«
Изобретение относится к куэнечно- прессовому машиностроению, а именно к конструкциям радиально-ковочных машин (РКМ), предназначенных для обработки глубоких отверстий трубообраз- ных изделий.
Целью изобретения является повьппе ние точности обработки отверстий изделий, а также повьшение производительности РКМ.
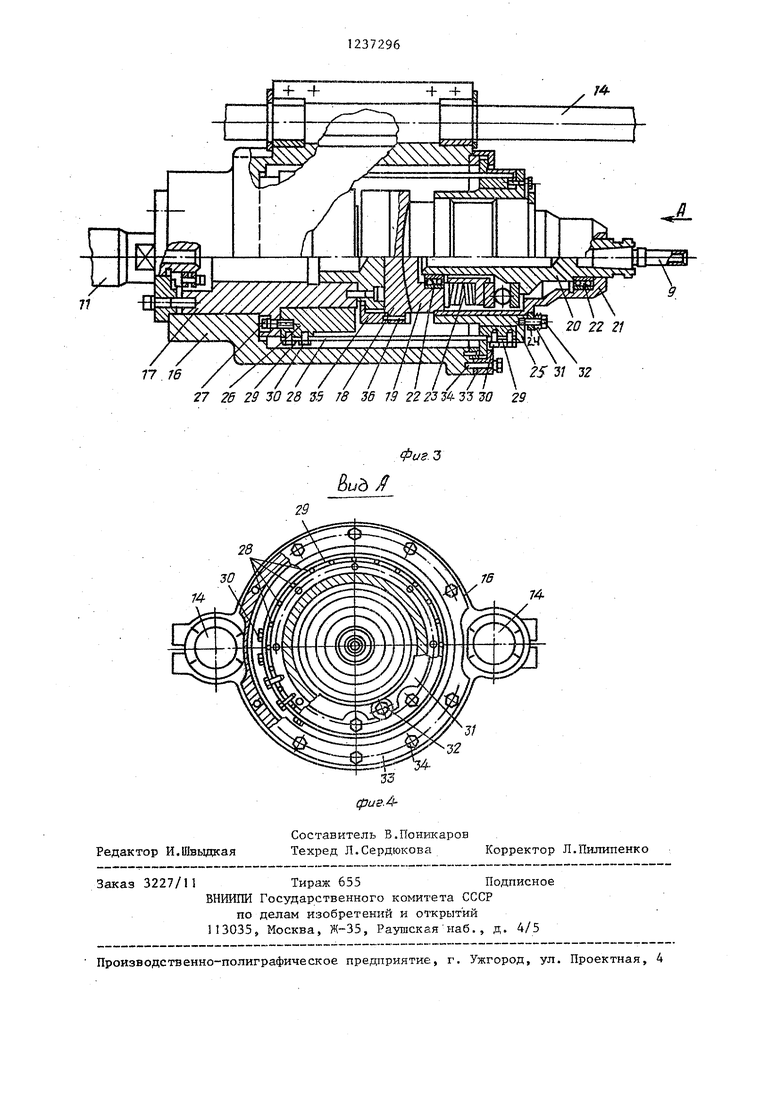
На фиг.Г схематически изображена РКМ, общий вид; на фиг.2 - схема установки обрабатьюаемой заготовки и- положение ее в ковочном механизме в процессе обработки; на фиг.З - самоустанавлт-гвающаяся опора оправки V контрфиксатора; на фиг, 4-вид А на фиг.3,
Радиально-ковочная машина содержит ковочный механизм 1 с бойками 2, зажимную головку-манипулятор 3, установленную в направляющих станины 4 с возможностью возвратно-поступательного перемещения в осевом направлении и с размещенным в ней с возможностью вращения полым шпинделем 5, через который проходит оправка-дорн 6, а также привод перемещения зажимной головки-манипулятора 3, вьтол- ненный в виде гидроцилиндра 7.
Радиально-ковочная машина содержит также контрфиксатор 8 с размещенной с возможностью возвратно-поступательного перемещения в осевом направлении центрирующей оправкой 9, привод перемещения центрирзтощей оправки, вьтолненный- в виде гидроцилиндра 10, шток II которого связан с центрирующей оправкой 9.
Привод перемещения зажимной головки-манипулятора 3 вьвполнен в. виде гидроцилиндров 12, контрфшссатор 8 установлен на стойке 13, соединенной двумя направляющими колонками 14 с планшайбой 15, установленной на станине ковочного механизма 1 и центрированной относительно оси ковки.
