11
Изобретение относится к литейному производству, а именно к способам нанесения разделительного покрытия на модельную оснастку.
Цель изобретения - увеличение ko- личества съемов стержней с одного покрытия и улучшение качества стержней .
Предлагаемый способ заключается в том, что пары материала покрытия, соприкасаясь с поверхностью модель - ной оснастки, конденсируются, образу равномерный гладкий сплошной слой, при этом молекулы пара протекают во все микронеровности поверхности модели, тем самым обеспечивая повьшен- ную прочность сцепления разделительного покрытия с поверхностью модели и соответственно стойкость покрытия при многократном заполнении модельной оснастки смесью. Равномерная гладкая поверхность покрытия до минимума снижает коэффициент трения между смесью И моделью.
Благодаря указанным выше факторам число съемов между обработками увеличивается. Лучшему проникновению молекул пара в микронеровности модели способствует подогрев оснастки перед нанесением покрытия до температуры плавления материала покрытия. При меньших температурах подогрева происходит преждевременная конденсация паров покрытия и его молекулы не проникают глубоко в микронеровности поверхности оснастки, а при больших - конденсация паров замедляется из-за малого градиента температур.
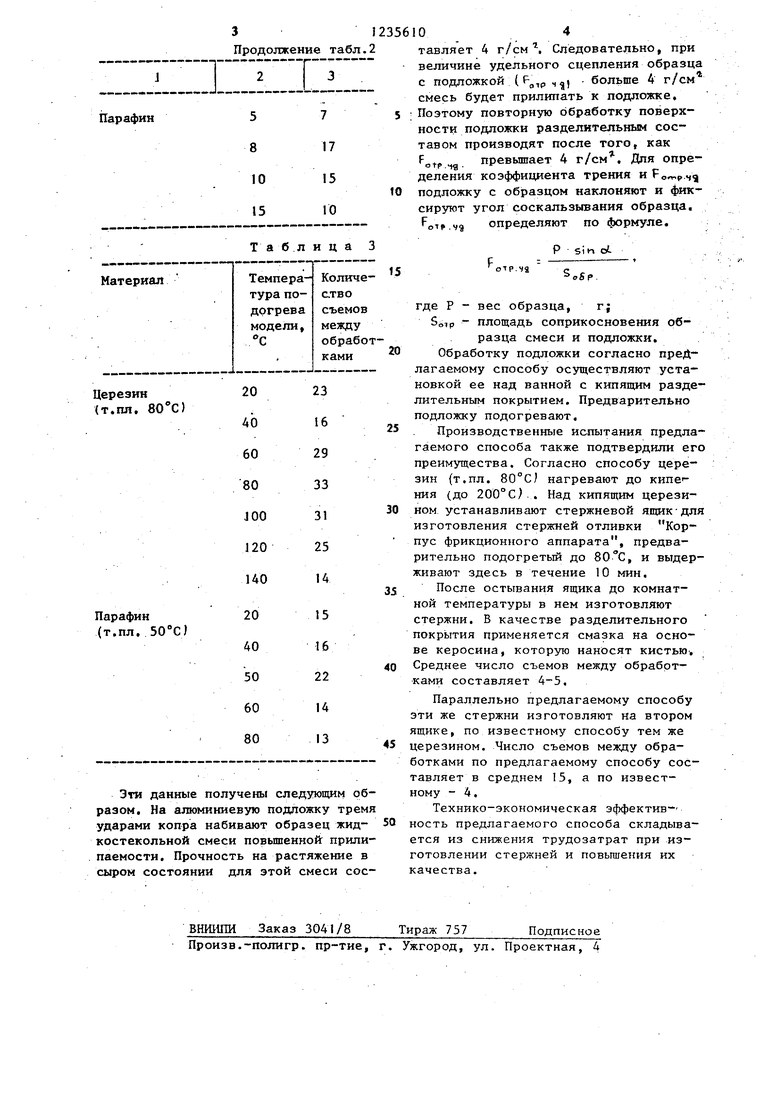
Наиболее гладким и равномерным покрытие становится при времени конденсации паров покрытия, равном 8- 10 мин. При меньшем времени покрытие получается недостаточно равномерным, а при большем - шероховатым.
, характеризующие способ, представлены в табл.1 - 3.
Способ обеспечивает наименьший коэффициент трения и удельное сцепление с поверхностью оснастки (табл.1). Наибольшее число съемов между обработками получается при времени нанесения паров, равном 8-10 мин (табл,2) и температуре подогрева модели, равной температуре плавления материала покрытия (табл.З).
Т а б л и ц а I
Предлагаемый (материал- церезин)
Предлагаемый (материал- парафин)
Известный (материал- церезин)
Известный
(материал- парафин
Жидкое разделительноепокрытие на основе керосина с добавкой церезина
Кистью - жидкое разделительное покрытие на основе керосина с добавкой парафина
1,233,3
1,543,7
3,
3,
3,1
3,1
40
Таблица 2
Церезин
3I
Продолжение табл.2
Таблица 3
Эти данные получены следующим образом. На алюминиевую подложку тремя ударами копра набивают образец жид- костекольной смеси повьшенной прили- паемости. Прочность на растяжение в сыром состоянии для этой смеси сосВНШШИ Заказ 3041/8
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
356104
тавляет 4 г/см Следовательно, при величине удельного сцепления образца с подложкой ( FOIP больше А г/см смесь будет прилипать к подложке, 5 Поэтому повторную обработку поверхности подложки разделительным составом производят после того, как ,g. превьшает 4 г/см. Для определения коэффициента трения . 10 подложку с образцом наклоняют и фиксируют угол соскальзьшания образца.
oTf .49
определяют по формуле.
