диаметр фрез 35-50 мм, материал Р6М5.
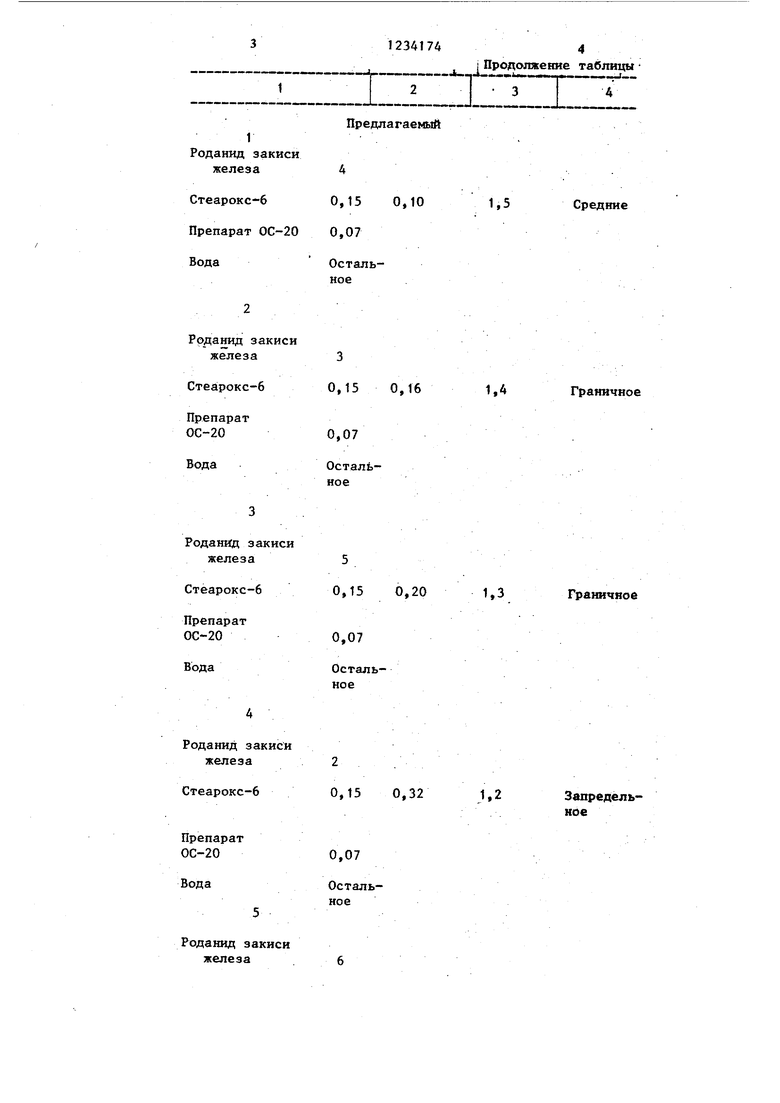
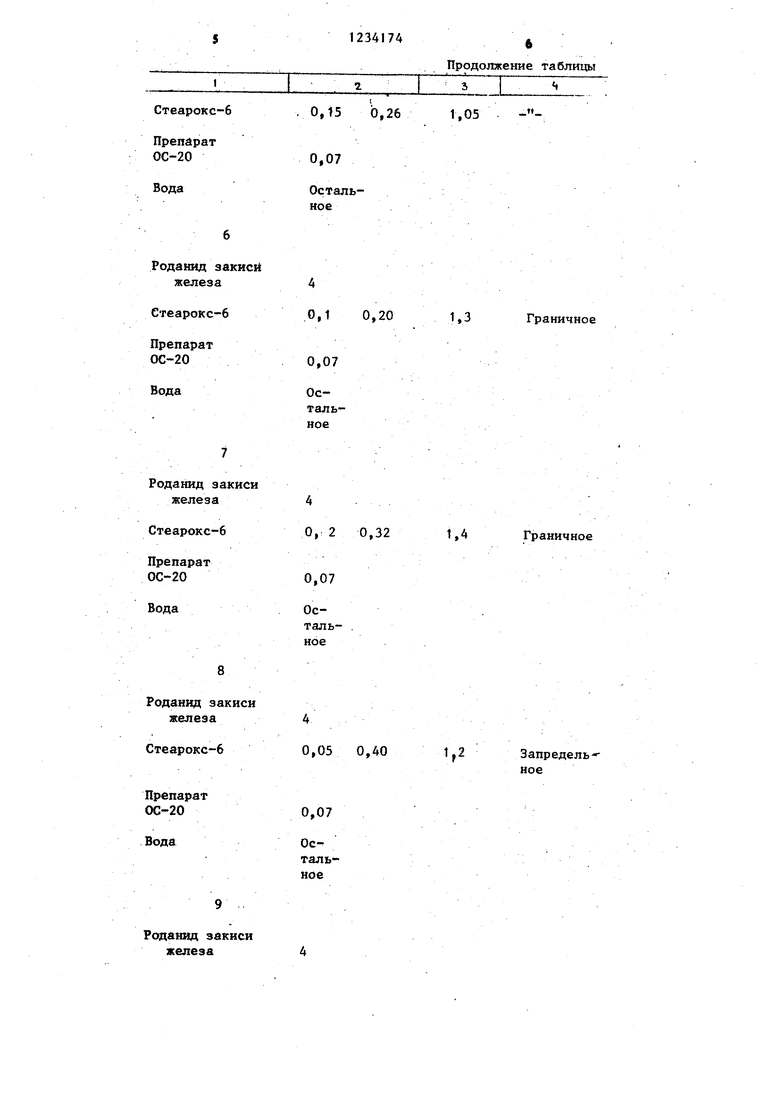
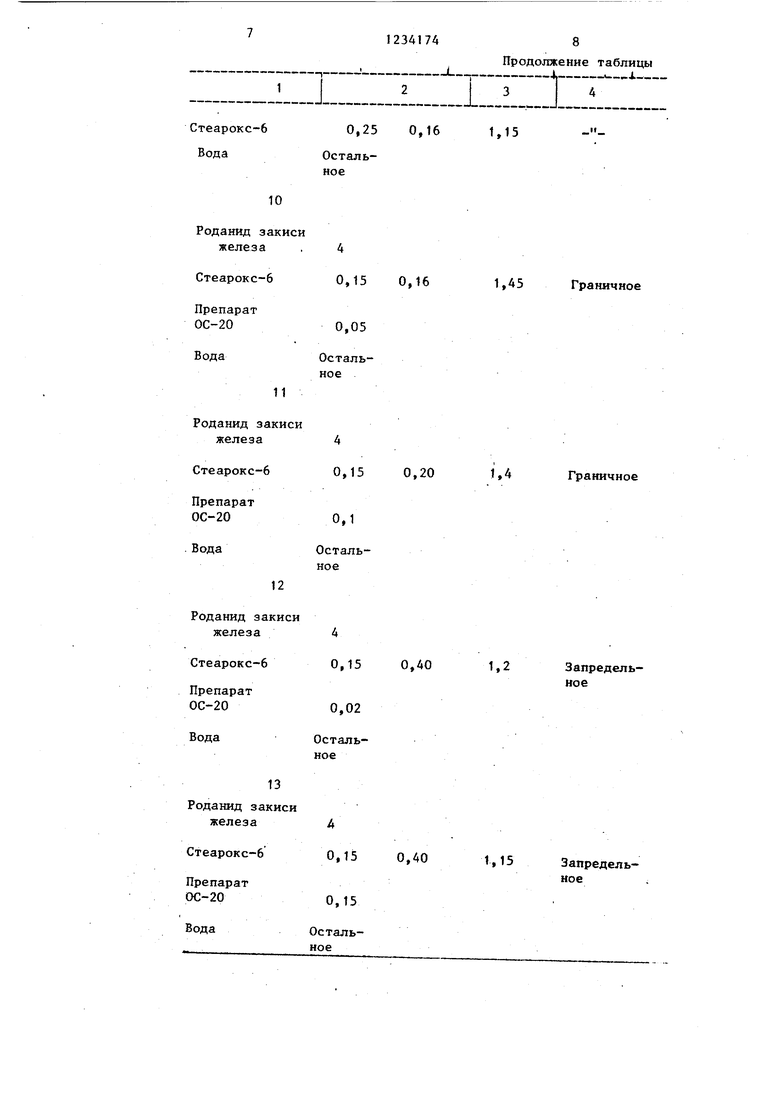
Результаты испытаний представлены в таблице.
Анализ полученных результатов показывает, 4Td шероховатость поверхности снизилась до RQ 10-20 мкм вместо 40 мкм, а стойкость кругов увеличилась -в 1,3 - 1,5 раз. Состав нетоксичен, пожаровзрывобезопасен, не содержит дефицитных компонентов, не вызывает коррозии обработанной поверхности.
Резкое засаливаниекруга
1,0
и
20
Предлагаемый
4
0,15 0,10 0,07
Остальное
си
0,15 0,16
0,07
Остальное
си
0,15 0,20
0,07
Остальное
Роданид закиси железа
Стеарокс-6
0,15 0,32
5
0,07
Остальное
Роданид закиси железа
j Продолжение таблицы
-.t-..I.--.-U-.
IIjIlTriir
1,5
Средние
1.4
Граничное
1.3
Граничное
1.2
Запредельное
6
0,15 0,26
0,07
Остальное
си
4 0,1
0,07
Остальное
си
4 О, 2
0,07
Остальное
Роданид закиси железа
Стеарокс-6
0,05 0,40
0,07
Остальное
Роданид закиси железа
Продолжение таблицы
1,05
-.
0,20
1.3
Граничное
0,32
1,4
Граничное
42
Запредель ное
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для импрегнирования абразивных кругов | 1987 |
|
SU1511095A2 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| Способ импрегнирования абразивных инструментов | 2016 |
|
RU2620209C1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676546C1 |
| Смазка для механической обработки металлов | 1975 |
|
SU597714A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2014 |
|
RU2574182C1 |

| Состав для пропитки абразивных инструментов | 1973 |
|
SU464442A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| . | |||
