Изобретение относится к переработке полимерньгх материалов и может быть использовано в промышленности, применяющей Трубы из полимерных материалов.
Р1звестно устройство для формования раструба в полИМерных трубах, содержащее корпус, нагреватель, нагревательные и формующие гильзы и дорн. Известное устройство не обеспечивает сва-рки отформава.нной трубы с соединяемой трубой и сложно по конструкции 1 .
Известны устройства для сварки труб, содержащие заЖимы для перемещения труб и нагреватель для нагрева концов труб 2.
это устройство не обеспечивает форлювапия раструба на конце сваривае-мой трубы. Для осуществления сварки враструб необходимо дополнительное устройство для формования раструба, что усложняет конструкцию установки для сварки и удлиняет процесс соединения труб за счет затрат шремени на формование, установку труб для формован.ия, а затем на юварку.
Целью изобретения я1Бляется 1повыщение производительности и (Качества сварки.
Для достижения поставленлой цели устройство для контактной сварки труб снабжено разъемной в осевом направлении формующей матрицей, :внутренняя поверхность которой вьшолнена в виде двух ступеней, причем диаметр первой ступени равен нарул ному диаметру трубы, а диа.метр второй ступеней - наружному диа метру раструба, а на1греватель размещен на (нервой ступени. Кроме того, зажимные Хомуты выполнены ic рифленой (Внутренней поверхностью и снабжены закрепленным; на них дистанционными скобами.
Такое выполнение устройства обеспечгвает повышение произ1водительности за счет сов0мещения формования р1аструба со свар,ко:1 и повышает качество сварки.
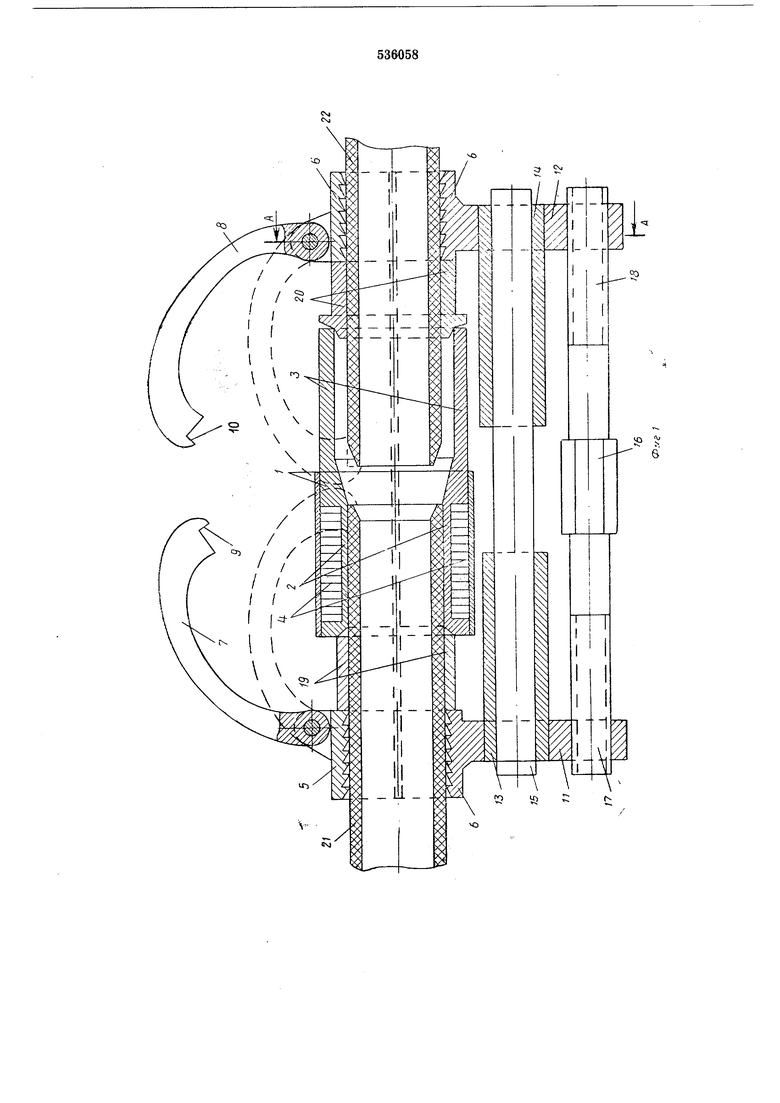
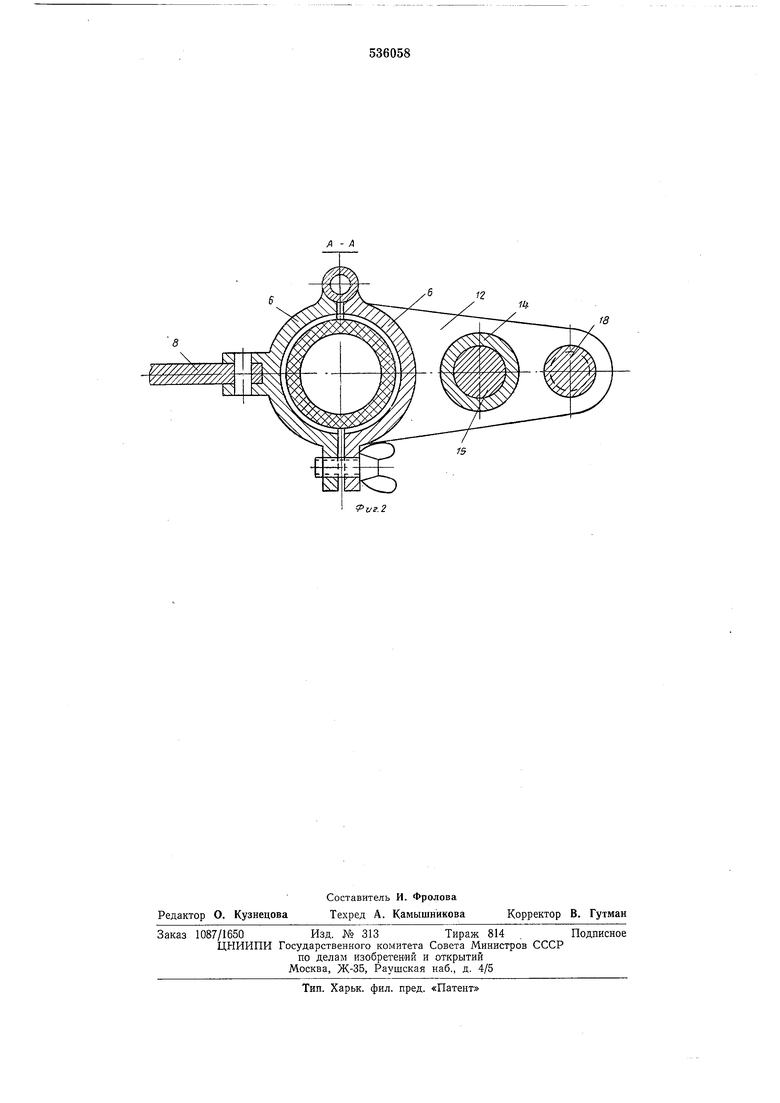
На фиг. 1 изображено нредлага: мое устройство, продольный разрез; на фиг. 2 - сечение А-Л на фиг. 1.
