Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки труб на оправке.
Известен способ получения труб радиальной ковкой на оправке [В.А. Ростовщиков. Технология и оборудование для формообразования полых длинномерных поковок горячим радиальным обжатием // Кузнечно-штамповочное производство. - 1987. - №6 - С.10-13]. При этом способе обжатие исходной трубы осуществляют на радиально-ковочной машине с двумя манипуляторами, со стороны каждого из которых установлен механизм удержания оправок с приводами их перемещения вдоль оси ковки.
Оснащение радиально-ковочной машины со стороны каждого из манипуляторов механизмами удержания оправок с приводами их перемещения вдоль оси ковки существенно усложняет ее конструкцию и повышает трудоемкость получения труб из-за необходимости сборки и разборки механизмов фиксации и удержания оправок, отсоединения ее от привода перемещения вдоль оси ковки, изготовления двух оправок для получения каждого типоразмера труб, требования применения дополнительного поворотного стола для разворота исходной трубы в горизонтальной плоскости после ковки одного ее конца перед ковкой другого ее конца. Особенно эффективность этого способа снижается при получении малых партий труб в случае чередования ковки на радиально-ковочной машине труб и сплошных профилей.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является, принятый в качестве прототипа, способ получения труб радиальной ковкой на оправке [В.А. Ростовщиков. Технология и оборудование для формообразования полых длинномерных поковок горячим радиальным обжатием // Кузнечно-штамповочное производство. - 1987. - №6. - С.10-13; Закарлюкин С.И., Коваль Г.И. Применение радиально-ковочной машины SKK-14 для холодной и горячей ковки труб / Вестник ЮУрГУ. серия «Металлургия». Том 15. №2. - 2015. - С.106-113].
При применении этого способа обжатие исходной трубы осуществляют на радиально-ковочной машине с двумя манипуляторами, только со стороны одного из них установлен механизм удержания оправки с приводом ее перемещения вдоль оси ковки. Этот механизм подает оправку в зону деформации и постоянно удерживает ее в этой зоне. Исходную трубу сначала удерживает и подает в зону деформации один манипулятор, а затем часть исходной трубы и часть готовой трубы удерживает и подает в зону деформации другой манипулятор.
Это способ получения труб радиальной ковкой обладает практически теми же недостатками, что и способ-аналог. Устраняется только применение двух оправок. Только со стороны одного из манипуляторов установлен механизм удержания оправки с приводом ее перемещения вдоль оси ковки. Это несколько упрощает конструкцию радиально-ковочной машины. Также устраняется необходимость использования поворотного стола для разворота исходной трубы в горизонтальной плоскости.
Оснащение радиально-ковочной машины дополнительным отдельным механизмом удержания оправки и приводом ее перемещения также приводит к усложнению ее конструкции, уменьшает надежность ее работы, приводит к сокращению межремонтных сроков. Это в конечном итоге снижает производительность при получении труб радиальной ковкой.
Необходимость сборки и разборки механизмов фиксации и удержания оправки, отсоединения ее от привода перемещения вдоль оси ковки, особенно при получении малых партий труб при чередовании ковки на радиально-ковочной машине труб и сплошных профилей, приводит к повышению трудоемкости получения труб радиальной ковкой, что в конечном итоге также снижает производительность.
Таким образом, основным недостатком данного способа являются низкая его производительность.
Задачей изобретения является повышение производительности радиальной ковки при получении труб.
Поставленная задача достигается тем, что в заявляемом способе радиальной ковки труб на оправке, включающем удержание оправки в зоне деформации, удержание, перемещение трубы в зону деформации для ее пластической деформации, согласно изобретению, удержание оправки осуществляют манипуляторами, причем сначала удержание оправки осуществляют одним манипулятором при удержании и перемещении трубы в зону деформации для ее пластической деформации другим манипулятором, затем функции манипуляторов меняют.
Передача функции удержания оправки манипуляторам позволяет устранить необходимость применения в радиально-ковочной машине дополнительного отдельного механизма удержания оправки с приводом ее перемещения.
Удержание оправки одним манипулятором при удержании и перемещении трубы в зону деформации другим манипулятором с последующим изменением функций манипуляторов позволяет получать из исходной трубы готовые трубы без отходов ее концов.
