Ич )0р 1теико относится к механосборочному прои: 8одству н может исполь- .к наться ;у1я надевания эластичных гофрированных чехлов с жесткой средней частью и зонтичным хвостовиком, заканчивающимся кольцевым буртом, на вал шарнира рулевых тяг тракторов.
Цель изобретения - повьаиение производительности сборки эластичного чехла, имеющего зонтичный хвостовик с кольцевым буртом и жесткую среднюю часть с ва;1ом шарнира рулевых тяг тракторов, имеющим канавку для бурта.
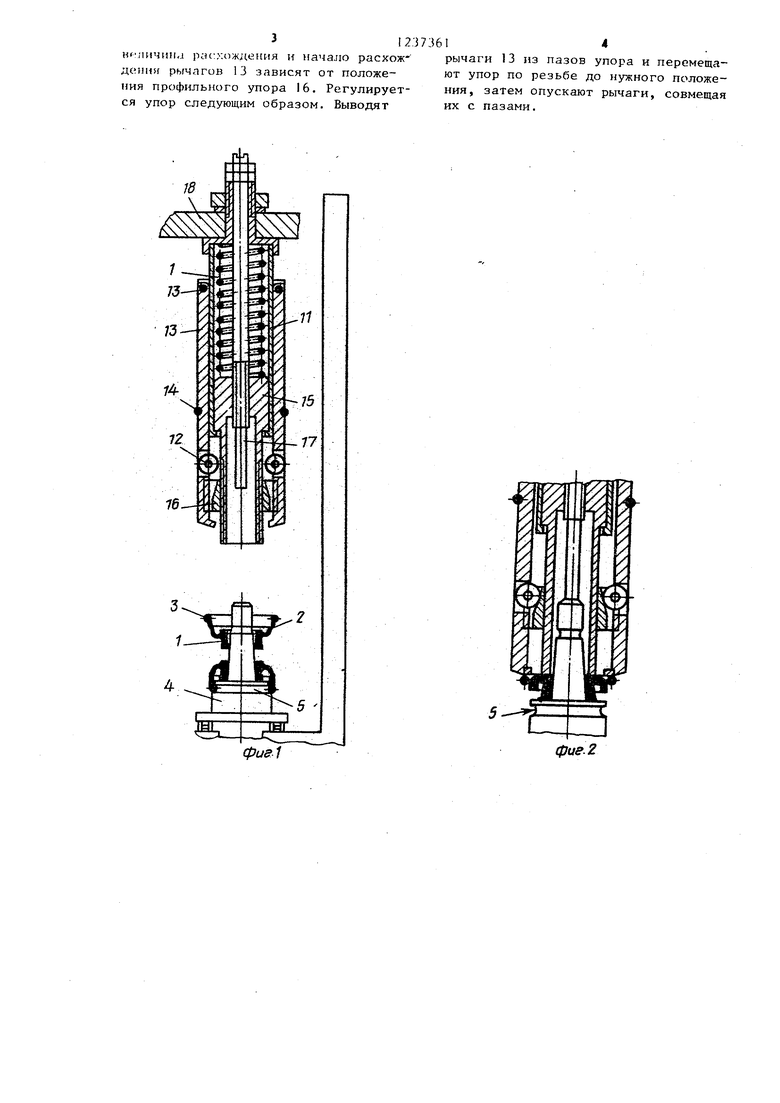
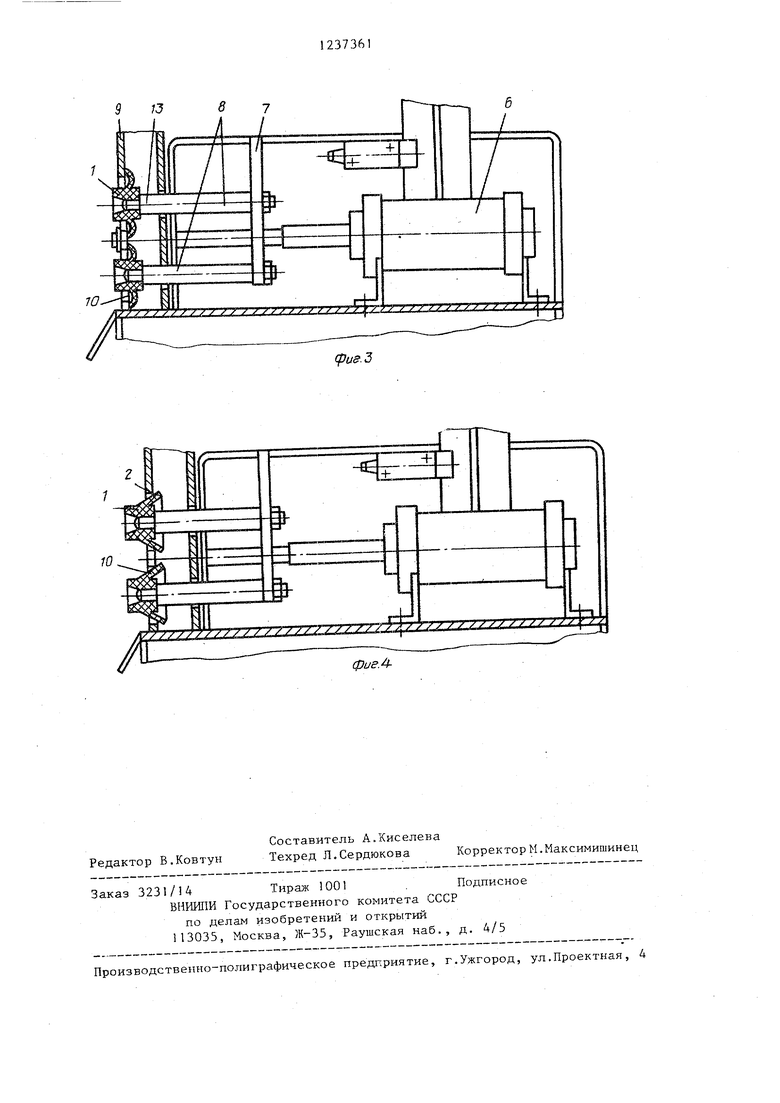
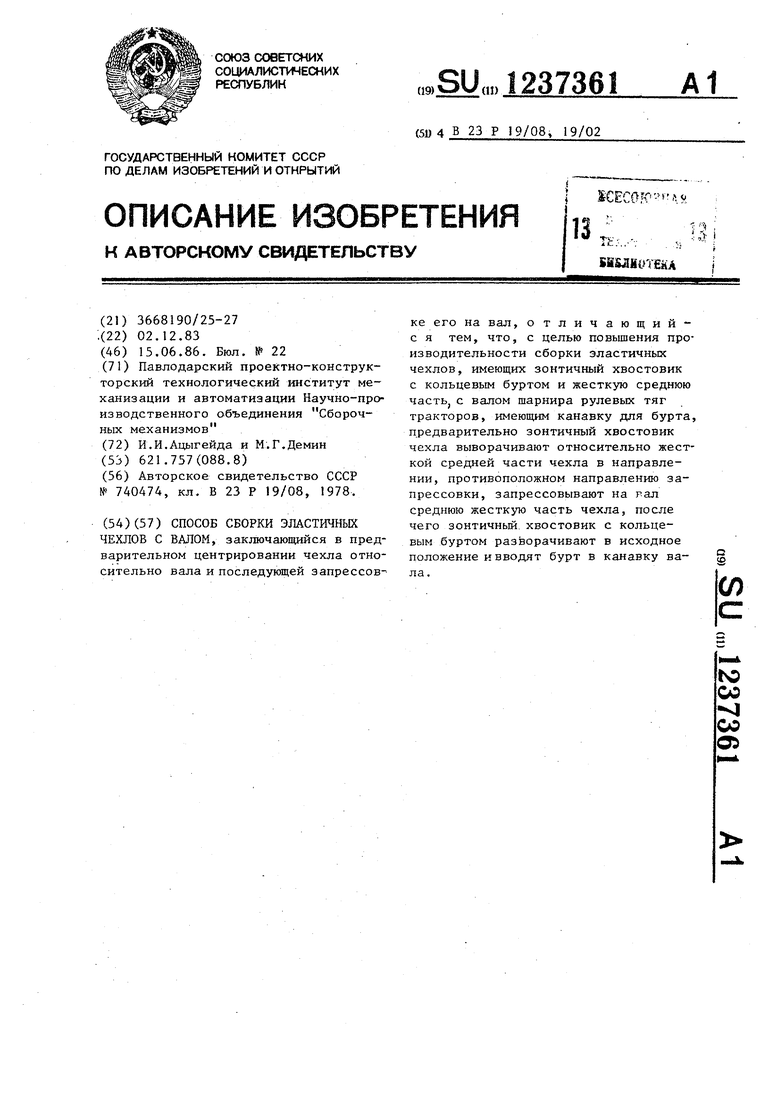
На фиг.1 изображен процесс сборки эластичного чехла с валом и устройство, осуществляющее эту сборку; на фиг.2 - то же, в момент запрессовки средней части чехла; на фиг.З - момент выворачивания зонтичного хвостовика; на фиг.4 - момент окончания выворачивания зонтичного хвостовика.
