Изобретение относится к области литейного производства, в частности, к многослойным оболочковым формам для изготовления металлических сферических отливок по выплавляемым моделям.
Литейная многослойная оболочковая форма состоит из тонкостенных многочисленных облицовочного, промежуточных и наружного слоев.
В облицовочном и прилегающих к нему слоях стояка оболочки выполнены кольцевые выточки.
Наиболее близкой к заявляемой литейной многослойной оболочковой форме является литейная многослойная оболочковая форма, все слои которой изготовлены только на кварцевом песке и этилсиликате («Литье по выплавляемым моделям» под ред. Я.И. Шкленника и В.А. Озерова, М.: Машиностроение, 1984, с. 178-186).
Недостатком такой известной литейной многослойной оболочковой формы является ее низкая трещиностойкость, особенно в момент заливки жидкого металла и начала охлаждения затвердевающей отливки.
Известно также, что при изготовлении сферических отливок литьем по выплавляемым моделям наиболее опасными для трещинообразования в облицовочном слое сферической оболочковой формы при заливке стали являются нормальные сжимающие напряжения σ22 и σ33 (Евстигнеев А.И., Дмитриев Э.А., Одиноков В.И., Чернышова Д.В., Евстигнеева А.А., Иванкова Е.П. О трещиностойкости керамической оболочковой формы по выплавляемым моделям при затвердевании в ней шарообразной стальной отливки // Литейное производство. 2022, №9, с. 22-25)
Технический результат, получаемый при осуществлении заявленной литейной многослойной оболочковой формы, заключается в повышении ее трещиностойкости при заливке жидкого металла и начале охлаждения затвердевающей отливки.
Заявляемая литейная многослойная оболочковая форма характеризуется следующими существенными признаками.
Ограничительные признаки: литейная многослойная оболочковая форма состоит из многочисленных тонкостенных слоев, количество которых зависит от их физико-механических характеристик, обеспечивающих прочность получаемой оболочковой формы.
Отличительные признаки: со стороны облицовочного слоя форма имеет круговые выточки, которые гасят сжимающие напряжения, возникающие в облицовочном слое в момент заливки формы жидким металлом.
Причинно-следственная связь между совокупностью признаков заявляемой литейной многослойной оболочковой формы и достигаемым техническим результатом заключается в следующем.
При заливке сферической оболочковой формы жидким металлом облицовочный слой формы подвергается значительным сжимающим напряжениям, которые возникают вследствие невозможности расшириться (увеличиться в объеме) от термического удара. Особенно это проявляется в форме сферической конфигурации (замкнутость внутренней оболочки).
Круговые выточки в облицовочном и прилегающих к нему слоях на стояке оболочки играют роль температурных швов. Поверхностный слой металла имеет возможность расшириться в полость выточек и, тем самым, снять пиковую температурную нагрузку с поверхностного слоя.
В случае затекания разливаемого металла в углубление выточек происходит тот же эффект. Затекший в выточки жидкий металл быстро кристаллизуется, уменьшаясь в объеме и образуя пространство для расширения поверхностного слоя формы. Величина выточки зависит от геометрических размеров формы и получаемой отливки и определяется расчетным путем.
Пример.
Рассмотрим заливку жидкой стали через литниковую воронку 1 в металлическую форму 2 сферической конфигурации толщиной S (фиг. 1, а), на которой изображено меридиальное сечение формы с учетом симметрии относительно оси вращения I-I. Во внутреннем облицовочном слое формы 2 выполнены выточки 3, играющие роль температурных швов. Жидкий металл получаемой отливки радиусом R после контакта с облицовочным слоем формы 2 затвердевает с образованием корочки 4. Приведен пример расчета напряженно-деформированного состояния в литейной сферической форме 2 и кристаллизующемся металле 4 отливки.
Геометрические параметры: S=50 мм, R=20 мм.