Устранение применения на радиально-ковочной машине дополнительного отдельного механизма удержания оправки с приводом ее перемещения дает возможность существенно упростить ее конструкцию, повысить надежность ее работы и межремонтные сроки. Это на практике позволит повысить производительность при получении труб радиальной ковкой.
Устранение необходимости сборки и разборки механизмов фиксации и удержания оправки, отсоединения ее от привода перемещения вдоль оси ковки позволяет снизить трудоемкость получения труб радиальной ковкой. Особенно очевидным становится это положение в условиях малотоннажного производства продукции на радиально-ковочной машине, когда требуется быстрый переход с ковки сплошных профилей на ковку труб и наоборот.
Затраты времени на указанные переходы, перестройки механизмов, которые в некоторых случаях превышают время, затрачиваемое на собственно ковку, существенно снижают производительность радиально-ковочной машины, в том числе и при получении труб.
Таким образом, применение предлагаемого способа обеспечивает повышение производительности радиальной ковки при получении труб.
Предлагаемое изобретение проиллюстрировано на чертежах.
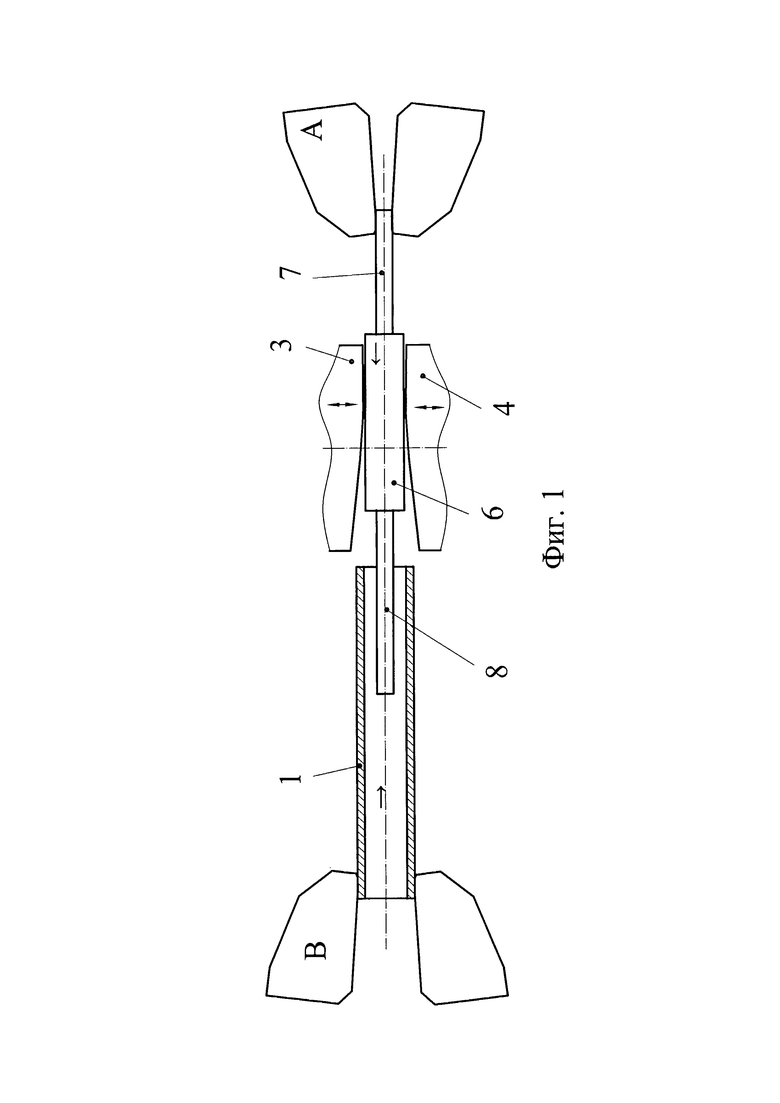
На фиг.1 показан вид сбоку на бойки, зажимные губки манипуляторов, исходную трубу, удерживаемую зажимными губками манипулятора со стороны задачи ее в бойки, перед ее задачей в бойки для деформации, оправку с двумя державками, удерживаемую зажимными губками манипулятора со стороны противоположной задаче исходной трубы в бойки.
