Изобретение относится к производству абразивного инструмента, предназначенного для работы в машиностроении, в частности касается производства кругов для обработки поверхностей из инструментальных сталей, и является дополнительным к основному авт. св. № 1234174.
Цель изобретения - расширение технологических возможностей инструмента, т. е. обеспечение высокого качества обработки и производительности при повышенных режимах обработки инструментальных быстрорежущих сталей и высокОугле- родистых сталей.
Абразивные круги пропитывают раствором роданида меди в нащатырном спирте в течении 30-50 мин при 20°С, затем их сущат при 40°С и пропитывают составом, содержащим роданид закиси железа, стеарокс-6, препарат ОС-20 и воду. Конечный состав для импрегнирования состоит из химически активных веществ (роданида
меди и роданида закиси железа) и поверхностно-активных веществ (стеарокс-6 и препарат ОС-20) в следующем соотношении ингредиентов, мас./о:
Роданида меди4-7
Роданид закиси железа3-5
Стеарокс-60,1-0,2
Препарат ОС-200,05-0,1
ВодаОстальное
Стеарокс-6 представляет собой полигли- колиевый эфир стеариновой кислоты, препарат ОС-20 - продукт взаимодействия 20М оксиэтилена и смесь жирных кислот, роданид меди, роданид закиси железа, нашатырный спирт.
Сущность изобретения поясняется примерами конкретных составов, методики и средств испытаний, результатами испытаний. Испытания проводили на плоско-шлифовальном станке мод.ЗГ71 на деталях из стали У8 (HRC 60-62) при режиме:
ел
со сл
INJ
Умрод. 12 м/мин, Укр. 35 м/с, Т 0,03 мм.
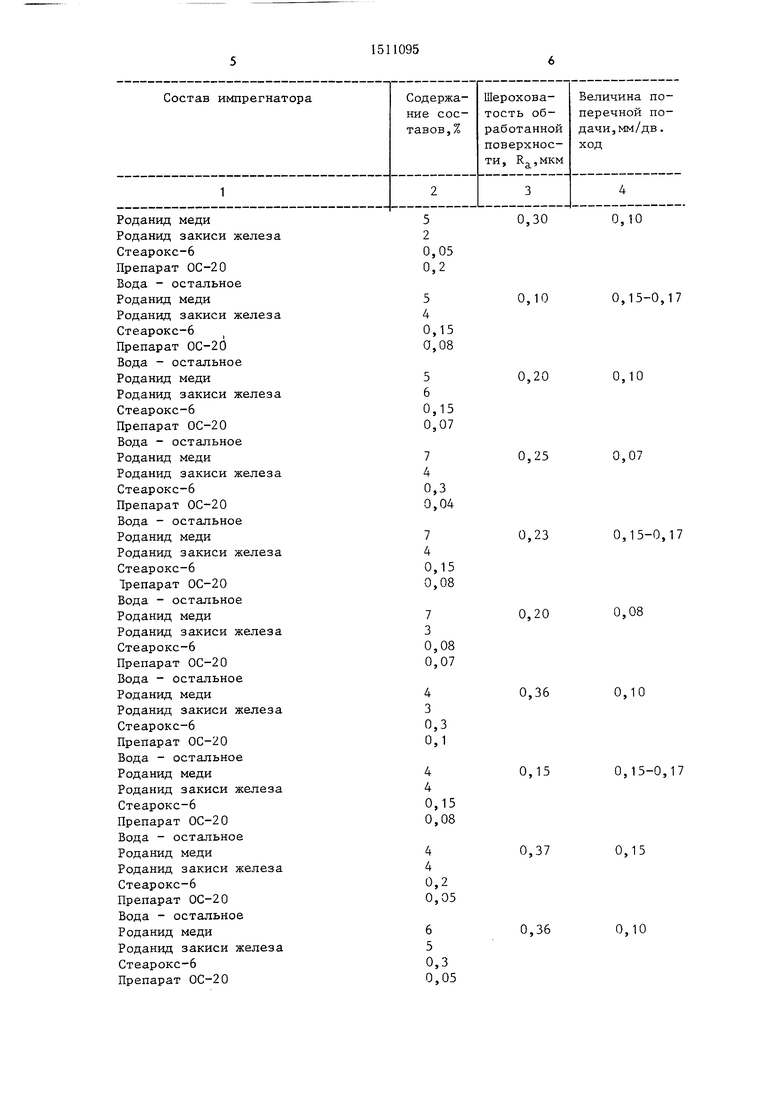
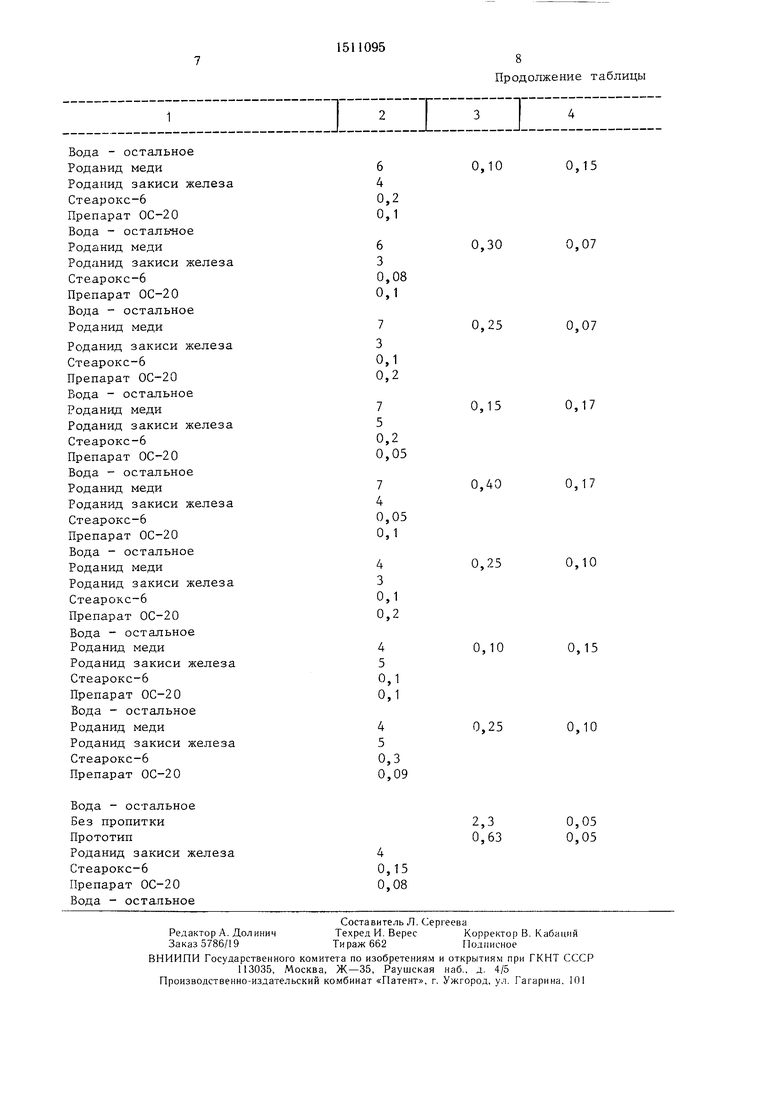
Для испытаний использовались круги марки Э9А25 СМ1К6 формы ПП размером 150X10X32 мм. Результаты испытаний представлены в таблице. Пример конкретного волнения пропитки абразивного круга. Порошок роданида меди растворяется в 25%-ном нашатырном спирте при пЬмеши- вании в течении 10 мин до образования коллоидного раствора. Абразивные круги опускаются в ванную с раствором роданида меди и выдерживаются в ней в течение 30-50 мин при 20-25С, затем они вынимаются и сушатся при 40°С в течение 40-50 мин до полного испарения нашатырного спирта. Затем абразивные круги пропитываются в течение 50-60 мин составом для импрегнирования, изготавливаемым путем последовательного растворения в водном растворе роданида закиси железа с добавлением поверхностно-активных вешеств (ПАВ): стеарокс-6 и препарата ОС-20, при комнатной температуре. Стеарокс-6 растворяют в растворе роданида закиси железа, затем концентрацию роданида закиси железа путем дальнейшего разбавления доводят до 3-5% с одновременным введением препарата ОС-20. После 10 мин перемешивания компонентов состав пропускают через матерчатый фильтр для отделения нерастворившихся частиц. Сушку абразивных кругов проводят при 40°С до полного испарения воды.