Центрирующая оправка 9 имеет опору, выполненную в виде установленного на направляющих колонках 14 с возможностью возвратно-постзгаатель- ного перемещения в осевом направлении корпуса 16, размещенных в корпусе 1 б центрального опорного элемента 17, одним концом взаимодействующего со штоком 11 гидроцилиндра 10, сферической пары, вогнутьй элемент
20
25
372962
которой выполнен в виде подпятника
18и смонтирован в корпусе 16 с возможностью плоскопараллельного перемещения в плоскости, перпендикуляр5 ной оси ковки, и взаимодействия через другой конец центрального опорного элемента 17 с приводом перемещения центрирующей оправки и выпуклым элементом,, выполненным в виде
0 пяты 19, установленным в корпусе 16 с возможностью углового смещения относительно оси ковки и связанным с центрирующей оправкой 9 через держатель 20 и обойму 21. При .этом держа тель 20 смонтирован в подшипниках 22 качения и, следовательно, может вращаться вокруг собственной оси вместе с оправкой 9 и обрабатьюаемой заготовкой, а для восприятия ударных осевых нагрузок, возникающих в процессе; ковки, между выпуклым элементом 19 и держателем 20 установлены пакет тарельчатых пружин 23 и упорный подшипник 24.
Опора центрирующей оправки также включает смонтированные на корпусе два съемных кольца 25 и 26, одно из которых 25 соединено с вьтуклым элементом 19а а другое 26 соединено с
30- опорным элементом 7 винтами 27, упругие стержни 28, охватывающие равномерно по окрзпкности элементы 18,
19сферической пары и концами закрепленные в кольцах 25,26 с помощью кре35 пежньхх элементов 2.9 и 30, при этом радиус сферической поверхности вогнутого сферического элемента 18 больше расстояния от этой поверхности до рабочей части центрирующей оправки 9,
40 т.е. до той части оправки, в которой закреплена заготовка.
Упругие стержни 28 образуют вместе с кольцами 25 и 26 упругую цилиндрическую по форме решетчатую конст 5 рзгкцию типа беличье колесо, которая является упруго податливой в осевом и- радиальном направлениях.
От осевого смещения обойма 21 удерживается кольцом 31 и подпружи ненными винтами 32, а вся упругопо- датливая конструкция (25-26-28) - кольцом 33 и винтами 34, вогнутый элемент 18 удерживается от выпадения кольцом 35 и винтами 36.
55 Ра,а;иально-ковочная машина работает следующим образом.
Обрабатьшаемую заготовку 37 устанавливают в проточку-гнездо шпинделя
3I
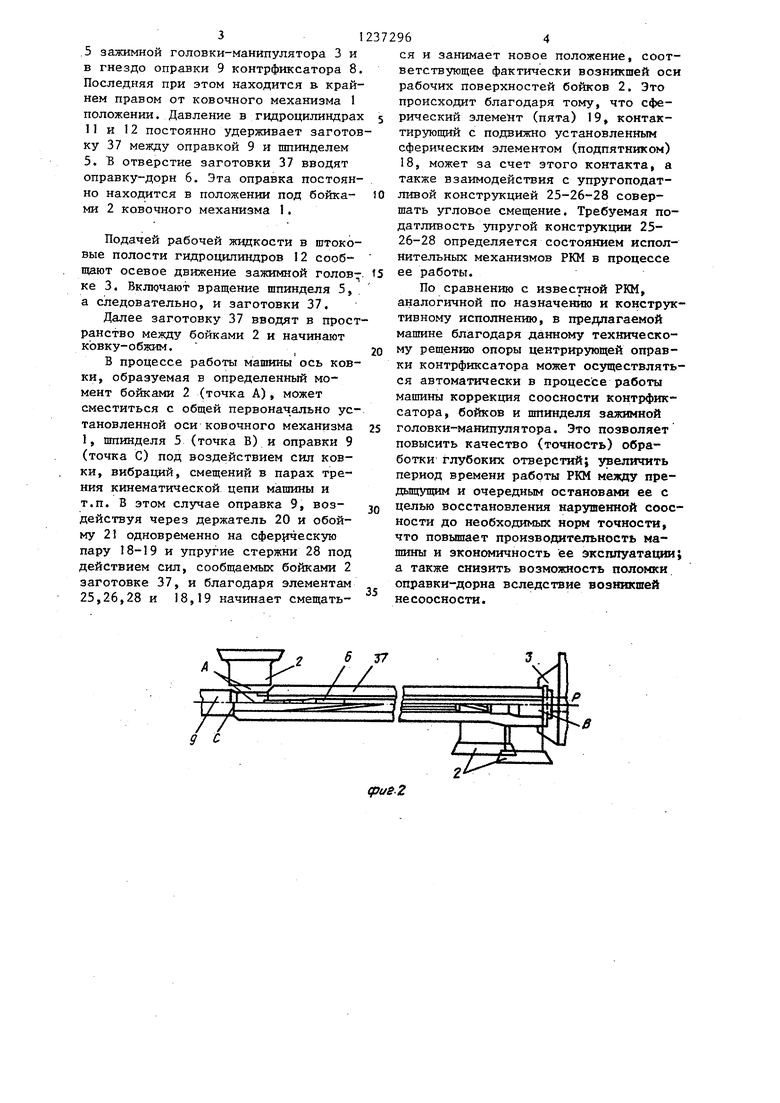
.5 зажимной головки-манипулятора 3 и в гнездо оправки 9 контрфиксатора 8. Последняя при этом находится в. крайнем правом от ковочного механизма 1 положении. Давление в гидроцилнндрах 11 и 12 постоянно удерживает заготов ку 37 между оправкой 9 и шпинделем 5, В отверстие заготовки 37 вводят оправку-дорн 6. Эта оправка постоянно находится в положении под бойками 2 ковочного механизма 1.
Подачей рабочей жидкости в штоко- вые полости гидроцилиндров 12 сообщают осевое движение зажимной головке 3. вращение шпинделя 5, а следовательно, и заготовки 37.