Р sin oJ.
ts
отр.ча
,5р.
где Р - вес образца, г;
SOIP - площадь соприкосновения образца смеси и подложки.
Обработку подложки согласно предлагаемому способу осуществляют установкой ее над ванной с кипящим разделительным покрытием. Предварительно подложку подогревают.
Производственные испытания предлагаемого способа также подтвердили его преимущества. Согласно способу церезин {т.пл. 80°С нагревают до кипе-- ния (до 200°С.. Над кипящим церезином устанавливают стержневой ящик для изготовления стержней отливки Корпус фрикционного аппарата, предварительно подогретый до , и выдерживают здесь в течение 10 мин.
После остывания ящика до комнатной температуры в нем изготовляют стержни. В качестве разделительного покрытия применяется смазка на основе керосина, которую наносят кистью.
Среднее число съемов между обработками составляет 4-5,
Параллельно предлагаемому способу эти же стержни изготовляют на втором ящике, по известному способу тем же
церезином. Число съемов между обработками по предлагаемому способу составляет в среднем 15, а по известному - 4.
Технико-экономическая эффективность предлагаемого способа складывается из снижения трудозатрат при изготовлении стержней и повьгаения их качества.
Тираж 757
Подписное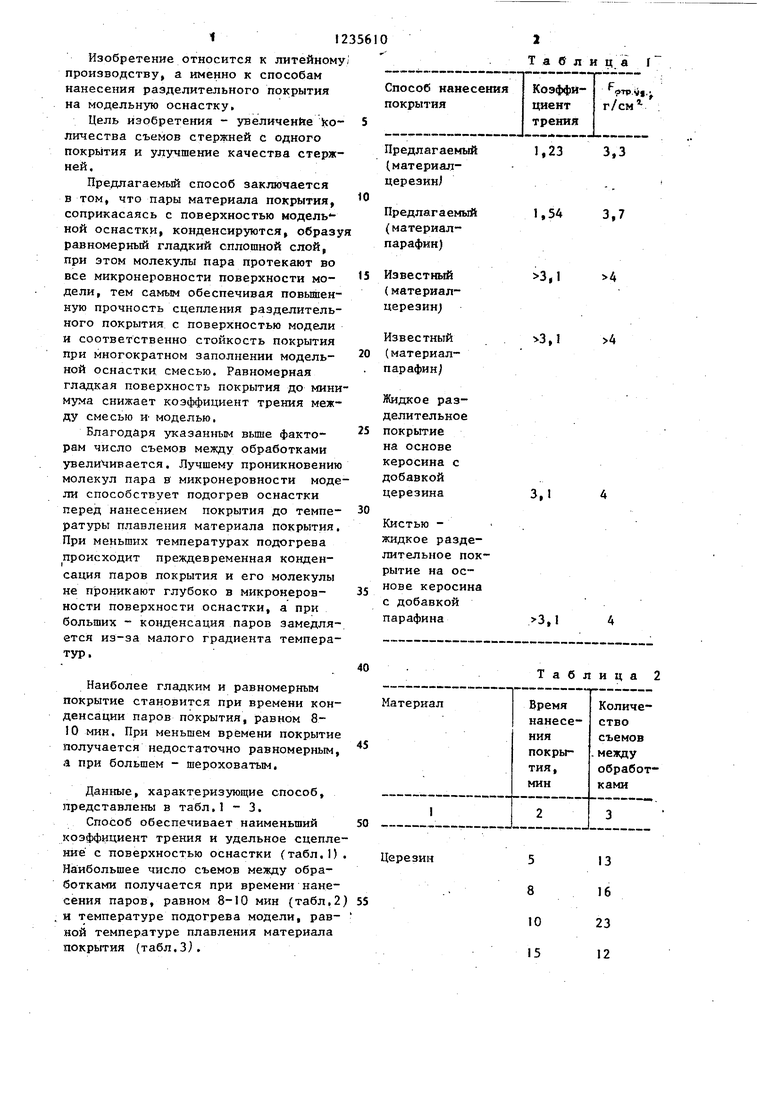
| название | год | авторы | номер документа |
|---|---|---|---|
| Разделительное покрытие для модельной оснастки | 1982 |
|
SU1082545A1 |
| Состав разделительного покрытия для модельной оснастки | 1985 |
|
SU1360872A1 |
| РАЗДЕЛИТЕЛЬНЫЙ СОСТАВ ДЛЯ МОДЕЛЬНО-СТЕРЖНЕВОЙ ОСНАСТКИ | 2005 |
|
RU2287399C2 |
| Способ изготовления облицованныхКОКилЕй | 1979 |
|
SU821047A1 |
| Разделительное покрытие для модельной оснастки | 1979 |
|
SU774770A1 |
| Разделительное покрытие для модельной оснастки | 1981 |
|
SU1026928A1 |
| Состав разделительного покрытия для модельно-стержневой оснастки | 1987 |
|
SU1433631A1 |
| Способ изготовления замороженных форм | 1979 |
|
SU831348A1 |
| Разделительное покрытие для модельнойОСНАСТКи | 1978 |
|
SU827241A1 |
| Способ изготовления литейных стержней и форм | 1987 |
|
SU1445850A1 |
| Сосненко К,И | |||
| Приготовление формовочных н стержневых смесей | |||
| М.: Высшая школа, 1971, с.10-15 | |||
| Разделительное покрытие для нагреваемой модельной оснастки | 1978 |
|
SU722653A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
