Изобретение относится к области сварки пластмассовых труб, а именно к устройствам для сварки труб из неплавких фторопластов.
Известно устройство для контактной сварки пластмассовых труб, содержащее разъемные кольцевые нагревательные элементы с разъемными гильзами из теплопроводного материала с равномерно расположенными по окружности гильзы прорезями для компенсации температурного расширения фторопласта (см. а. с. СССР N 1118536, МКл. 4 B 29 C 27/06, 1985).
Недостатком известного устройства является возможность деформации фторопласта в радиальном направлении к оси трубы и в результате падение сварочного давления, а также низкая скорость и большая длительность нагрева свариваемых внахлест труб с толщиной стенок более 3 мм из-за одностороннего подвода тепла.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является устройство для контактной сварки пластмассовых труб, содержащее разъемные внешние кольцевые нагреватели с замками и разъемными гильзами из теплопроводного материала, подвижный в осевом направлении кронштейн со штангой, внутренним нагревателем и внутренней гильзой из теплопроводного материала (см. Волков С. С. , Соколов В. А. Сварка фторопласта. - М. : Химия, 1992. С. 67-68).
Недостатком данного устройства является наличие радиальных зазоров между поверхностями гильз из теплопроводного материала и фторопластовых труб, составляющие 1,5-3 мм для труб диаметром 100 мм (там же, стр. 74), что резко ухудшает передачу тепла к зоне сварки и удлиняет процессы сварки, приводит к повышению степени кристалличности околошовной зоны и росту хрупкости фторопласта. Уменьшение радиальных зазоров вызывает при температурном расширении неплавкого фторопласта (фторопласт-4 или фторопласт-4Д) резкое увеличение сварочных напряжений, а при охлаждении ниже температуры перехода аморфной фазы в кристаллическую (327oC для фторопласта-4) обжим жесткой внутренней теплопроводной гильзы. Ввиду низкой когезии фторопласта эти явления приводят к появлению трещин и разрывов.
Данное устройство имеет невысокий технический уровень, так как не обеспечивает необходимой производительности при сварке труб из-за длительного нагрева, что приводит к низким прочностным показателям околошовной зоны.
В связи с этим важнейшей задачей является создание устройства для контактной сварки пластмассовых труб, включающего новую схему расположения и соединения нагревателей и гильз, обеспечивающей за счет оптимизации конструкции и материала гильз и способа крепления нагревателей сокращение времени нагрева свариваемых труб до заданной температуры, и тем самым повышение производительности процесса и уменьшение степени кристалличности околошовной зоны в трубах из неплавких фторопластов.
Техническим результатом заявленного устройства для контактной сварки пластмассовых труб является создание новой технологической схемы сварки на основе использования гильзы из теплопроводного биметаллического материала, обеспечивающей возможность регулирования зазоров между нагреваемыми трубами и поверхностями гильз, что позволяет значительно сократить длительность процесса сварки и повысить технические характеристики шва и околошовной зоны.
Указанный технический результат достигается тем, что в устройстве для контактной сварки пластмассовых труб, содержащем разъемные внешние кольцевые нагреватели с замками и разъемными гильзами из теплопроводного материала, кронштейн, подвижный в осевом направлении, со штангой, внутренним нагревателем и внутренней гильзой из теплопроводного материала, а внутренняя гильза изготовлена из биметалла с более низким коэффициентом термического расширения внутреннего слоя, взаимодействующего с поверхностью внутреннего нагревателя, и снабжена прорезями, равномерно расположенными по окружности в осевом направлении, с возможностью увеличения диаметра при нагреве, а внешние разъемные кольцевые нагреватели подпружинены в радиальном направлении, воздействуя на наружную поверхность пластмассовых труб при нагреве.
