1 1
Изобретение относится к строитель ству, преимущественно к устройствам для изготовления объемных элементов монолитного исполнения.
Цель изобретения - расширения тех нологических возможностей путем расширения номенклатуры формуемых объемных элементов.
На фиг.1 показана установка, попе
речный разрез; на фиг.:
то же, про
дольный разрез до начала формования на фиг.З - то же, с заформованными объемньп и элементами типа санкабин; на фиг.4 - сечение А-А на фиг.З; на фиг .5 -установка, вид сбоку; на фиг.6 - 8 - взаиморасположение опалубочных элементов при формовании объемных элементов соответственно типа санкабины, блок-комнаты и блока с перегородкой (фрагмент сечения в плане); на фиг-.9 - формовочная тележка, вид в плане; на фиг.10 - сечение Б-Б на фиг. 9
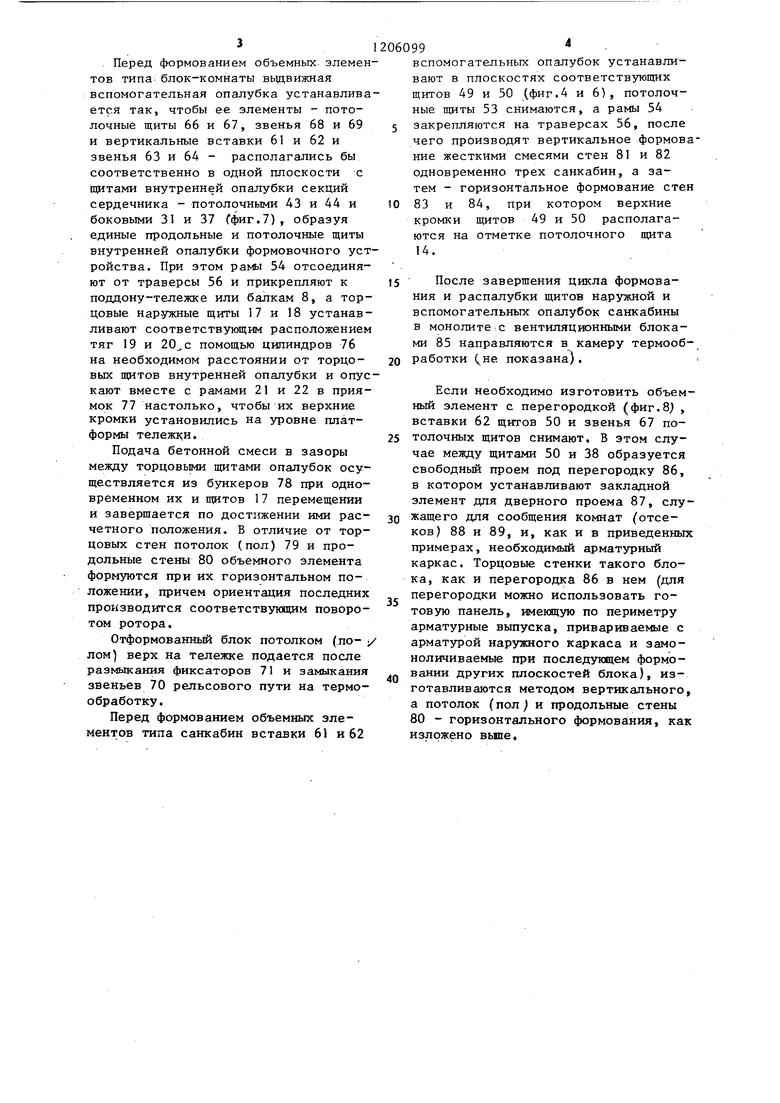
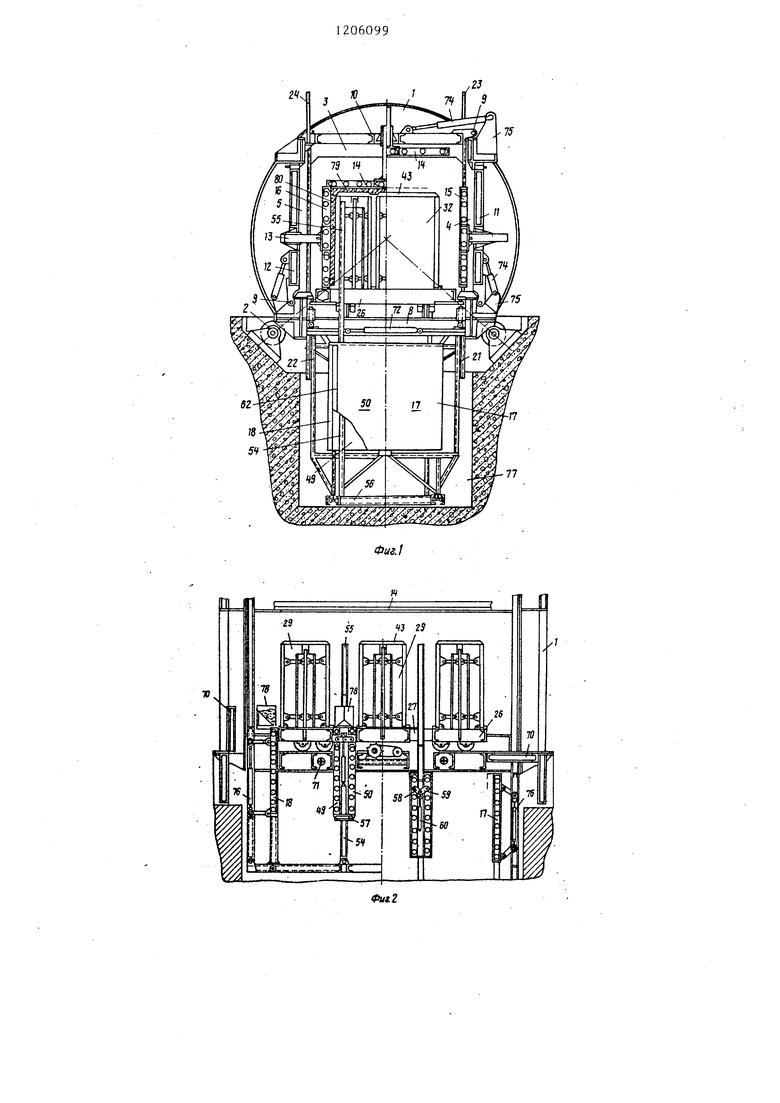
Установка содержит ротор 1, связанный с механизмом 2 поворота и несущий станину, состоящую из потолочных 3, продольных 4 и 5, торцовых 6 и 7 и опорных 8 балок.
К балкам 3 - 5 на шарнирах 9 крепятся поворотные рамы 10 - 12, связанные силовыми приводными аутригерами 13 соответственно с потолочным 14 и продольными 15 и 16 щитами наружной опалубки, торцовые щиты 17 и 18 которой связ.аны тягами 19 и 20 с рамами 21 и 22, перемещающимися по направляющим 23 и 24.
На балках 8 смонтирован рельсовый путь 25, по которому перемещается поддон-тележка 26 с платформой, оборудованной сердечником, выполненным из отдельных секций, между которыми размещены вьщвижные вспомогательные опалубки, перемещаемые через сквозные проемы 27 в платформе под- доне-тележки, под которыми рельсовый путь имеет либо разрьшы 28, либо соответствующие откидные звенья {,не показаны).