Устройство содержит разъемную в ос.;зом }гаправле.нии формующую матрицу /, влутрснняя полость которой вьшолнена в виде двух ступеней 2 и 3, причем диаметр ступени 2 равен наружному диаметру трубы, а диаметр
0 ступени Л - наружному диаметру раструба, и нагреватель 4, размещенный на ступени 2. Зажимные хоМуты 5 и б с рифленой 1внутренней поверхностью снабжены щарнирно закрепленными на них дистанционными скобами 7 и 8,
5 имеющими упоры 9 к 10, и кронштейнам: 11 и 12 с направляющими 13 и 14, в которых установлен стержень 15, и со стяжпой втулкой 16, имеющей пра1вую и левую резьбу, соединяющей щпильки 17 и 18 с правой и левой
0 резьбой соответственно. Устройство также
снабжено дистанционными разрезными втулками 19 и 20, р:азмещаемыми между зажимными хомутами формующей матрицы.
Устройство работает следующим образом. Вначале на трубы 21 и 22 надевают зажимные хомуты 5 и 5 и устанавливают их от конца трубы .на расстоянии, замеряемом дистанционными око-бами 7 и 8, совмещая их 9 II 10 с торцам и труб. Затем на концы труб 21 и 22 надевают соответственно диСтанционные втулки 19 и 20 до упора в зажимные хомуты, после чего надевают разъемную в осевом направлении формующую матрицу 1, объединяющую концы труб 21 и 22. После этого в наПравляющие 13 и 14 зажимных хомутов 5 и б вставляют стержень 15, а в отверстия кронштейнов 11 п 12 - шиильки 17 v 18 втулкой 16 и, вращая втулку 16, сближают концы труб до упора Матрицы в дистанционные втулки, после чего .матрицу фиксируют (на чертеже не показано).
К Н1агрев1ателю 4 подводят ток и разогревают конец трубы 21. Вращая стяжную втулку 16, вначале перемещают трубу 21 влево и снимают дистанционную втулку 19, а затем, вращая винт в обратном направлении, перемещ ают конец трубы 21 вгар-аво, яри этом разотретый лл.аотичный конец трубы 21 надевается на конец трубы 22 до самой дистанционной ,втулки 20, заполняя ступень 3, в которой цроисходит оформление раструба. После «еабХОйимой выдержки устройство разбирается. Далее цикл повторяется.
Формула изобретения
1.Устройство для контактной сварки труб, содержащее подвижные зажимные хомуты и кольцевой электронарраватель, отличающееся тем, что, с целью яовыщения производительности за счет совмещения формования раструба со сваркой, оно снабжено разъемной в осевом направлении формующей
.матрицей, внутренняя цоверхность которой выполнена IB виде дщух ступеней, «причем диаметр цервой ступени равен наружному диаметру трубы, диаметр второй ступени - наружному диаметру pacTipy6a, а нагреватель
размещен на первой ступени.
2.Устройство но п. 1, отличающееся тем, что, с целью цовышения качества соединения, зажимные хомуты выполнены с рифлевой внутренней поверхностью и снабжены щарнирно закрепленными на них дистанционными скоба-ми.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 202505, М. Кл.2 В 29 С 27/06, 1967 г.
2. Дубровкин С. Д. и др., «Монтаж санитарно-технических устройств из полимерных материалов, М., 1968 г., стр. 78-79 (цротоТИ1П).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАСТРУБА С КОЛЬЦЕВОЙ КАНАВКОЙ В ТЕРМОПЛАСТИЧНЫХ ТРУБАХ | 1991 |
|
RU2012503C1 |
| Установка для сварки труб из полимерных материалов | 1983 |
|
SU1199654A1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2002 |
|
RU2225561C2 |
| Устройство для формования раструбов в полимерных трубах | 1973 |
|
SU466112A1 |
| Способ соединеия труб из термопластов и устройство для его осуществления | 1984 |
|
SU1206121A1 |
| Устройство для герметизации конца трубы | 1989 |
|
SU1699797A1 |
| Устройство для изготовления цилиндрических изделий | 1986 |
|
SU1512798A1 |
| Устройство для формования раструбов в полимерных трубах | 1975 |
|
SU537830A2 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1435480A1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |