Изобретение относится к строи-- тельству, а имеиио к-технологичес- кому оборудоиаиию для производства объемных предварительно напрл кеиньпс же.чезобетониых конструкций, работающих иреимущсстиеино на сжатие в процессе эксплуатации.
Цель ияобретения - повьпиение производительности устаиовки иутем повышения механизации выполняемьпс работ и груипового изготовления изделий.
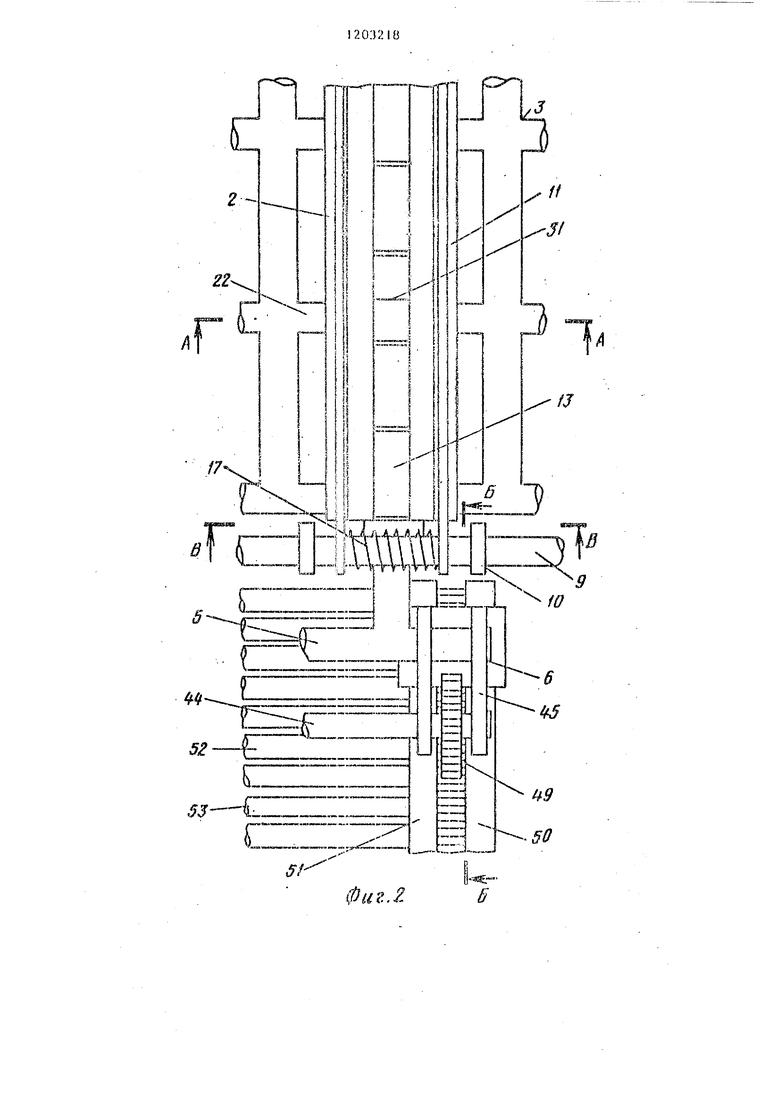
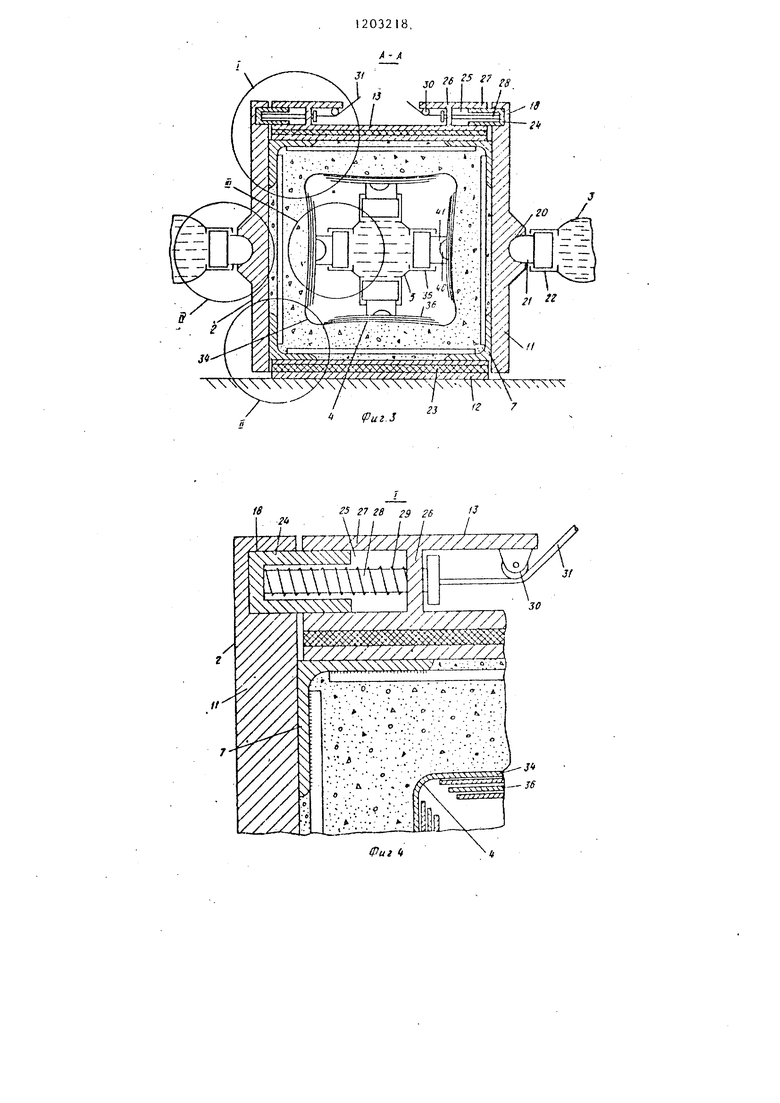
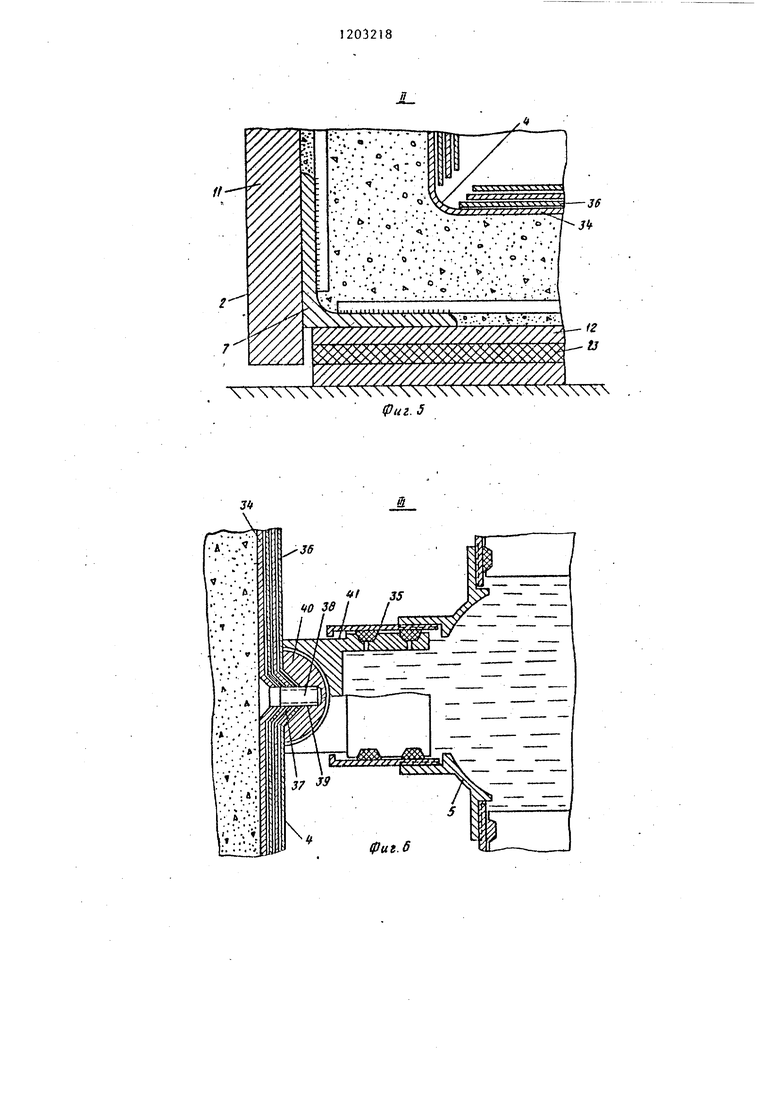
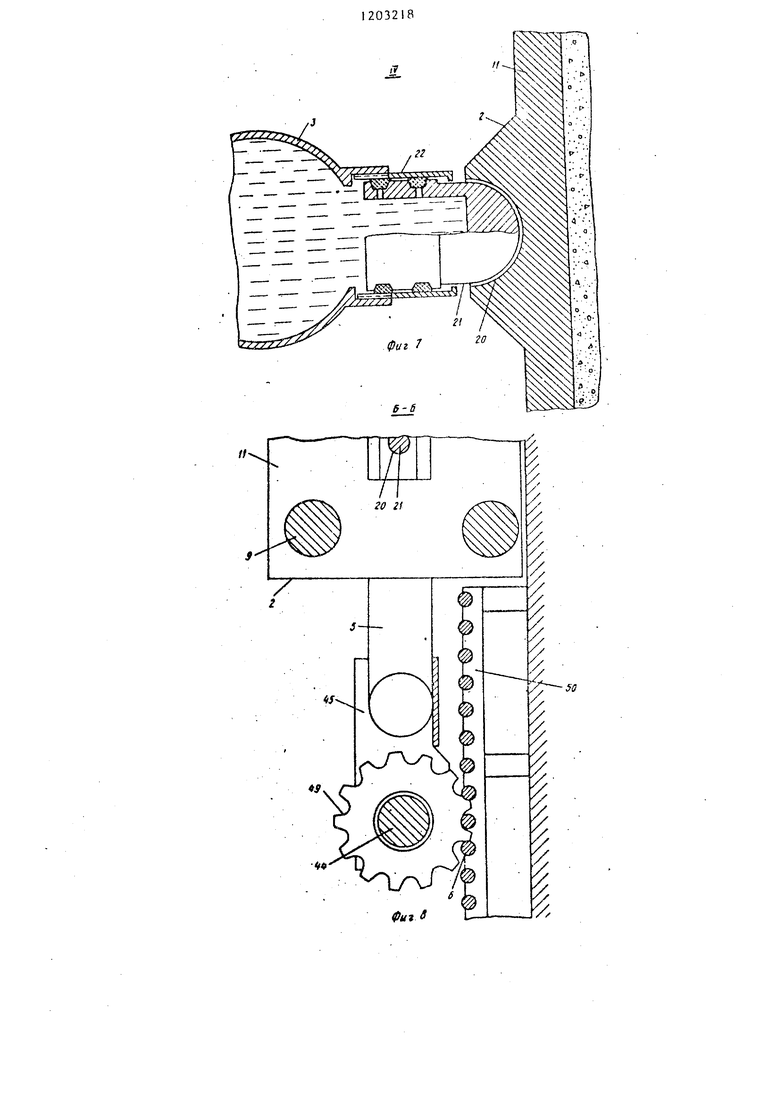