Собираемое изделие включает эластичный чехол, состоящий из жесткой средней части 1, зонтичного хвостовика 2 с кольцевь1М буртом 3, и выходной вал 4 шарнира рулевых тяг трактора, имеющий канавку 5 для бурта.
Способ осуществляется слёдуюпсим образом.
Перед установкой эластичного чехла на вал 4 зонтичный хвостовик 2 с кольцевым буртом 3 выворачивают относительно жесткой средней части 1 в направлении, противоположном направлению запресссовки. Этот процесс осуществляется устройством., содержащим силовой цилиндр 6, на шток которого закреплена плита 7 со ступенчатыми пальцами 8, служащими направляющими. Эластичный чехол помещают в лоток 9, в котором выполнены отверстия 10, расположенные соосно ступенчатым пальцам 8. При включении силового цилиндра 6 ступенчатые пальцы В, перемещаясь, центрируют эластичные чехлы по внутреннему отверстию, а уступом давят на торец жесткой средней части 1 чехла. Диаметр отверстия 10 выполнен таким, что под действием усилия жесткая средняя часть 1 проходит через него а зонтичный хвостовик 2 с кольцевым буртом 3 задерживается и выворачивается относительно жесткой средней части 1 в направлении, противоположном направлению запрессовки. При об
0
5
0
5
(1
5
0
5
ратном ходе штока си.пового цшгнидра 6 пальцы В освобождают чехлы, которые сбрасываются на транспортер и транспортируются в тару, установленную на позиции предварительной сборки сборочной линии.
Вал 4, на который надевают чехол, поступает на позицию предварительной сборки на спутнике конвейера сборочной линии, где спутник фиксируется. Затем предварительно вывернутые чехлы вручную устанавливают на вал 4, который далее транспортируется конвейером на позицию окончательной сборки, где смонтировано устройство для надевания чехлов. На этой позиции спутник снова фиксируется И включает силовой цилиндр этого устройства, содержащего корпус 11, на котором шарнирно закреплены несущие ролики 12, рьмаги I3, 13, стянутые упругим кольцом 14. Внутри корпуса 11 размещен подпружиненный пуансон 15 с профильным упором 16, установленным на нем с возможностью перемещения в вертикальной плоскости. Через пуансон 15 пропущен стержень 17, связанный с плитой 18, жестко закрепленной на штоке силового цилиндра (не показано) . При движении штока, силового цилиндра вниз пуансон 15 давит на жесткую среднюю часть 1 чехла и