Изобретение относится к измерё- нию теплофизических свойств материалов, а именно к измерению коэффициента аккумуляции тепла литейной формы.
Цель изобретения - повышение точности измерения коэффициента аккумуляции тепла литейной формы.
Сущность изобретения заключается в изготовлении формы-пробы с канала- ми диаметром или толщиной 1,2-4 мм, заливке ее жидким металлом с постоянной скоростью течения расплава в каналах пробы, измерения длины прутков, полученных в них, и определе- НИИ эффективного коэффициента аккумуляции тепла литейной фор1Ф1 из уравнения теплового баланса металла и формы для периода заполнения каналов.
Начальньш участок длины канала LJ расплав заполняет в жидком состоянии, при этом он охлаждается от температуры заливки до температуры кристаллизации Т,- при постоянной скорости заполнения:
(О
где W - скорость потока жидкого металла, м/с;
, - время течения металла в канале до начала затвердевания , с.
Значение Г, определяют из уравнения теплового баланса для первого участка заполнения канала;
-C/PM-SK- T (x,C-)-Tn,J.P,dc-,
где Sj, - площадь поперечного сечения канала,
РК - периметр этого сечения, м;
У.Ц - коэффициент теплоотдачи от
потока металла к поверх- ности формы, Вт/(м .к);
Сд, - удельная теплоемкость жидкого металла, Дж/{кг.К),
Р| - плотность жидкого металла, кг/м ;
Т(х,7) - текущая температура жидкого
металла. К;
Т„ - температура поверхности канала формы, К.
Из граничных условий TV рода9 ре- шая уравнение теплового баланса на границе металла и формы, находят температуру на граничной поверхности
15
237303 .2
Т Prfv r -Tl-l-T
т Ъ + Ъ t U,cJ IJ +.1,
, (3)
где b - коэффициент аккумуляции 5 тепла расплавленного металла, BT.(M.K); 0-, - коэффициент аккумуляции
тепла-формы, Вт. /(м.К). После подстановки (З) и (2), ин- 10 тегрирования в пределах от О до Z, и от ,,, до находят с, :
. С R , Т W. -Т о S ъ uin
,p -TO
где R|. - гидравлический радиус
канала, м.
Подставляя значение Ci в ( 1 ) имеем
I
./
т и. ч 1 -
b,-w - -.-..-.к,.1,
, (О
при заполнении второго участка ка- нала в металле вьщеляется твердая фаза и уравнение теплового баланса для этого периода иммет вид
.зф-S .,(T,-.T,,)P, .dt,
(5)
где р - плотность твердого металла,
кг/м ;
, эффективная теплота кристаллизации металла, Дж/кг; :пг - доля твердой фазы в головной части потока.
При заполнении второго участка канала ) Т кр , используя выра- 40 жение (з), находим
Ъф
ьгг-ъ:: TKD-TC)
р
(6)
Подставляя это выражение в -(5), а также учитывая, что dC -,, получим
55
50 .., p- V- wTfi ; (7)
В результате интегрирования (7) от О до m и от О до L находим следующее выражение для расчета величины L- при остановке потока за счет накопления твердой фазы в головной части:
r« 3je:aL5} jLblbL . О « Ь(р Гт р -т, )
(8)
Общая длина заполняемого канала L равна сумме L и Lj:
PM 1iip.ip
МКт|Ьм + Ъ, , Тздл-То Рм Окр
-k l -MpMtn т .т Т -Т
V Ь„ М I Ujj о кр
последнего :йыражения после некоторых преобразований получим уравнение для расчета эффективного коэффициента аккумуляции тепла формы при ее заполнении:
.
w-RrTc;,; .,qy.t™
т,р -т, т,р -т;
Таким образом, способ основан на использовании расчетной форму- , лы (10).
Для определения значения Ь™ измеряют длину L заполненного металлом канала литейной формы-пробы, имeюE eгo калиброванный размер R и залитого с постоянной скоростью W течения металла в ней. Другие значения параметров в формуле (Ю) являются справочными-данными. Значение m принимают равным 0,2-0,3. Диаметр толщины каналов выдерживают в интервале 1,2-4 мм. При диаметре, меньшем нижнего предела, длина заполненного канала зависит не только от тепловых фактовов, но и от капиллярных сил, поэтому способ становится некорректным. При диаметре, большем верхнего предела, форма в процессе заполнения канала прогревается на большую глубину и способ не имеет преимуществ перед известными .
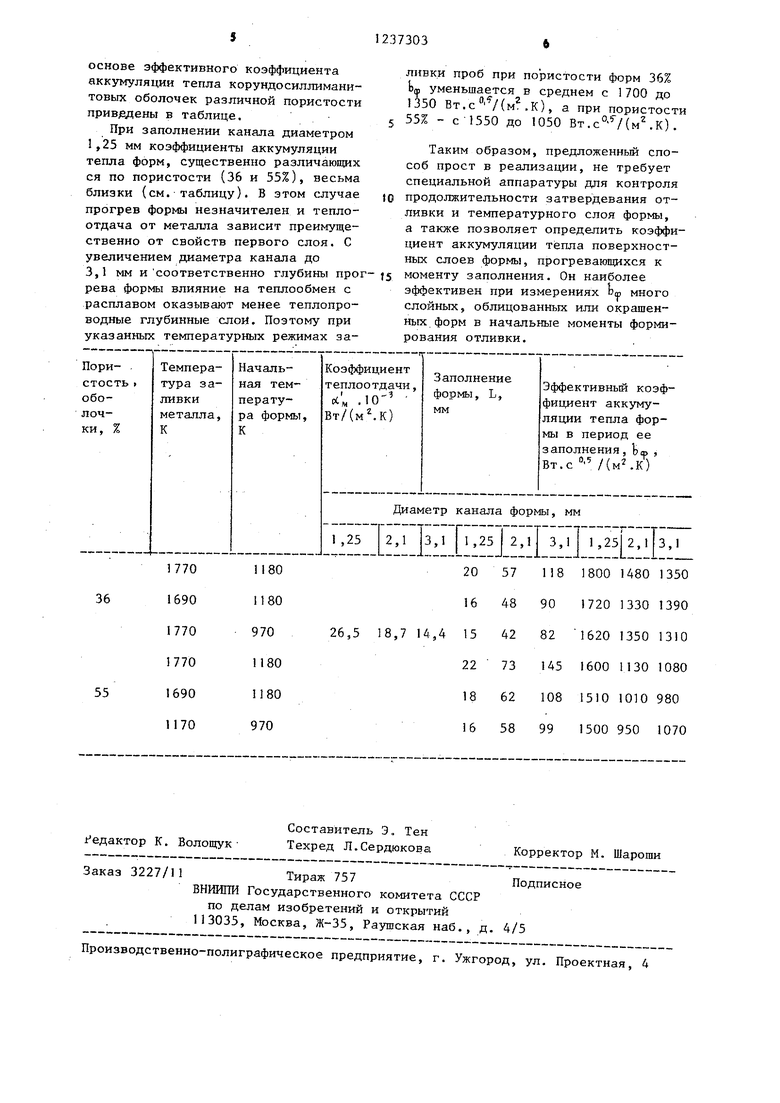
Пример. По выплавляемым моделям на этилсиликатном связующем изготовили семислойные корундосилли манитовые формь: прутковой пробы с диаметрами 1,25; 2,1; 3,1 мм с расстояниями между каналами 4,6,8, 9 и 10 мм. В пробе каналы каждого из указанных размеров сгруппированы по три и расположены симметрично по обе стороны от стояка. Жидкий металл от стояка поступает в каналы снизу через общий коллектор.
По одну сторону от стояка на пробе быпа сформирована оболочка
9)
аа2373034
пористостью 36%, а по другую - 55%. Такого изменения пористости достигали путем введения парообразующих добавок в оболочку, начиная с второ5 го слоя. Первый слой у всех форм в соответствии с принятой технологией изготовления имел одинаковую и более высокую по сравнению с другими слоями плотность.
10 Оболочки прокаливали при 1200 К в течение 5 ч и заливали в вакууме Па жаропрочным сплавом ЖСбУ. Температуры заливки металла , бы- ,ли равны 1690 и 1770 К, а начальные
15 температуры форм Т, - 970 и 1180 К. Скорость подъема металла в стояке и каналах пробы (скорость течения металла) 0,06 м/с. Постоянство скорости подъема уровня металла обес20 печивали благодаря наличию под чашей отверстия диаметром 10 мм, сечение которого значительно меньше сечения стояка. После охлаждения отливки с нее отбивали керамику и измеряли вы25 соту залитых прутков. Усредненные, данные по заполнению каналов одинакового диаметра испольэовалу для оп ределения коэффициента аккумуляции тепла формы по формуле (Ю). При
30 этом было принято: qjp, щ ЗА6
. 10 Дж/кг; РЛ, 8400 кг/м ; Ъ« 9920 Вт.с -VCM .к); S 780Q
35
См 880 Дж/(кг. к); Т,; 1588 К; m 0,25.
Коэффициент теплоотдачи Л m рассчитывали по критериальному уравнению
N 0,7 Pe
(11)
oi(
где ,d - критерий Нуссельта;
W ,- .d - критерий Пекле;
d - диаметр канала, м;
и а
- коэффициент теплопроводности ( Вт/м.К) и температуропроводности (м /с) жидкого металла.
Очевидно,
V
N.. « , W ,м -О «tM 5----0.() . (С.р«).
d Формула (11) справедлива для об- ласти значений 20 «i Ре 300, что соответствовало условиям эксперимента.
Результаты экспериментального определения заполнения и расчета на их
основе эффективного коэффициента аккумуляции тепла корундосиллимани- товых оболочек различной пористости приведены в таблице.
При заполнении канала диаметром 1,25 мм коэффициенты аккумуляции тепла форм, существенно различающих ся по пористости (36 и 55%), весьма близки (см. таблицу). В этом сшучае прогрев формы незначителен и теплоотдача от металла зависит преимущественно от свойств первого слоя. С увеличением диаметра канала до 3,1 мм и соответственно глубины прорева формы влияние на теплообмен с расплавом оказывают менее теплопро- водньш глубинные слои. Поэтому при указанных температурных режимах за едактор К. Волощук
Составитель Э, Тен Техред Л.Сердюкова
Заказ 3227/11
Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ливки проб при пористости форм 36% bffl уменьшается в среднем с 1700 до 1350 Вт.с /(м. ,К), а при пористости 55% - с-1550 до 1050 Bт.c°V() .
Таким образом, предложенньй способ прост в реализации, не требует специальной аппаратуры для контроля
продолжительности затвердевания отливки и температурного слоя формы, а также позволяет определить коэффициент аккумуляции тепла поверхностных слоев формы, прогревающихся к
моменту заполнения. Он наиболее эффективен при измерениях b|p много слойных, облицованных или окрашенных форм в начальные моменты формирования отливки.
Корректор М. Шароши
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕРМИЧЕСКОГО СОПРОТИВЛЕНИЯ ТЕПЛОВОЙ ТРУБЫ | 1991 |
|
RU2015483C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРНОГО УРОВНЯ КОНТУРНОЙ ТЕПЛОВОЙ ТРУБЫ | 1993 |
|
RU2062970C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| Способ ликвидации газового фонтана на скважинах в морских условиях | 2022 |
|
RU2803086C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Способ формирования частиц с гомогенной структурой при получении мелкодисперсных металлических порошков | 2020 |
|
RU2779961C2 |
| ЛИТЕЙНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКОВАЯ ФОРМА | 2024 |
|
RU2828801C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛООТДАЧИ | 2001 |
|
RU2220409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ДЕТАЛИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157296C1 |
| Блок регенеративного теплообменника для подогрева воздуха продуктами сгорания | 2017 |
|
RU2644425C1 |
| Способ определения коэффициента теплоаккумулирующей способности материалов | 1982 |
|
SU1061018A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вейник А.И | |||
| Термодинамика литейной формы.-М.: Машиностроение, 1978, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
