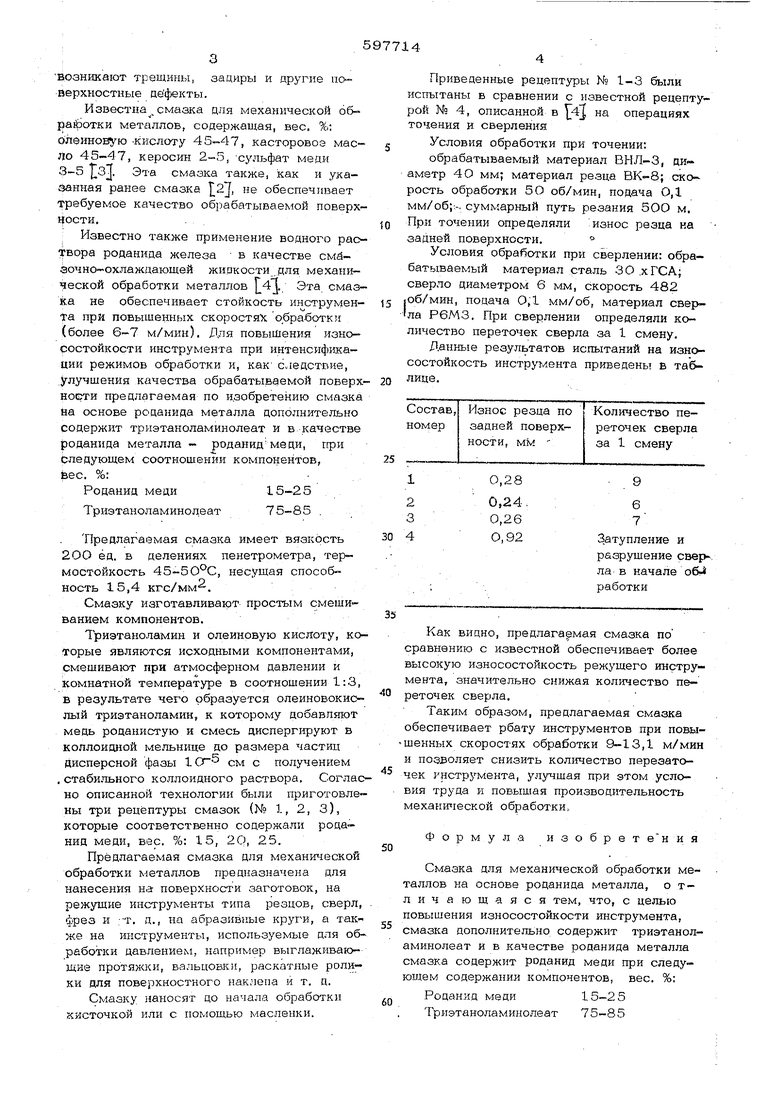
возникают трещины, зациры и другие поверхностные дефекты. Известна смазка для механической 66рафотки металлов, содержащая, вес. %; олеиновую -кислоту 45-47, касторовоэ масло 45-47, керосин 2-5, -сульфат меди 3-5 цЗ. Эта смазка также5 как и укайанная ранее смазка 2j, не обеспечивает требуемое качество обрабатываемой поверхности,- , Известно также применение водного раствора роданида железа в качестве cMdзочно-охлаждающей жиакости для механической обработки металлов L4J. Эта смазка не обеспечивает стойкость инструмента при повышенных скоростях обработки (более 6-7 м/мин). Для повышения износостойкости инструмента при интенсификации режимов обработки и, как следствие, улучшения качества обрабатываемой поверх ноЕти предлагаемая по изобретению смазка на основе роданида металла дополнительно содержит триэтаноламинолеат и в качестве роданида металла - роданид меди, гфи следующем соотношении компонентов, вес. %: Роданид меци15-25 Триэтаноламинолеат75-85 . Предлагаемая смазка имеет вязкость 2ОО ед. в делениях пенетрометра, термостойкость 45-5 О°С, несущая способность 15,4 кгс/мм. Смазку изготавливают простым смешиванием компонентов. Триэтаноламин и олеиновую кислоту, ко торые являются исходными компонентами, смешивают при атмосферном давлении и комнатной температуре в соотношении 1:3 в результате чего образуется олеиновокислый Триэтаноламин, к которому добавляют медь роданистую и смесь дисперпфуют в коллоишюй мельнице до размера частиц дисперсной фазы см с получением , стабильного коллоидного раствора. Согла но описанной технологии были приготовле ны три рецептуры смазок (№ 1, 2, 3), которые соответственно содержали роданид меди, вес. %: 15, 20, 25. Предлагаемая смазка для механической обработки металлов предназначена для нанесения на поверхности заготовок, на режущие инструменты типа резцов, сверл фрез и .--т. д., на абразивные круги, а так же на инструменты, используемые для об работки давлением, например выглаживающие протяжки, вальцовки, раскатные ролики для поверхностного наклепа и т. д. Смазку наносят цо начала обработки кисточкой или с помощью масленки. Приведенные рецептуры № 1-3 были испытаны в сравнении с известной рецептуой № 4, описанной в pl на операциях точения и сверления Условия обработки при точении; обрабатываемый материал ВНЛ-3, циаметр 4О мм; материал резца ВК-8; ско рость обработки 5 О об/мин, подача 0,1 мм/об;;-, суммарный путь резания 50О м. При точении определяли износ резца на задней поверхности.° Условия обработки при сверлении: обрабатываемый материал сталь ЗО .хГСА; сверло диаметром 6 мм, скорость 482 об/мин, подача О,1 мм/об, материал сверла Р6МЗ. При сверлении определяли количество переточек сверла за I смену. Данные результатов испытаний на износостойкость инструмента приведены в таблице. Затупление и разрушение сверь/ ла в начале o6J работки Как видно, предлагаемая смазка по сравнению с известной обеспечивает более высокую износостойкость режущего инструмента, значительно снижая количество переточек сверла. Таким образом, предлагаемая смазка обеспечивает рбату инструментов при повышенных скоростях обработки 9-13,1 м/мин и позволяет снизить количество перезато- чек 1рструмента, улучшая при этом условия труда и повышая производительность механической обработки. Формула изобретения Смазка для механической обработки металлов на основе роданида металла, отличающаяся тем, что, с целью повышения износостойкости инструмента, смазка дополнительно содержит триэтаноламинолеат и в качестве роданида металла смазка содержит роданид меди при следующем содержании компонентов, вес. %: Роданид меци15-25 Триэтаноламинолеат 75-85 Источники информации, фипятые во ВВЕН мание при экспертизе: 1. Н. Н. Курчик и др., Смазочные ма-териалы йля обрабЬтки ме1Галлов резанием, 5 М., Химия, 1972, с. 127-168. 2, Авторское свидетельство/ 4О7941, кл, С ЮМ 3/О2, 1971. 3. Автсфское свидетельство № 24О152, кл. G ЮМ 1/10, 1967. Авторское свидетельство № 212416 кл. С ЮМ 3/О2, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для резания металлов | 1970 |
|
SU478056A1 |
| Смазка для механической обработки металлов | 1990 |
|
SU1778163A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1978 |
|
SU670610A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2018 |
|
RU2676690C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2008 |
|
RU2399652C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2831570C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2009 |
|
RU2415177C2 |
| Смазочно-охлаждающая жидкость "сож дии-9" для механической обработки металлов | 1981 |
|
SU1018964A1 |
| Смазочно-охлаждающая жидкость | 2023 |
|
RU2805758C1 |