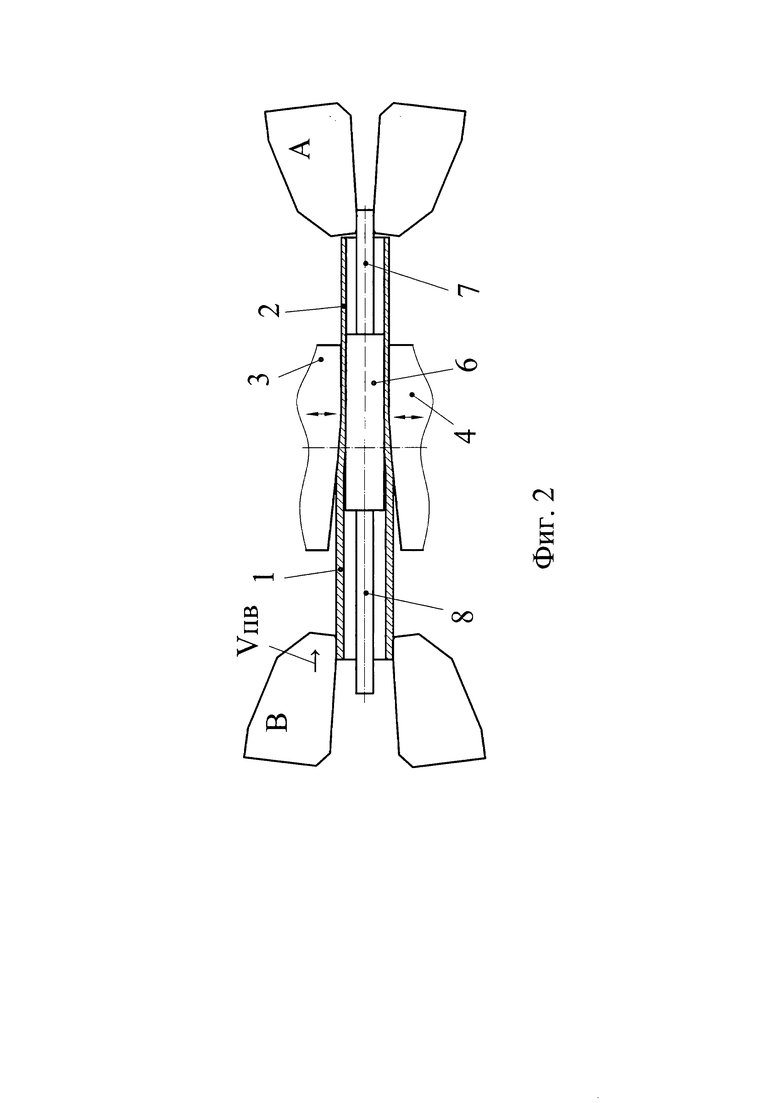
На фиг.2 показан вид сбоку на бойки, зажимные губки манипуляторов, исходную трубу, удерживаемую зажимными губками манипулятора со стороны задачи ее в бойки, во время ее деформации бойками с получением части готовой трубы, оправку с двумя державками, удерживаемую зажимными губками манипулятора со стороны получаемой готовой трубы.