Исследования показали, что введение в состав импрегнатора химически активного веш,ества-роданида меди позволяет увеличить интенсивность обработки поверхности и, тем самым, повысить производительность шлифования. Это происходит потому, что в результате повышения температуры в зоне контакта свыше 210°С прекра- шается полезная функция роданида закиси железа. Как показали исследования, роданид закиси железа проявляет свою активность в интервале температуры обрабатываемой поверхности от 120 до 210°С.
При увеличении температуры свыше 210°С в процессе шлифования без роданида меди нарушается процесс равномерного воспроизводства образующихся нитридов, сульфидов железа на локальных участках поверхности при разложении роданида закиси железа.
0 Это приводит к неравномерному изменению структуры и свойств поверхностных слоев и формы отдельных элементов микрорельефа.
Дополнительное введение роданида меди,
как показали исследования, позволяет сохранить равномерность воспроизводства образующихся на поверхности нитридов, сульфидов и сульфатов железа в интервале температур от 210 до 600°С. При введении роданида меди в количестве менее
0 4% эффективность воздействия незначительно отличается от известного. При увеличении его содержания от 4 до 7% эффективность роданида меди существенно возрастает. Наличие равномерно распределен5 ного состава в пористой структуре обеспечивает его стабильное поступление в зону контакта.
Анализ полученных результатов показывает, что параметр шероховатости поверхности снизился до Ra. 0,10 мкм вместо Ra.
0 0,63 мкм, а производительность шлифования увеличилась в 3-3,4 раза.
Формула изобретения
Состав для импрегнирования абразивных 5 кругов по авт. св. № 1234174, отличающийся тем, что, с целью расширения технологических возможностей инструмента, состав дополнительно содержит раствор роданида меди в нашатырном спирте в количестве 4-7 мас.%.
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-2О
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-26
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-20
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-20
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
1репарат ОС-20
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-20
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-20
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-20
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-20
Вода - остальное
Роданид меди
Роданид закиси железа
Стеарокс-6
Препарат ОС-20
0,30
0,10
0,20
0,25
0,23
0,20
0,36
0,15
0,37
0,36
0,10
0,15-0,17
0,10
0,07
0,15-0,17
0,08
0,10
0,15-0,17
0,15
0,10
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для импрегнирования абразивных кругов | 1984 |
|
SU1234174A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| Состав импрегнатора для абразивного инструмента | 1982 |
|
SU1042979A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532615C1 |
| Способ изготовления абразивного инструмента на керамической связке | 1982 |
|
SU1038215A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| Способ импрегнирования абразивного инструмента | 1988 |
|
SU1650414A1 |
Изобретение относится к производству абразивного инструмента, предназначенного для работы в машиностроении, в частности касается производства кругов для обработки заготовок из инструментальных сталей. Целью изобретения является расширение технологических возможностей инструмента. Состав для пропитки содержит, масс.%: раствор родамида меди в нашатырном спирте 4-7, родамид закиси железа 3-5, стеарокс - 6 0,1-0,2, препарат ОС-20 0,05-0,1, вода - остальное. Сначала готовят раствор родамида меди. В него погружают абразивный инструмент. Затем его сушат до полного испарения нашатырного спирта, после чего осуществляют пропитку инструмента остальными компонентами импрегнатора. 1 табл.
i:z:i:::i::i
| Состав для импрегнирования абразивных кругов | 1984 |
|
SU1234174A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