Приняты следующие физические параметры разливаемой стали при температуре θ>1000°С ( =1500°С):
=1500°С):
G=1000 кг/мм2; α=12⋅10-6 град-1; λ=0,0298 Вт/(мм⋅°С);
L=270⋅103 Дж/кг (скрытая теплота плавления);
С=444 Дж/(кг⋅°С); γ=7,80⋅10-6 кг/мм3; θК=1450°С.
Физические свойства металлической формы те же, но
G=1800+(1-1,2⋅(Q/1000))2 (кг/мм2).
Здесь G - модуль сдвига металла, λ - коэффициент теплопроводности, α - коэффициент температурного расширения, γ - удельный вес, С - коэффициент теплоемкости, L - скрытая теплота плавления, ⋅θ - температура, - температура разливаемого металла.
Решалась задача по определению напряженно-деформированного состояния (НДС) в форме и кристаллизующемся металле при заливке формы сталью.
При решении задачи были использованы фундаментальные уравнения механики сплошной среды, уравнения математической физики и широко апробированные численные методы. Решение подобной задачи описано в публикациях [1÷4] с использованием программного комплекса [5]. На рис. 1, б, в приведены фрагменты решения задачи.
На рис. 1, б приведены эпюры нормальных напряжений σ22 в сечениях сферической формы выполненной без круговых выточек при τ=8,6 сек. Видим, что характер напряжений σ22 примерно одинаков по всему меридиальному сечению с максимальным напряжением (по модулю) на поверхности облицовочного слоя. Сжимающие напряжения довольно значительны и сопоставимы с пределом текучести стали при данной температуре, равной на поверхности при τ=8,6 сек, θ=620°С. На фиг. 1, в - показаны те же эпюры σ22 в форме имеющей круговую выточку на облицовочной поверхности глубиной 7,1 мм и шириной 2,6 мм (вид А). Видим, что сжимающие напряжения σ22 резко снизились (по модулю) как в области выточки, так и на значительном расстоянии от нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКОВАЯ ФОРМА | 2024 |
|
RU2830086C1 |
| ЛИТЕЙНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКОВАЯ ФОРМА | 2024 |
|
RU2827520C1 |
| Литейная многослойная оболочковая форма | 2019 |
|
RU2722956C1 |
| Литейная многослойная оболочковая форма | 2020 |
|
RU2743385C1 |
| Литейная многослойная оболочковая форма | 2018 |
|
RU2696787C1 |
| Литейная многослойная оболочковая форма | 2021 |
|
RU2763359C1 |