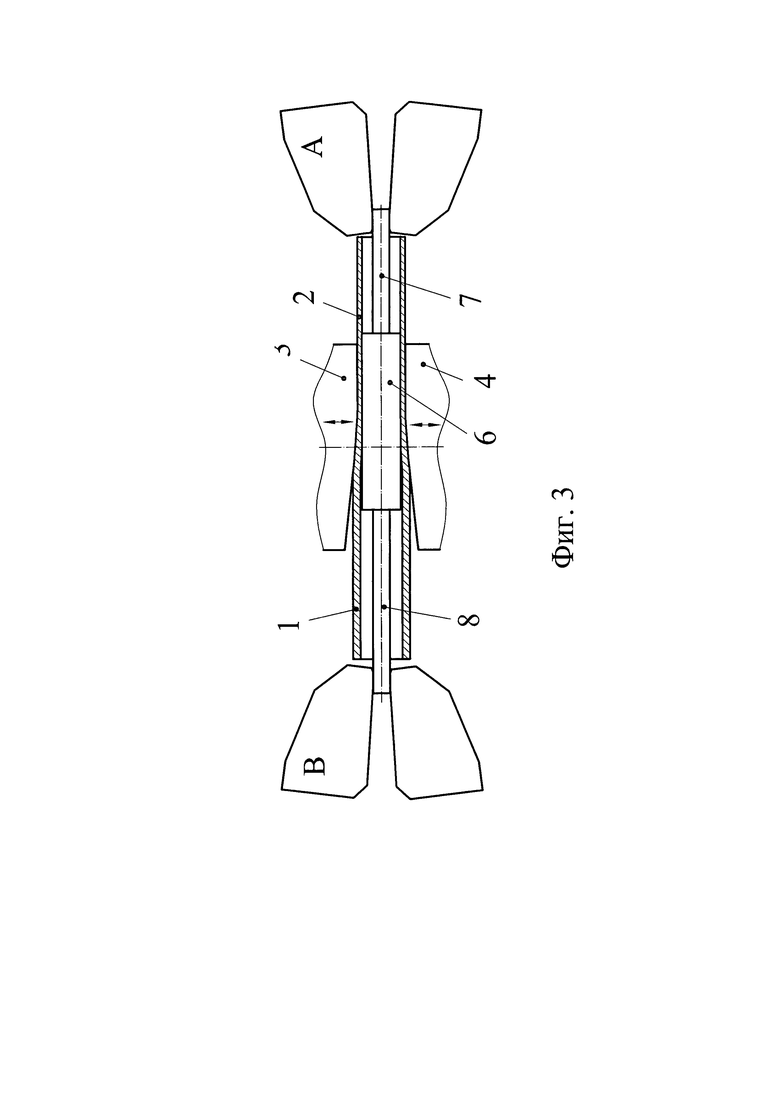
На фиг.3 показан вид сбоку на бойки, зажимные губки манипуляторов, исходную трубу во время ее деформации бойками с получением готовой трубы, оправку с двумя державками, удерживаемую зажимными губками одновременно двух манипуляторов.
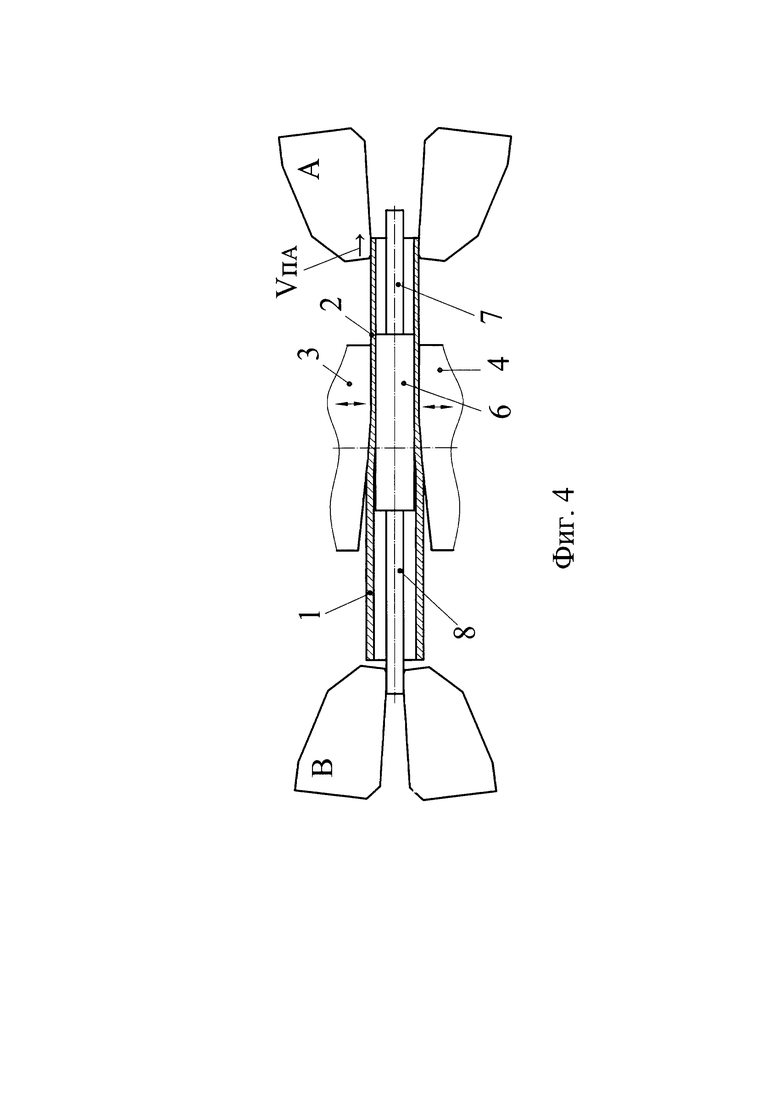
На фиг.4 показан вид сбоку на бойки, зажимные губки манипуляторов, исходную трубу во время ее деформации бойками с получением части готовой трубы, удерживаемой зажимными губками манипулятора со стороны получаемой готовой трубы, оправку с двумя державками, удерживаемую зажимными губками манипулятора со стороны исходной трубы.
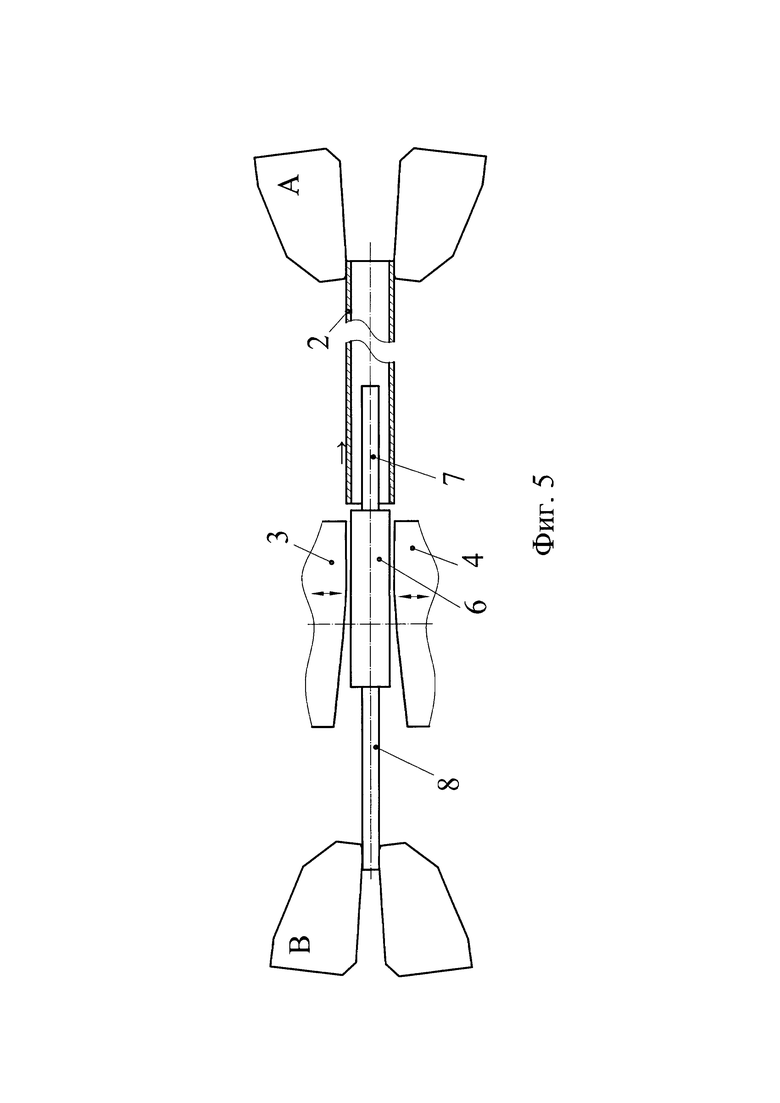
На фиг.5 показан вид сбоку на бойки, зажимные губки манипуляторов, готовую трубу, удерживаемую зажимными губками манипулятора со стороны получаемой готовой трубы, оправку с двумя державками, удерживаемую зажимными губками манипулятора со стороны задачи в бойки исходной трубы.
Процесс получения из исходной трубы 1 готовой трубы 2 с применением радиально-ковочной машины с бойками 3, 4 и с двумя манипуляторами А и В на оправке 6 с закрепленными на ее концах державками 7 и 8 осуществляется следующим образом (фиг.1-5).
Исходная труба 1 зажимается губками манипулятора В. Стержень 7 оправки 6 зажимается губками манипулятора А. Оправка 6 с помощью державки 7 губками манипулятора А устанавливается в требуемое положение между бойками 3 и 4 (фиг.1). Исходная труба 1 губками манипулятора В ускоренно подается (по горизонтальной стрелке 1) в бойки 3 и 4, совершающими возвратно-поступательное перемещение в направлении вертикальных стрелок. При подходе исходной трубы 1 к бойкам 3, 4 манипулятор В переходит в режим подачи и перемещается со скоростью Vпв.
При этом из исходной трубы 1 путем ее пластической деформации бойкам 3 и 4 постепенно формируется готовая труба 2 (фиг.2). После формирования длины части готовой трубы 2, достаточной для зажима ее губками манипулятора А, манипулятор В останавливается, его губки разжимаются, «отпуская» исходную трубу 1, перемещаются влево (фиг.3) и зажимают стержень 8 оправки 6. Одновременно с захватом губками манипулятора В стержня 8 губки манипулятора А разжимаются, «отпуская» стержень 7 оправки 6, перемещаются влево (фиг.4) и зажимают конец готовой трубы 2.
Далее при удержании оправки 6 посредством стержня 8 губками манипулятора В, удержании части готовой трубы 2 губками манипулятора А манипулятор А переходит в режим подачи, перемещаясь со скоростью VПА вместе с частью исходной трубы 1 и частью готовой трубы 2. При этом часть исходной трубы 1 перемещается в зону деформации между бойками 3, 4 и из нее постепенно формируется путем пластической деформации бойкам 3 и 4 готовая труба 2 (фиг.5).
Таким образом, приведенный пример показывает, что применение предлагаемого способа обеспечивает получение из исходной трубы путем пластической деформации готовой трубы без применения в радиально-ковочной машине дополнительного отдельного механизма удержания оправки с приводом ее перемещения.
Предложенный способ опробован при холодной радиальной ковке готовых труб с наружным ∅52 мм, внутренним ∅45 мм из исходной трубы с наружным ∅60 мм, внутренним ∅50 мм на радиально-ковочной машине (РКМ) SKK-14 австрийской фирмы GFM, установленной на предприятии-заявителе. Марка материала труб - сталь 12Х18Н10Т. Радиальная ковка производилась четырьмя однозаходными бойками за один проход. Применялась коническая оправка длиной 200 мм, угол наклона 0,3 град. В результате проведенных опытных работ без применения специального механизма удержания оправки с приводом ее перемещения, которым оснащена РКМ SKK-14, получены качественные холоднодеформированные трубы из нержавеющей стали.
Проведенные опытные работы подтвердили эффективность предложенного способа, а именно, получение качественных холоднодеформированных труб из нержавеющей стали без применения специального механизма удержания оправки с приводом ее перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2015 |
|
RU2602586C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ КОРОТКОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2650654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655514C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2015 |
|
RU2614918C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при радиальной ковке труб на оправке. Оправку удерживают в зоне деформации манипуляторами. Производят удержание и перемещение трубы в зону деформации посредством двух манипуляторов для обеспечения пластической деформации трубы. При этом сначала удержание оправки осуществляют одним манипулятором при удержании и перемещении трубы в зону деформации другим манипулятором, затем функции манипуляторов меняют. В результате обеспечивается повышение производительности при получении труб радиальной ковкой. 5 ил.
Способ радиальной ковки труб на оправке, включающий удержание оправки в зоне деформации, удержание, перемещение трубы в зону деформации двумя манипуляторами для ее пластической деформации, отличающийся тем, что удержание оправки осуществляют манипуляторами, причем сначала удержание оправки осуществляют одним манипулятором при удержании и перемещении трубы в зону деформации другим манипулятором, затем функции манипуляторов меняют.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Устройство для радиальной ковки полых профилей на оправке | 2017 |
|
RU2690326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| DE 3122443 A1, 16.12.1982 | |||
| JP 6170482 A, 21.06.1994. | |||