запрессовывает ее на вал 4 до упора стержня 17 в торец вала 4. При дальнейшем движении рычаги 13 входят внутрь зонтичного хвостовика 2, ролики 12, размещенные в рычагах 13, наезжают на профильный упор 16 и раздвигают рычаги 13, позволяя им тем самым обойти жесткую часть 1 чехла. Кроме того, в этот момент увеличивается радиальное усилие, возникающее за счет наклона торцов рычагов 13, растягивающих кольцевой бурт 3 чехла. Растягивающее усилие возникает такж.е от действия упругих сил материала чехла в момент выворачивания. Растянутый бурт 3 чехла от действия вьш1еназванных сил, пройдя мертвую точку, получает ускорение выворачивания за счет упругих свойств материала чехла и, окончательно выворачиваясь на лицевую сторону,в исходное положение,заскакивает в канавку 5 вала 4. Собранные изделия перемещают на спутнике в зону разгрузки. Точность попадания бурта 3 чехла в канавку 5 вала 4 зависит от величины хода пуансона 15, которая регулируется стержнем 17, а -
дении рычагов 13 зависят от положения профильного упора 16, Регулируется упор следующим образом. Выводят
ют упор по резьбе до нужного положения, затем опускают рычаги, совмещая их с пазами.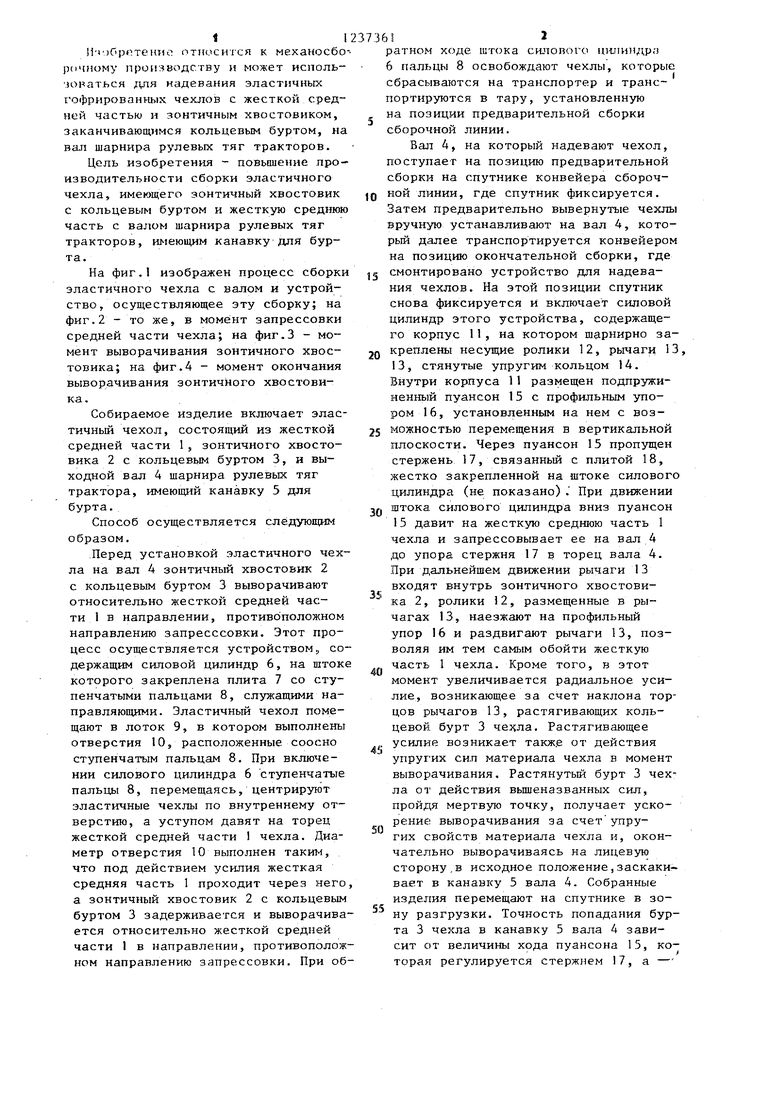
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная кокильная машина | 1988 |
|
SU1675039A2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ТРУБ | 1991 |
|
RU2008118C1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| ФАКЕЛЬНАЯ СИЛОВАЯ УСТАНОВКА | 1993 |
|
RU2073792C1 |
| Устройство для сборки прессовых соединений деталей с зачеканкой | 1990 |
|
SU1764926A1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1985 |
|
SU1372394A1 |
| Устройство для сборки | 1976 |
|
SU569425A1 |
| КАРДАННЫЙ ВАЛ С ЗАЩИТНЫМ УСТРОЙСТВОМ ПОДВИЖНОГО ШЛИЦЕВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2547339C2 |
| ШАРОВОЙ ШАРНИР, КОРПУС, ВКЛАДЫШ И ЗАЩИТНЫЙ ЧЕХОЛ ЭТОГО ШАРНИРА | 2004 |
|
RU2267665C2 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
Фи81
фие.2
(puff.3
фиг A
Редактор В.Ковтун
Составитель А.Киселева
Техред Л.Сердюкова КорректорМ.Максимишинец
Заказ 3231/14 Тираж 1001 . Подписное ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предг;риятие, г.Ужгород, ул.Проектная, 4
| Устройство для установки уплотнительных колец | 1978 |
|
SU740474A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
