Изобретение относится к производству изделий из сборного бетона и железобетона.
Целью изобретения является повышение производительности и несущей способности формуемых изделий за счет обеспечения возможности предварительного напряжения их поперечной арматуры.
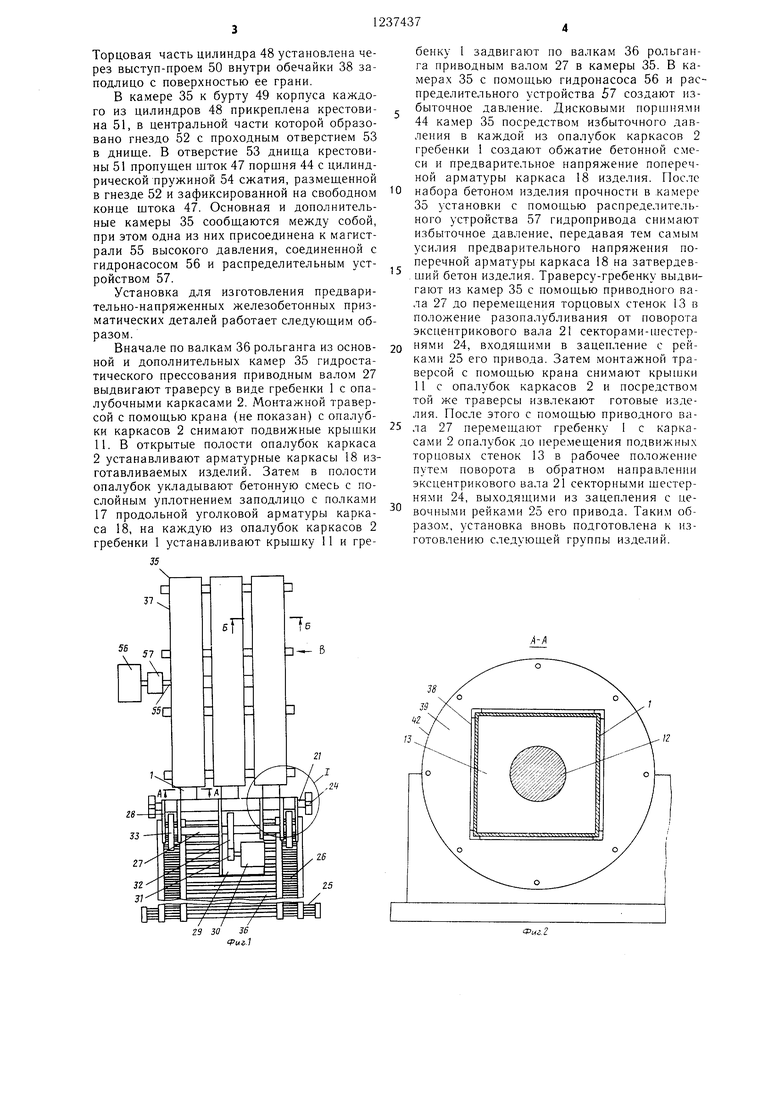
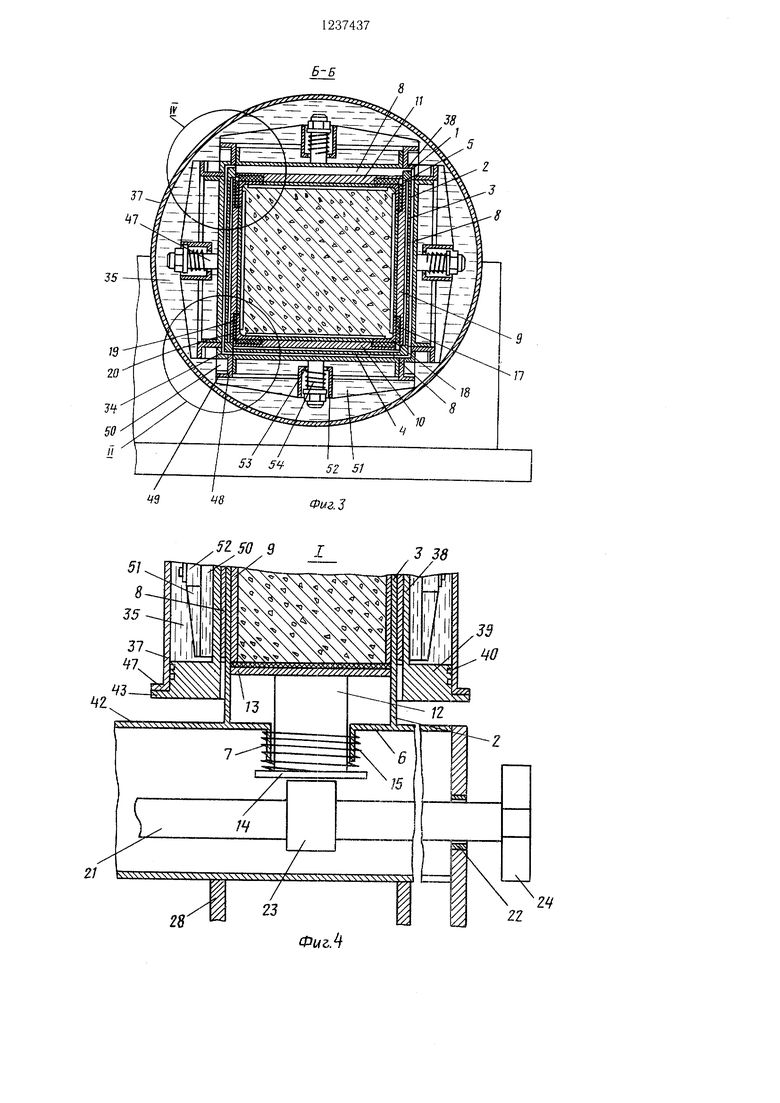
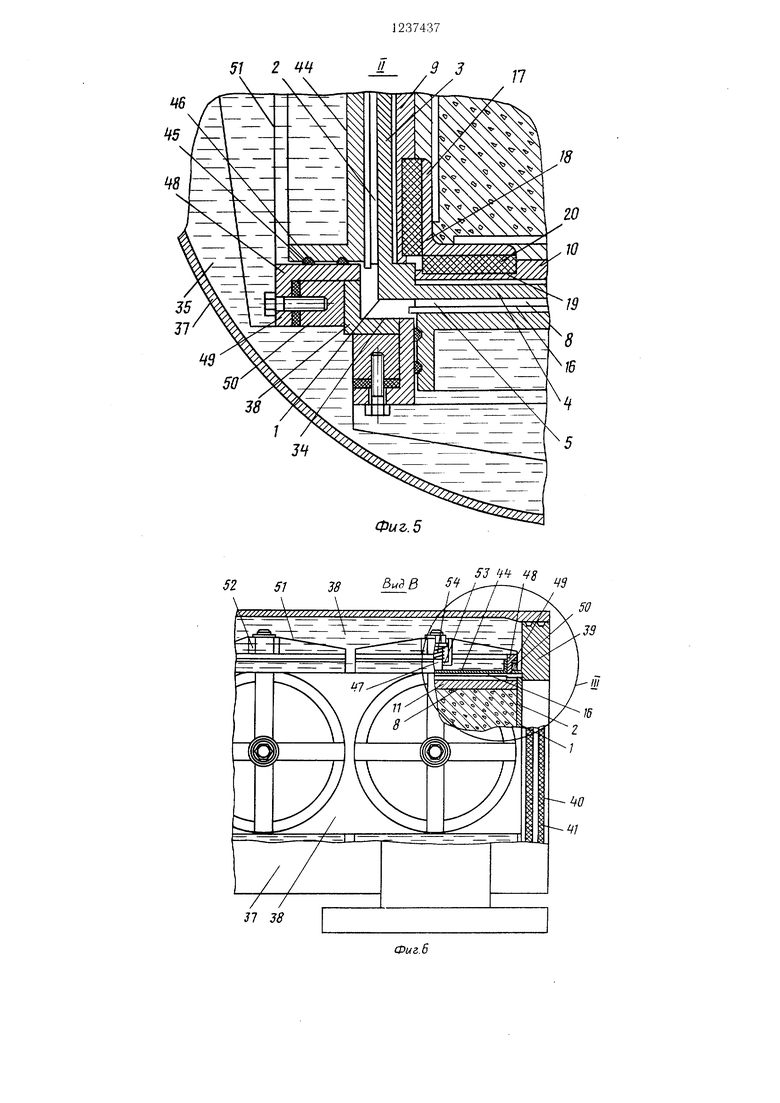
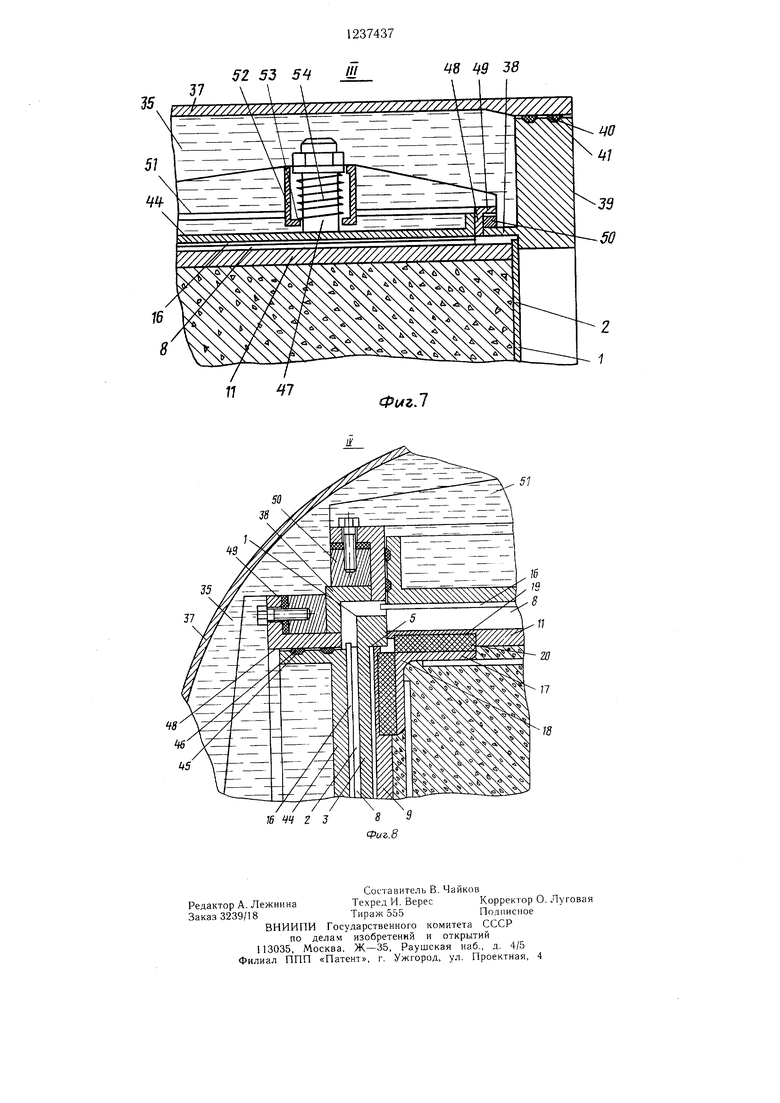
На фиг. 1 схематично изображена установка для изготовления предварительно- напряженных призматических деталей из бетонных смесей, вид в плане; на фиг. .2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - узел II на фиг. 3; на фиг. 6 - вид по стрелке В на фиг. 1; на фиг. 7 - узел III на фиг. 6; на фиг. 8 -- узел IV на фиг. 3.