Секции сердечника выполнены из звеньев 29 и 30, оборудованных соответственно съемными боковыми щитами 31 - 34 и 35 - 38, связанными приводами 39 и 40 с якорями 41 и 42 и потолочными щитами 43 и 44. Крепление якорей к платформе тележки съемными анкерами 45 и 46 позволяет изменять взаиморасположение как
060992
звеньев в секциях сердечника,- так и секций между собой и, как следствие, - типоразмеры формуемых объемных элементов.
5 Между звеньями сердечника установлены вставки (например, готовые панели) 47, причем звенья 30 по размеру больше размера звеньев 29 и имеют сбоку свободные зоны 48 для 10 формования в последних вентиляционных шахт в монолите с санкабинами.
Вспомогательные опалубки выполнены из комплекта составных вертикальных щитов 49 и 50, торцовых вставок
15 51 и 52 между ними и потолочного щита 53, закрепленных на рамах 54, перемещающихся по направляюш м 55 и связанных, как и рамы 21 и 22, с приводными траверсами 56, движение
2Q которых осуществляется с помощью специальных подъемников (не показаны) .
Щиты 49 и 50 снизу крепятся шар- нирно к планке 57, а сверху связаны
25 шарнирно соединенными тягами 58 и 59, соединенными со штоками пневмо-или гидроцилиндров 60, и имеют по краям съемные вставки 61 и 62.
Вставки 51 и 52 целесообразно выполнять двузвенными из шарнирно соединенных звеньев 63 и 64, связанных с тяговым элементом 65, а потолочные щиты - из съемных краевых элементов 66 и 67, присоединяемых к шарнирно соединенным центральным звеньям 68
и 69.
В рельсовом пути 25 по краям поддона-тележки имеются откидные звенья 70, которые перед формованием размыкаются, обеспечивая свободное вращение ротора 1 вместе с опалубочной оснасткой, при этом для стабилиэации самой тележки служат фиксаторы 71, приводимые в действие гидроципиндра- ми 72.
