Основным авт. св. № 95016 защищен станок для полуавтоматической обработки ювелирных камней, закрепляемых на оправках, периодически подаваемых к абразивному диску и поворачиваемых посредством связанных с ними червячных шестерен, с установкой абразивного диска на столе, соверщающем возвратно-поступательные движения, причем для предварительной обработки рундиста применен вращающийся абразивный валик.
Предлагаемый станок является дальнейшим развитием станка по основному авторскому свидетельству. Это развитие заключается, вопервых, в том, что вращающ,ийся абразивный валик для предварительной обработки рундиста выделен в отдельное устройство с самостоятельным приводом заготовок, помещенных на вращающихся оправках, включенлых в кзадрант-кассету, укрепленную на суппорте; во-вторых, в станок введен храповой механизм, сообщающий периодические перемещения салазкам суппорта, несущим квадрант-кассету с вращающимися оправками с наклеенными заготовками, получающими иериодические повороты. Такое выполнение предлагаемого станка обеспечивает повыщение точности и чистоты обработки камней не только цилиндрической формы, но также овальных.
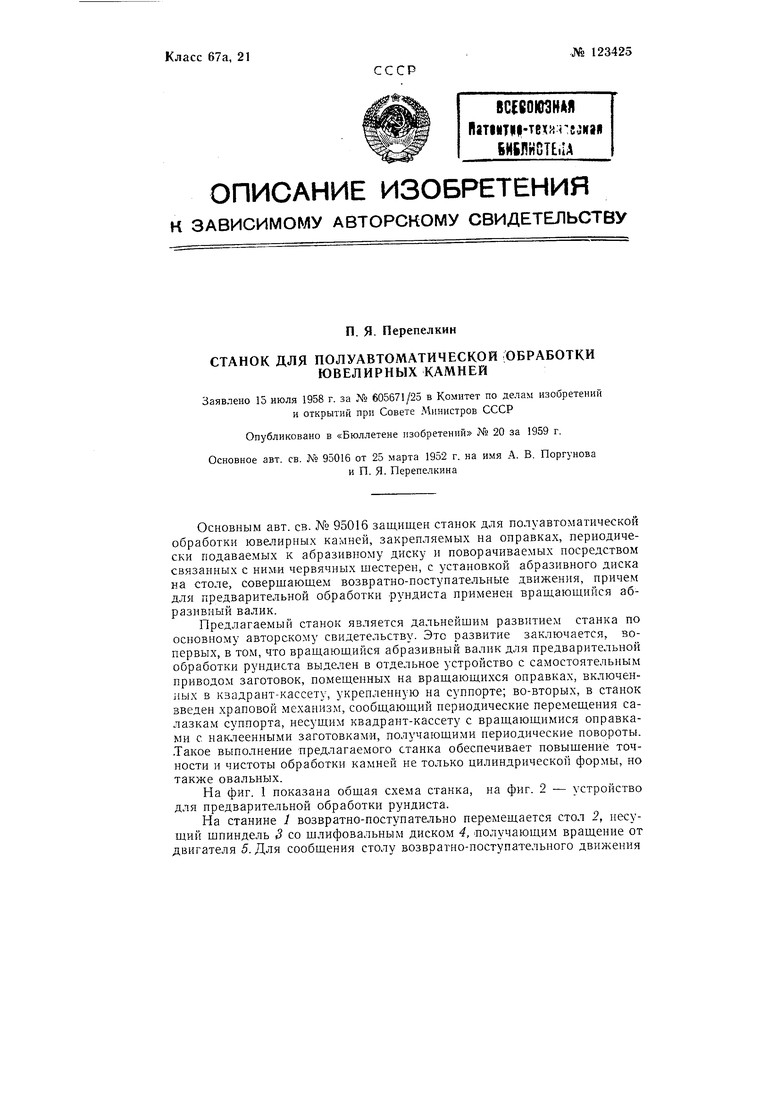
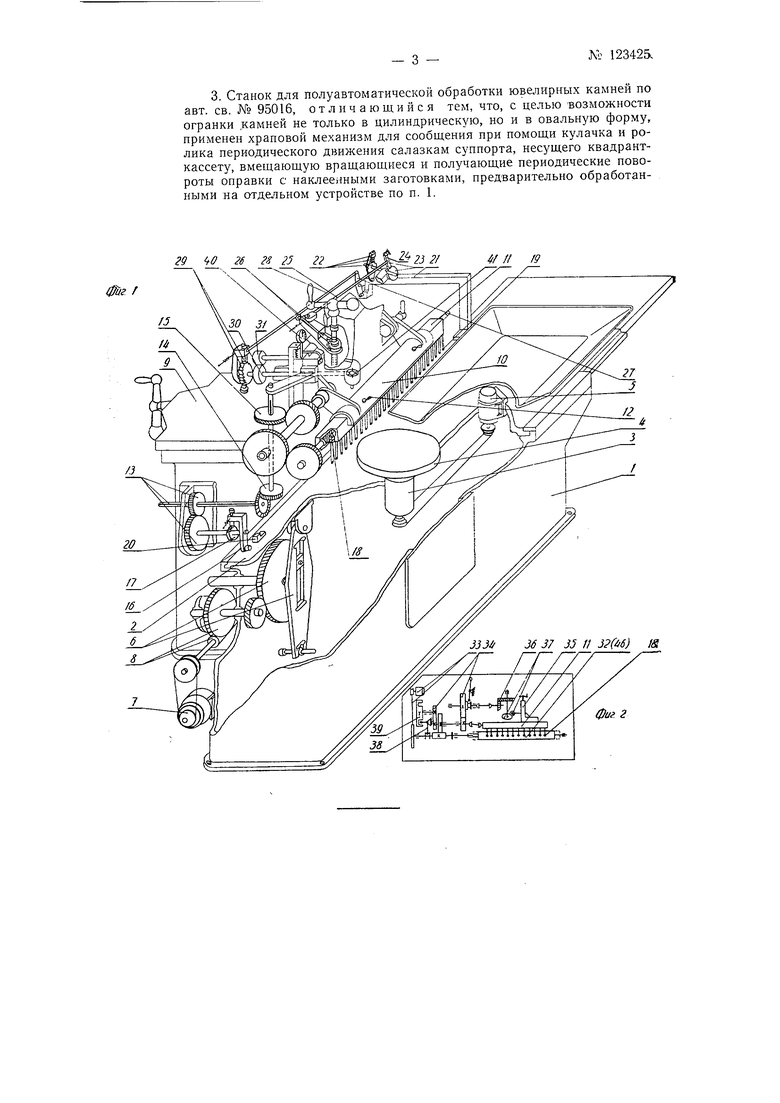
На фиг. 1 показана общая схема станка, на фиг. 2 - устройство для предварительной обработки рундиста.
На станине / возвратно-поступательно перемещается стол 2, несущий щпиндель ( со щлифовальным диском 4, -получающим вращение от двигателя 5. Для сообщения столу возвратно-поступательного движения
№ 123425
служит кулисный механизм 6, приводимый электродвигателем 7 через редуктор--.
Суппорт 9 несет салазки 10 с квадрантом-кассетой //. Он обеспечивает перемещение квадранта-кассеты 11 в вертикальном и горизонтальном направлениях. Для обработки граней и клиньев камня квадранткассету 11 можно поворачивать на салазках 10 .под требуемым углом и фиксировать ее рукояткой 12 в повернутом положении.
Посредством шестерен 13, конической пары 14 и винтовой передачи 15 от качающегося рычага 16 с храповым механизмом 17 передаются периодические повороты оправкам 18 с наклеенными заготовками 19. Периодические повороты оправок дают возможность обрабатывать грани заготовок камней под требуемым углом. Рычаг 16 получает качательные движения под воздействием jnopa 20, установленного на столе 2 при возвратно-поступательном перемещении последнего.