Установка для изготовления предварительно-напряженных железобетонных призматических деталей состоит из траверсы в виде гребенки 1, каждое ответвление которой образовано пространственным каркасом 2 прямоугольной коробчатой формы с открытой полостью кверху. В боковых стенках 3 и в днище 4 каркаса 2 ответвлениями гребенки 1 образованы цилиндрические проемы 5, приче; центральная часть его торцовой стенки 6 со стороны основания гребенки сработана проходной цилиндрической гильзой 7. В проемы 5 пространственного каркаса 2 установлены выступы 8 подвижных элементов боковых стенок 9 и днища 10 опалубки, в открытой полости каркаса 2 размещена подвижная крыщка 11 опалубки. В проходную цилиндрическую гильзу 7 изнутри каркаса 2 вставлен щток 12 подвижной торцовой стенки 13 опалубки. Подвижные элементы боковых стенок 9, днища 10, крышки 11 и торцовой стенки 13 образуют замкнутую формовочную полость. При этом со стороны гильзы 7 к торцу штока 12 жестко прикреплен цилиндрический диск 14 с выступающими кромками по периметру сечения штока 12. Между кромками диска 14 и стенкой 6 каркаса 2 опалубки на штоке 12 установлена в распор цилиндрическая пружина 15 сжатия. Выступы 8 подвижных боковых стенок 9 опалубки размещены в проемах 5 каркаса 2 и контактируют по периметру с выступающими кромками цилиндрических дисков 16.
В сопрягаемых кромках подвижных боковых стенок 9, днища 10 и крышки 11 каркаса 2 с полками 17 продольной уголковой арматуры каркаса 18 изготавливаемого изделия выполнены пазы 19, в которых установлены уплотняющие прокладки 20 из эластичного материала.
Основание гребенки 1 снабжено устройством перемещения торцовых стенок 13 опалубки в прор,ольном направлении, кинематически связанным с устройством горизонтального перемещения гребенки 1 в том же направлении. Устройство перемещения подвижных торцовых стенок 13 гребенки 1 выполнено в виде привоДного эксцентрикового вала 21,
5
смонтированного внутри траверсы основания гребенки 1 в подщипниказ 22 ее боковых стенок. Вал 21 своими эксцентриками 23 контактирует с подпружиненными щтоками
12 торцовых стенок 13 опалубок. На свободных концах вала 21 с внешней стороны боковых стенок гребенки 1 закреплены секторные шестерни 24, взаимодействующие с цевочными рейками 25, которые закреплены на внешней стороне концевых частей
0 цевочных реек 26 устройства продольного горизонтального перемещения гребенки 1, а последнее выполнено в виде приводного вала 27 цевочного механизма и установлено в подшипниках (не показаны) щек 28, прикрепленных к основанию гребенки 1. В средней части основания гребенки 1 смонтирована плопдадка 29 с мотором-редуктором 30, на выходном валу которого установлена шестерня 31, находящаяся в зацеплении с шестерней 32 приводного вала 27 цевочного
0 механизма. На концевых участках вала 27 между щеками 28 установлены зубчатые колеса 33, находящиеся в зацеплении с цевочными рейками 26.
Между внутренними стенками цевочных реек 26 на уровне нижних поверхностей
5 граней 34 опалубочных каркасов 2, размещенных в основной и дополнительных камерах 35 гидростатического прессования, параллельно основанию гребенки 1 установлены валки 36 рольганга. Каждая камера 35 гидростатического прессования состоит из цилиндрической оболочки 37 и вставленной в нее прямоугольной коробчатой обечайки 38 с фланцами 39 на торцах. На сопрягаемых поверхностях фланцев 39 обечайки 38 с концевыми участками внутренней поверхности оболочки 37 образованы кольцевые канавки 40 прямоугольной формы, в которые установлены уплотнительные кольца 41 из эластичного материала. На фланце 39 обечайки 38 со стороны привода перемещения гребенки 1 образован кольце0 вой бурт 42, который прижат к бурту 43 оболочки 37.