Щиты 14-16 наружной опалубки фиксируются замками 73, а их поворот при распалубке осуществляется вокруг шарниров 9 с помощью гичро- или пнев- моцилиндров 74, шарнирно закрепленных одним концом к рамам 10 - 12, а другим - к кронштейнам 75 на соответствующих балках станины. Распалубка торцовых шртов 17 и 18 производится гидро- или пневмоцилиндрами 76, шар55 нирно закрепленными к концам тяг 19
и 20.
Установка работает следующим образом.
30
40
45
50
3 ,
Перед формованием объемных элементов типа блок-комнаты вьщвижная вспомогательная опалубка устанавливается так, чтобы ее элементы - лото- лочные щиты 66 и 67, звенья 68 и 69 и вертикальные вставки 61 и 62 и звенья 63 и 64 - располагались бы соответственно в одной плоскости с щитами внутренней опалубки секций сердечника - потолочными 43 и 44 и боковыми 31 и 37 Гфиг.7), образуя единые продольные и потолочные щиты внутренней опалубки формовочного устройства. При этом 54 отсоединяют от траверсы 56 и прикрепляют к поддону-тележке или балкам 8, а торцовые наружные щиты 17 и 18 устанавливают соответствующим расположением тяг 19 и помощью ципиндров 76 на необходимом расстоянии от торцовых щитов внутренней опалубки и опускают вместе с рамами 21 и 22 в приямок 77 настолько, чтобы их верхние кромки установились на уровне платформы тележки.
Подача бетонной смеси в зазоры между торцовыми щитами опалубок осуществляется из бункеров 78 при одновременном их и щитов 17 перемещении и завершается по достижении ими расчетного положения. В отличие от торцовых стен потолок (пол) 79 и продольные стены 80 объемного элемента формуются при их горизонтальном положении, причем ориентация последних производится соответствующим поворотом ротора.
Отформованньй блок потолком (.по- лом) верх на тележке подается после размыкания фиксаторов 71 и замыкания звеньев 70 рельсового пути на термообработку.
Перед формованием объемных элементов типа санкабин вставки 61 и 62
06099
вспомогательных опалубок устанавливают в плоскостях соответствуюпщх щитов 49 и 50 (фиг.4 и 6), потолочные щиты 53 снимаются, а рамы 54 5 закрепляются на траверсах 56, после чего производят вертикальное формова ние жесткими смесями стен 81 и 82 одновременно трех санкабин, а затем - горизонтальное формование стен 10 83 и 84, при котором верхние кромки щитов 49 и 50 располагаются на отметке потолочного щита 14.
15 После завершения цикла формования и распалубки щитов наружной и вспомогательных опалубок санкабины в монолите:с вентиляционными блоками 85 направляются в камеру термооб20 работки (не показана).
Если необходимо изготовить объемный элемент с перегородкой (фиг.8), вставки 62 щитов 50 и звенья 67 по25 толочных щитов снимают. В этом случае между щитами 50 и 38 образуется свободньй проем под перегородку 86, в котором устанавливают закладной элемент для дверного проема 87, слу30 жащего для сообщения комнат отсеков) 88 и 89, и, как и в приведенных примерах, необходимый арматурный каркас. Торцовые стенки такого блока, как и перегородка 86 в нем (для перегородки можно использовать готовую панель, имекщую по периметру арматурные выпуска, привариваемые с арматурой наружного каркаса и замо- ноличиваемые при последующем формо.Q вании Других плоскостей блока), изготавливаются методом вертикального, а потолок (пол) и продольные стены 80 - горизонтального формования, как изложено вьше.
35
24-75
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Установка для изготовления объемных железобетонных блоков открытых по меньшей мере с одной стороны,преимущественно типа "колпак | 1984 |
|
SU1299491A3 |
| Установка для изготовления объемных элементов из бетонных смесей | 1980 |
|
SU948671A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Формовочная машина для изготовления объемных блоков | 1973 |
|
SU476166A1 |
| СЕРДЕЧНИК ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1967 |
|
SU195942A1 |
| Технологическая линия для изготовления объемных блоков типа "лежащий стакан | 1983 |
|
SU1216005A1 |
| Устройство для изготовления объемных элементов | 1990 |
|
SU1821375A1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |





А-А
РтЧ
- Л
7
J7
58 53 Фиг. 6
S 9 63 64- 50 62
ЧЧ
6S 69 S7 if Ч Фиг. 7
SO 37
37SI 9 S315 86
66 S8 69 89 87 89 V Фиг.8
Б-6
3Z
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 0 |
|
SU305062A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для изготовленияОб'ЕМНыХ элЕМЕНТОВ | 1972 |
|
SU841978A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