Новое устройство для контактной сварки имеет существенные отличия от прототипа по совокупности конструкции ряда деталей. Так предложено изготавливать внутреннюю гильзу из биметалла с более низким коэффициентом термического расширения внутреннего слоя, взаимодействующего с поверхностью внутреннего нагревателя. При нагреве цилиндрического изделия из биметаллического материала происходит увеличение его диаметра, причем это увеличение значительно больше, чем увеличение размеров вследствие термического расширения деталей из однородного металла. Термическая деформация биметаллической внутренней гильзы позволяет устранить зазор между ее наружной поверхности и свариваемой фторопластовой трубой.
Предложено выполнить на внутренней гильзе прорези, равномерно расположенные по окружности в осевом направлении. Наличие прорезей облегчает деформацию биметаллической гильзы в радиальном направлении при нагреве, снижает внутренние напряжения на границе соединенных слоев биметалла, а следовательно, увеличивает срок службы внутренней гильзы. Кроме того, снижение жесткости внутренней гильзы позволяет устранить слишком высокие сварочные напряжения из-за увеличения объема фторопласта при фазовом переходе.
Предложено выполнить внешние разъемные кольцевые нагреватели подпружиненными в радиальном направлении, воздействуя на наружную поверхность пластмассовых труб при нагреве. Плотный контакт внешних кольцевых разъемных нагревателей и внешних разъемных гильз с наружной поверхностью свариваемых труб из неплавких фторопластов позволяет увеличить интенсивность теплового потока и сократить время нагрева. При тепловом расширении фторопласта внешние кольцевые нагреватели раздвигаются до упора на замке, что позволяет поддерживать необходимые сварочные напряжения.
Приведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного решения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков решения, позволило выявить совокупность существенных отличительных признаков в заявленном объекте по отношению к усматриваемому заявителем техническому результату, изложенных в формуле изобретения, следовательно, заявленное изобретение соответствует требованию "Новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию "Изобретательский уровень" заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "Изобретательский уровень".
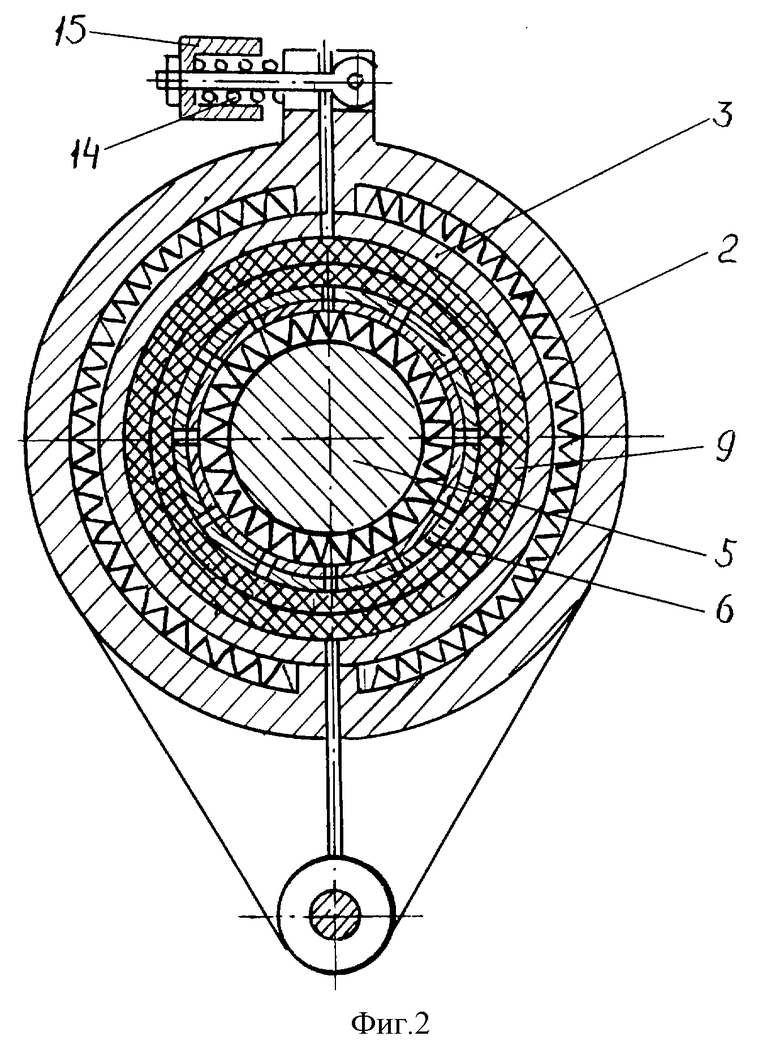
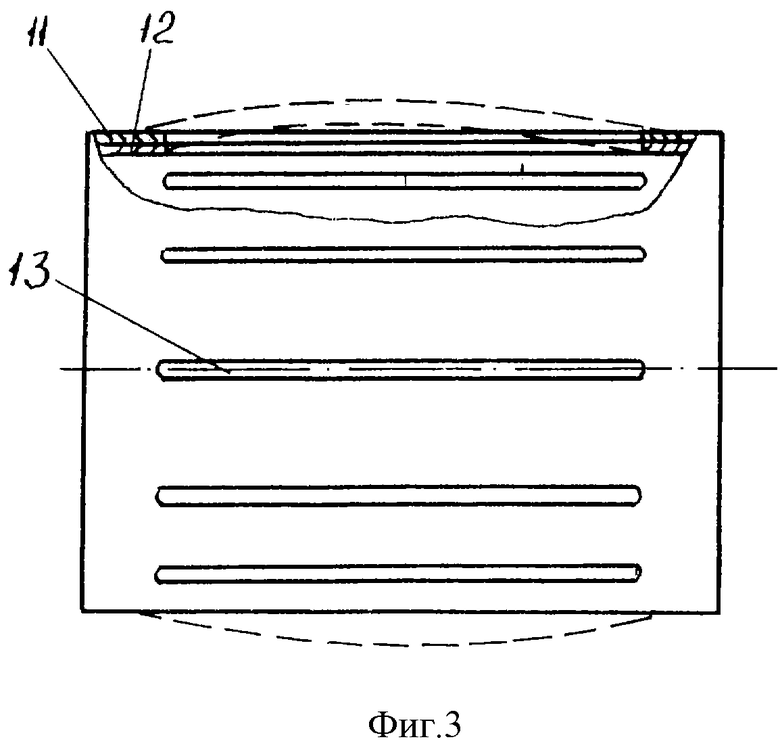
На фиг. 1 изображен общий вид устройства, на фиг. 2 - разрез А-А, на фиг. 3 - гильза внутреннего нагревателя.
Устройство содержит размещенные на станине 1 внешние разъемные кольцевые нагреватели 2 с внешними разъемными теплопроводными гильзами 3, кронштейн (на фиг. 1 не показан) со штангой 4, на котором укреплен внутренний нагреватель 5 с внутренней гильзой 6 из биметаллического материала с более низким коэффициентом термического расширения внутреннего слоя, взаимодействующего с поверхностью внутреннего нагревателя, снабженной прорезями 13, равномерно расположенными по окружности в осевом направлении с возможностью увеличения диаметра при нагреве. На станине также установлены рычажные зажимы 7 с пневмоприводом 8.
Внешние разъемные кольцевые нагреватели 2 снабжены замком 10 с пружинами (фиг. 2).
Устройство работает следующим образом. Собранные враструб фторопластовые трубы 9 помещают в рабочее пространство нагревательного устройства и фиксируют с помощью зажимов 7 пневмоприводом 8. Вокруг зоны соединения смыкают полукольца внешних разъемных нагревателей 2 с внешними разъемными гильзами 3, соединяя их замком 10 и пружинно поджимая к наружной поверхности фторопластовой трубы. Затем внутрь фторопластовой трубы вводят укрепленный на штанге 4 нагреватель 5 с внутренней биметаллической гильзой 6. Величина зазора между фторопластовой трубой и биметаллической гильзой должна обеспечивать свободное введение нагревателя с гильзой внутрь трубы и усадку фторопластовых труб в районе сварного соединения в процессе охлаждения после сварки без образования трещин.
При включении внешних и внутренних нагревателей происходит повышение температуры внешних разъемных гильз из теплопроводного материала, поджатых к фторопластовой трубе, и внутренней гильзы из биметалла. Разогревающаяся внутренняя гильза из биметалла за счет превышения коэффициента термического линейного расширения внешнего слоя 11 над внутренним 12 принимает бочкообразную форму (фиг. 3) и прижимается к внутренней поверхности фторопластовой трубы. Наличие продольных прорезей 13 облегчает выгиб среднего участка гильзы. Плотный контакт разогретых гильз и поверхности фторопластовых труб приводит к быстрому нагреву полимера. При превращении кристаллической фазы в аморфную объем фторопласта увеличивается примерно на 20%. Расширение материала труб в радиальном направлении может происходить как за счет отжима разъемных гильз и внешних кольцевых нагревателей, прижимаемых пружинами 14, до упора 15, так и за счет деформации внутренней гильзы с продольными прорезями. Жесткость пружин и внутренней гильзы подбирается с учетом получения необходимого сварочного давления.
После окончания процесса сварки внешние и внутренние нагревательные элементы отключаются, а внутрь сваренных фторопластовых труб подается холодный воздух. Снижение температуры внутренней биметаллической гильзы приводит к возврату ее к цилиндрической форме и появлению зазора между ней и поверхностью фторопластовой трубы. При охлаждении фторопластовой трубы и образовании кристаллической фазы во фторопласте ее внутренний диаметр уменьшается, не обжимая внутреннюю гильзу, а следовательно, исключая образование трещин.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий:
- устройство для контактной сварки пластмассовых труб позволило сократить длительность технологического цикла получения сварных соединений фторопластовых изделий, впервые обеспечило получение качественных сварных швов труб из неплавких фторопластов с высокими механическими характеристиками из-за низкого содержания кристаллической фазы в шве и околошовной зоне, что позволяет применять предложенное устройство для контактной сварки пластмассовых труб, предназначенных для перекачивания под давлением агрессивных сред;
- для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных конструктивных особенностей;
- устройство для контактной сварки пластмассовых труб, воплощенное в заявленном изобретении, при его осуществлении обеспечивает получение усматриваемого заявителем достигаемого технического результата. Следовательно, заявленное изобретение соответствует требованию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пластмассовых труб | 1988 |
|
SU1578016A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ БИМЕТАЛЛИЧЕСКИХ ТИТАНОСТАЛЬНЫХ ЗАГОТОВОК | 2002 |
|
RU2211125C1 |
| Устройство для контактной сварки пластмассовых труб | 1983 |
|
SU1118536A1 |
| ПАЯЛЬНАЯ ПАСТА ДЛЯ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СОЕДИНЕНИЯ | 1993 |
|
RU2056989C1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ ЧЕТЫРЕХСЛОЙНОГО МЕТАЛЛОФТОРОПЛАСТОВОГО ЛЕНТОЧНОГО МАТЕРИАЛА, ПОРИСТОСТИ ЕГО МЕТАЛЛИЧЕСКОГО КАРКАСА И КОНЦЕНТРАЦИИ ВХОДЯЩИХ В ЧЕТВЕРТЫЙ СЛОЙ КОМПОНЕНТ | 2006 |
|
RU2313065C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2171148C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОФТОРОПЛАСТОВЫХ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2000 |
|
RU2186658C2 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
Изобретение относится к сварке пластмассовых труб, а именно к устройствам для сварки труб из неплавких фторопластов. Устройство содержит разъемные внешние кольцевые нагреватели с замками и разъемными гильзами и подвижный в осевом направлении кронштейн. Гильзы выполнены из теплопроводного материала. Кронштейн имеет штангу, внутренний нагреватель и внутреннюю гильзу из теплопроводного материала. Внутренняя гильза изготовлена из биметалла с более низким коэффициентом термического расширения внутреннего слоя, взаимодействующего с поверхностью внутреннего нагревателя. Гильза снабжена прорезями, равномерно расположенными по окружности в осевом направлении с возможностью увеличения диаметра при нагреве. Внешние разъемные кольцевые нагреватели подпружинены в радиальном направлении, воздействуя на наружную поверхность пластмассовых труб при нагреве. Изобретение позволяет сократить время нагрева свариваемых труб, уменьшить степень кристалличности околошовной зоны в трубах из неплавких фторопластов. 3 ил.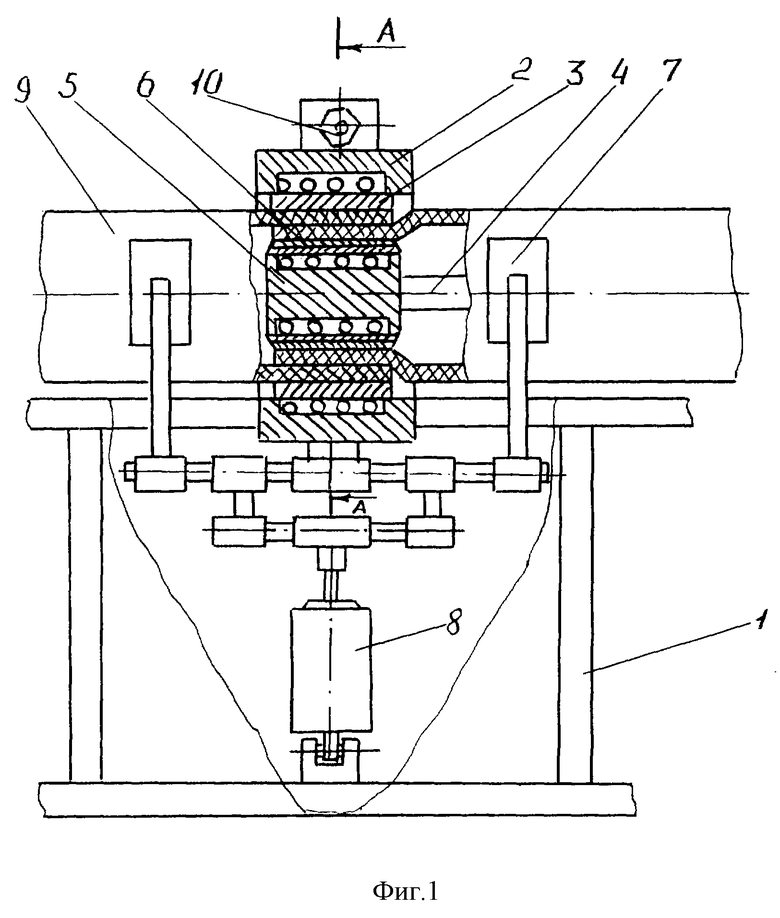
Устройство для контактной сварки пластмассовых труб, содержащее разъемные внешние кольцевые нагреватели с замками и разъемными гильзами из теплопроводного материала, кронштейн, подвижный в осевом направлении, со штангой, внутренним нагревателем и внутренней гильзой из теплопроводного материала, отличающееся тем, что внутренняя гильза изготовлена из биметалла с более низким коэффициентом термического расширения внутреннего слоя, взаимодействующего с поверхностью внутреннего нагревателя, и снабжена прорезями, равномерно расположенными по окружности в осевом направлении, с возможностью увеличения диаметра при нагреве, а внешние разъемные кольцевые нагреватели подпружинены в радиальном направлении, воздействуя на наружную поверхность пластмассовых труб при нагреве.