Вдоль каждой грани коробчатой обечайки 38 внутри камеры 35 установлены с ща- гом дисковые поршни 44 одностороннего действия, контактирующие с поверхностью
выступов 8 на боковых стенках, днище 10 и крышке 11. Дисковый поршень 44 обечайки 38 камеры 35 выполнен с кольцевыми канавками 45 трапецеидальной формы, расположенными по образующей его цилиндрической поверхности, в которые установлены уплотнительные кольца 46 из эластичного материала. Центральная часть дискового порщ- ня 44 внутри камеры 35 снабжена штоком 47, посредством которого поршень 44 зафиксирован в цилиндре 48 обечайки 38.
5 Корпуса цилиндров 48 выполнены с кольцевыми буртами 49, прикрепленны.ми внутри камеры 35 к кольцевым выступам-проемам 50 по каждой из граней обечайки 38.
0
Торцовая часть цилиндра 48 установлена через выступ-проем 50 внутри обечайки 38 заподлицо с поверхностью ее грани.
В камере 35 к бурту 49 корпуса каждого из цилиндров 48 прикреплена крестовина 51, в центральной части которой образовано гнездо 52 с проходным отверстием 53 в днище. В отверстие 53 днища крестовины 51 пропущен шток 47 поршня 44 с цилиндрической пружиной 54 сжатия, размещенной в гнезде 52 и зафиксированной на свободном конце щтока 47. Основная и дополнительные камеры 35 сообщаются между собой, при этом одна из них присоединена к магистрали 55 высокого давления, соединенной с гидронасосом 56 и распределительным устройством 57.
Установка для изготовления предварительно-напряженных железобетонных призматических деталей работает следующим образом.
Вначале по валкам 36 рольганга из основной и дополнительных камер 35 гидростатического прессования приводным валом 27 выдвигают траверсу в виде гребенки 1 с опалубочными каркасами 2. Монтажной траверсой с помощью крана (не показан) с опалубки каркасов 2 снимают подвижные крышки 11. В открытые полости опалубок каркаса 2 устанавливают арматурные каркасы 18 изготавливаемых изделий. Затем в полости опалубок укладывают бетонную смесь с послойным уплотнением заподлицо с полками 17 продольной уголковой арматуры каркаса 18, на каждую из опалубок каркасов 2 гребенки 1 устанавливают крышку 11 и греJ5 Ч
5Г
IE
5
0
5
0
бейку 1 задвигают по валкам 36 рольганга приводным валом 27 в камеры 35. В камерах 35 с помощью гидронасоса 56 и распределительного устройства 57 создают избыточное давление. Дисковыми поршнями 44 камер 35 посредством избыточного давления в каждой из опалубок каркасов 2 гребенки 1 создают обжатие бетонной смеси и предварительное напряжение поперечной арматуры каркаса 18 изделия. После набора бетоном изделия прочности в .камере 35 установки с помощью распределительного устройства 57 гидропривода снимают избыточное давление, передавая тем самым усилия предварительного напряжения поперечной арматуры каркаса 18 на затвердев- . ший бетон изделия. Траверсу-гребенку выдвигают из камер 35 с помошью приводного вала 27 до перемещения торцовых стенок 13 в положение разопалубливания от поворота эксцентрикового вала 21 секторами-шестернями 24, входящими в заценление с рейками 25 его привода. Затем монтажной траверсой с помощью крана снимают крышки 11 с опалубок каркасов 2 и посредством той же траверсы извлекают готовые изделия. После этого с помощью приводного вала 27 перемещают гребенку 1 с каркасами 2 опалубок до перемещения подвижных торцовых стенок 13 в рабочее положение путем поворота в обратном направлении эксцентрикового вала 21 секторными шестернями 24, выходящими из зацепления с цевочными рейками 25 его привода. Таки.м образом, установка вновь подготовлена к изготовлению следующей группы изделий.