| Литейная многослойная оболочковая форма | 2020 |
|
RU2743439C1 |
| Литейная многослойная оболочковая форма | 2019 |
|
RU2731279C1 |
| Литейная многослойная оболочковая форма | 2018 |
|
RU2696788C1 |
| Литейная многослойная оболочковая форма для прокаливания и заливки металла в опорном наполнителе | 2021 |
|
RU2769192C1 |

Изобретение относится к области литейного производства. Литейная многослойная оболочковая форма для изготовления сферических металлических отливок по выплавляемым моделям содержит тонкостенные облицовочный, внутренние промежуточные и наружный внешний слои. В облицовочном и прилегающих к нему внутренних промежуточных слоях стояка оболочковой формы выполнены кольцевые выточки. При заливке сферической оболочковой формы жидким металлом облицовочный слой формы подвергается значительным сжимающим напряжениям, возникающим вследствие невозможности увеличения в объеме от термического удара. Круговые выточки в облицовочном и прилегающих к нему слоях на стояке играют роль температурных швов. Поверхностный слой металла имеет возможность расшириться в полость выточек и, тем самым, снять пиковую температурную нагрузку с поверхностного слоя. Обеспечивается повышение трещиностойкости оболочковой формы при заливке жидкого металла и начале охлаждения затвердевающей отливки. 1 ил., 1 пр.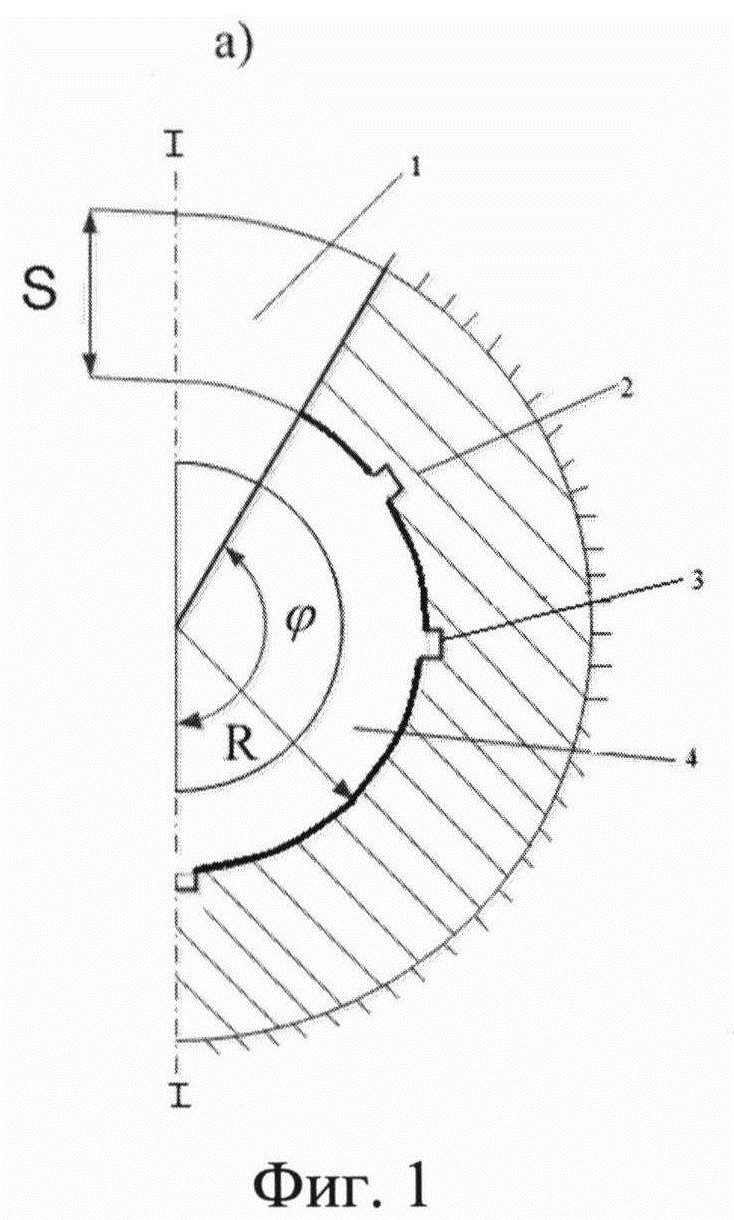
Литейная многослойная оболочковая форма для изготовления сферических металлических отливок по выплавляемым моделям, содержащая тонкостенные облицовочный, внутренние промежуточные и наружный внешний слои, отличающаяся тем, что в облицовочном и прилегающих к нему внутренних промежуточных слоях стояка оболочковой формы выполнены кольцевые выточки.
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2001 |
|
RU2192937C1 |
| ПИТАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ МЕТАЛЛОВ | 2004 |
|
RU2379152C2 |
| Литниковая система для сифонной заливки керамических форм | 1989 |
|
SU1720782A1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| Литейная форма для получения модифицированных отливок и модель стояка для ее изготовления | 1987 |
|
SU1447528A1 |
| US 4170256 A1, 09.10.1979 | |||
| НАКОПИТЕЛЬ | 0 |
|
SU378951A1 |
| Опора моста | 1979 |
|
SU787547A1 |