Далее заготовку 37 вводят в пространство между бойками 2 и начинают ковку-обжим.
В процессе работы машины ось ковки, образуемая в определенный момент бойками 2 (точка А), может сместиться с общей первоначально установленной оси ковочного механизма 1, шпинделя 5 (точка В) и оправки 9 (точка С) под воздействием сил ковки, вибраций, смещений в парах трения кинематической цепи машины и т.п. В этом случае оправка 9, воздействуя через держатель 20 и обойму 21 одновременно на сфер{1ческую пару 18-19 и упругие стержни 28 под действием сил, сообщаемых бойками 2 заготовке 37, и благодаря элементам 25,26,28 и 18,19 начинает смещать10
15
372964
ся и занимает новое положение, соответствующее фактически возникшей оси рабочих поверхностей бойков 2. Это происходит благодаря тому, что сферический элемент (пята) 19, контактирующий с подвижно установленным сферическим элементом (подпятником) 18, может за счет этого контакта, а также взаимодействия с упругоподат- ливой конструкцией 25-26-28 совершать угловое смещение. Требуемая податливость упругой конструкции 25- 26-28 определяется состоянием исполнительных механизмов РКМ в процессе ее работы.
По сравнению с известной РКМ, аналогичной по назначению и конструктивному исполнению, в предлагаемой машине благодаря данному техническому решению опоры центрирующей оправки контрфшссатора может осуществляться автоматически в процессе работы машины коррекция соосности контрфиксатора, бойков и шпинделя зажимной головки-манипулятора. Это позволяет повысить качество (точность) обработки глубоких отверстий; увеличить период времени работы РКМ между пре- дыщущим и очередным остановами ее с целью восстановления нарушенной соосности до необходимых норм точности, что повышает производительность машины и экономичность ее эксплуатации; а также снизить возможность поломки оправки-дорна вследствие возиикшей несоосности.
20
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНАЯ ГОЛОВКА-МАНИПУЛЯТОР | 2005 |
|
RU2295436C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| Способ радиальной ковки труб | 2021 |
|
RU2760842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| Радиально-ковочная машина | 1978 |
|
SU729915A1 |
| МАНИПУЛЯТОР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ЗАГОТОВОК | 1994 |
|
RU2074045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРУБ ТИПА "КОНФУЗОР-ДИФФУЗОР" | 2013 |
|
RU2542865C2 |
| Радиально-ковочная машина | 1986 |
|
SU1371750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |

ff
;4
27 26 29 70 28 35 78 36 73 2223ПЗЪ-30 29
Вид
фиг. 3
28
74
74
3f
32
Редактор И.Швыдкая
Составитель В.Поникарон
Техред Л.Сердюкова Корректор Л.Пилипенко
Заказ 3227/11Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ ПОЛУЧЕНИЯ ?ЯС-(ДИАЛКИЛКАРБАМОИЛ)ФОСФИТОВУГЛЕВОДОВ | 0 |
|
SU322329A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