А-И
57 С
38
33
г
Фчг.2
/f
8
Фиг.З
38
,150 9 I
3d
Фиг,А
46 45
Я 2 ЧЧ
JV
77
/б
Фиг. 5
3.3В 5, fjj 43
52 53 5
16 8
48 9 38
П 7
Ф(г.7
3
50 38
К ХК-
35
37
16 W Z J S 5
Фмг.е
51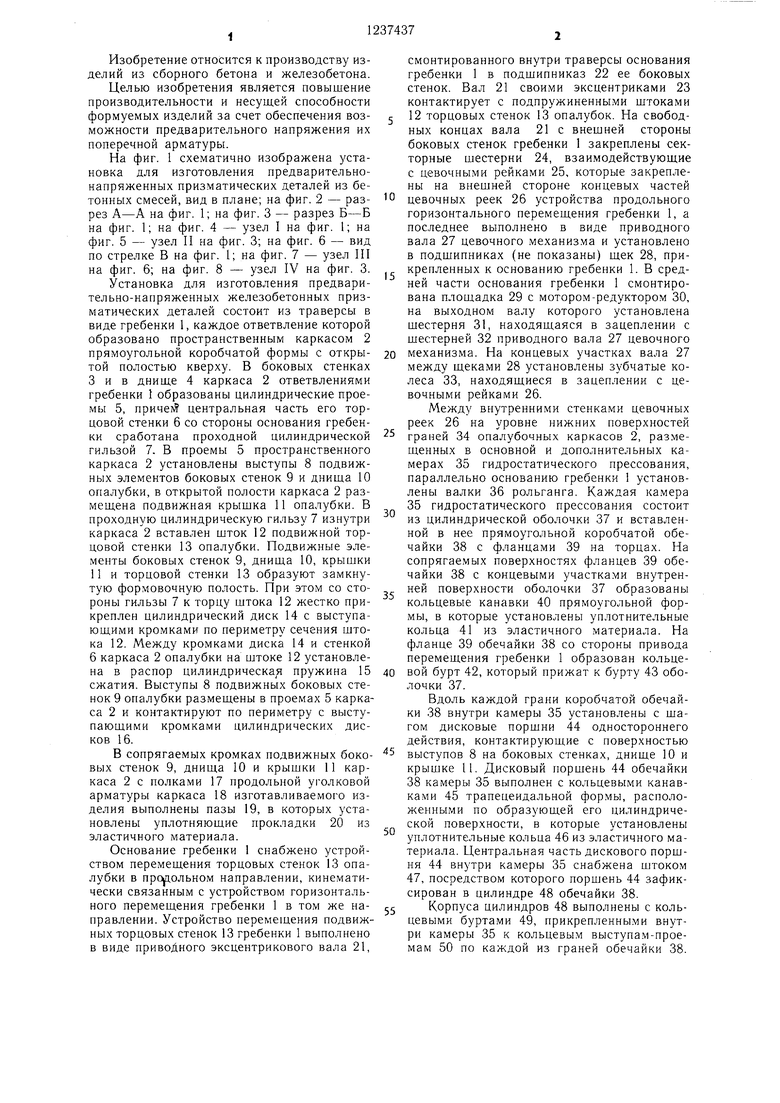

Составитель В. Чайков
Редактор А. ЛежнннаТехред И. ВересКорректор О. Луговая
Заказ 3239/18Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Форма для изготовления трубчатых железобетонных элементов | 1972 |
|
SU468787A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Прессформа для изготовлениябЕТОННыХ и жЕлЕзОбЕТОННыХ издЕлий | 1978 |
|
SU799945A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
