1
Изобретение относится к области сварки пластмасс, а имеино к сиособау сварки труб враструб, и может быт1з иеио.ль:и)ваио при строительстве трубопроводов.
Цель изобретения - повьппеиие прочности сварного соединения при сварке труб враструб за счет формирования зоны сплавления с. южной конфигурации.
На фиг. 1-3 изображен|11 этапы осупюст- вления способа.
Способ сварки пластмассовых дета.лей заключается в следуюпхем.
На пластмассовую трубку I (фиг. I) надевают ограничительный хомут 2 и формируют раструб.. Сформированный раструб прогревают изнутри дорном 3, нричем дорн формирует на внутренней поверхности раструба волнообразный фронт нроплавления 4 за счет наличия на своей рабочей поверхности участков 5 и 6 с различной теплопередачей.
Пара.тлельпо гильза 7, упираясь в ограпичительный хомут 8. формирует па внепшей поверхностп трубы 9 волнообразный фронт нроплавления 10 (фиг. 2).
После ирогрева соединяемых поверхпо- стей труб их приводят в контакт одну с другой (фиг. 3), причем менее разогретые ччастки I 1 одной трубы совмеп ают с 6o,:iee разогретыми участками 12 второй трубьг Между ог панпчительнымп хомутами 2 и 8
5
помещают обжимате.:1ь 13, который ciioinuf 1)абочими поверхностя.ми 14 обжимает менее разогретые участки 11 со стороны нару/к- пой новерхпости внешней трубы на величину амплитуды . (фи|-. 4), формируя волпооб- разную .чинию 1 5 сп,1авления. н выдерживают под давлепием до оетываппя сварного сое.тииения. Е итоге получается сварное соедннепие 16 (фиг. 5).
Пример. Сваривают полиэтиленовые трубы диаметром 50 мм с толн1иной етен.ки 4 мм. На нолиэти.ченовые трубы устанавливают ограничительные хомуты на расстоянии от торп.а трубы, равном глубине растр - ба нлюс 2 мм. Причем внутренний диаметр хомута на 0,2 мм меныпе номинального наружного диаметра свариваемой трубы. Устанавливают раструб на дорне, а гладкий конец трубы в гильзе - до у нора в ограничительный хомут. Производят нагрев деталей нри Tiiii:;., 250°С в течение 15 с. Снимают детали с дорна и гильзы, приводят в контакт друг с другом, причем промежуток времени между снятием деталей и их сопряжением равен 1-2 с. Обжимают обжимате- лем .менее прогретые кольцевые участки внеп1ней трубы на величину мм (ам- плитудь 1 во;|нообразного фронта проплав. le- ния) и выдерживают в таком состоянии ;io полного остывания сварного nacTpy6i;(Ji o соедине1шя на иротяжении 4 мин.
,1.
/s3iS3u4-i 3f34(.оставите. 1ь II. i. UK eei ;i
Pc. UiKTOp Л. ll niiiKiin;i Гс |)ел 11. ВересКорректо) Л. Фере;
Зпкпз 2972, 1.-1Тира/к 640Подпиенос
ВННИПИ Государственного комитета
по делам изобретений и открытий
113035, Москва, Ж -35. Раушская наб., д. 4;5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4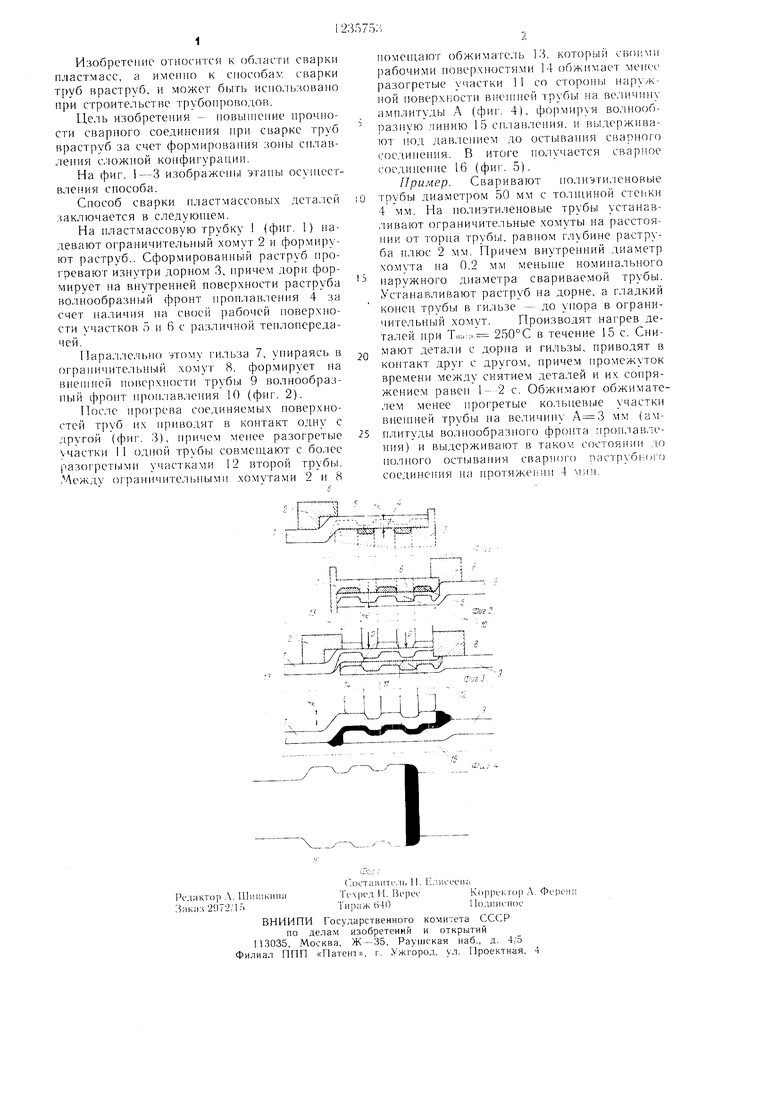
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластов в раструб | 1982 |
|
SU1077804A2 |
| ТЕРМОПЛАСТОВ врАструв | 1969 |
|
SU252586A1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| Устройство для контактной сварки труб | 1975 |
|
SU536058A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2000 |
|
RU2178356C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| Способ соединения трубы с муфтой из термопластов | 1984 |
|
SU1219403A1 |
| Способ соединения труб, выполненных из плавкого материала | 1990 |
|
SU1776775A1 |
| Способ сварки нагретым инструментом в раструб полимерных труб | 2016 |
|
RU2615890C1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| Авторское свидетельство СССР , 2 330970, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидете.тьство СССР ,Yy 1063613, кл | |||
| Солесос | 1922 |
|
SU29A1 |