Другой упор 21, также установленный на столе 2, воздействует на храповой механизм 22, поворачивающий кулачковый диск 23, который отклоняет рычаг 24 и посредством тяги 25 приводит в действие храповой механизм 26, обеспечивающий подачу салазок 10 с квадрантом-кассетой 11 на абразивный диск 4.
Упор 21 не только осуществляет автоматическую подачу салазок 10, но одновременно сообщает поворот и рычагу 27, передающему посредством тяги 28 движ.ение храповому механизму 29 с поворотом овального кулачка 30, воздействующего на ролик 31 и обеспечивающего этим огранку граней на овальных камнях. .
Для предварительной обработки рундиста вращающийся абразивный валик 32 (по основному авторскому свидетельству - 46) выделен в отдельное устройство, показанное на фиг. 2. От электродвигателя 33 движение передается на абразивный .валик 32 и одновременно посредством трех цилиндрических зубчатых передач 34 сообщается вращение оправкам 18 с наклеенными заготовками 19, расположенным горизонтально при закрепленной в суппорте 35 квадрант-кассете 11.
При обработке рундиста овального камня включают коническую передачу 36, сообщающую вращение овальному кулачку 37, воздействующему на суппорт 35, как это показано на фиг. 2.
Для обеспечения равномерного износа абразивного валика 32 предусмотрено сообщение ему возвратно-поступательных осевых перемещений под действием одного плеча углового рычага 38, другое плечо которого находится под воздействием эксцентрика 39.
Контроль за работой станка осуществляется при помощи индикатора 40 и показателя овальности 41.
Предмет изобретения
1.Станок для полуавтоматической обработки ювелирных камней по авт. св. № 95016, отл ич а ю щ ий с я тем, что, с целью повышения точности и чистоты обработки, вращающийся абразивный валик для предварительной обработки рундиста выделен в отдельное устройство с самостоятельным приводом заготовок, помещенных на вращающихся оправках, включенных в квадрант-кассету, укрепленную на суппорте.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью обеспечения равномерного абразивного валика, применен угловой рычаг, одно плечо которого находится под воздействием эксцентрика, а другое предназначено для сообщения вращающемуся абразивному валику возвратно-поступательных осевых перемещений.