Ui фиг,I схематически изображена установка, вид св.ерху; на фиг.2 - то же, фрагмент; на фиг.З -.разрез . Л-Л на фиг.2; па фиг.А - узел 1 па Г;),.3; на фпг.5 -- узел |j на флг.З; па .6 узел 1 на фиг , 3; на
1|;пг фиг,8 фш .У - фиг.10 1
7
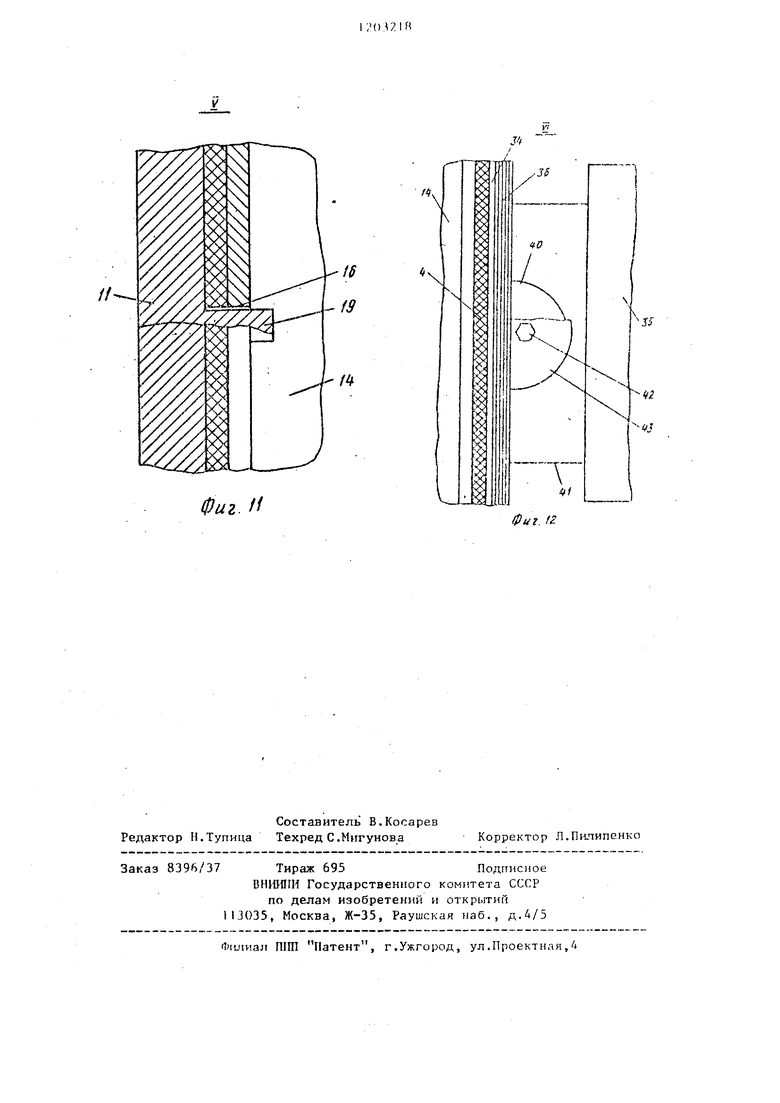
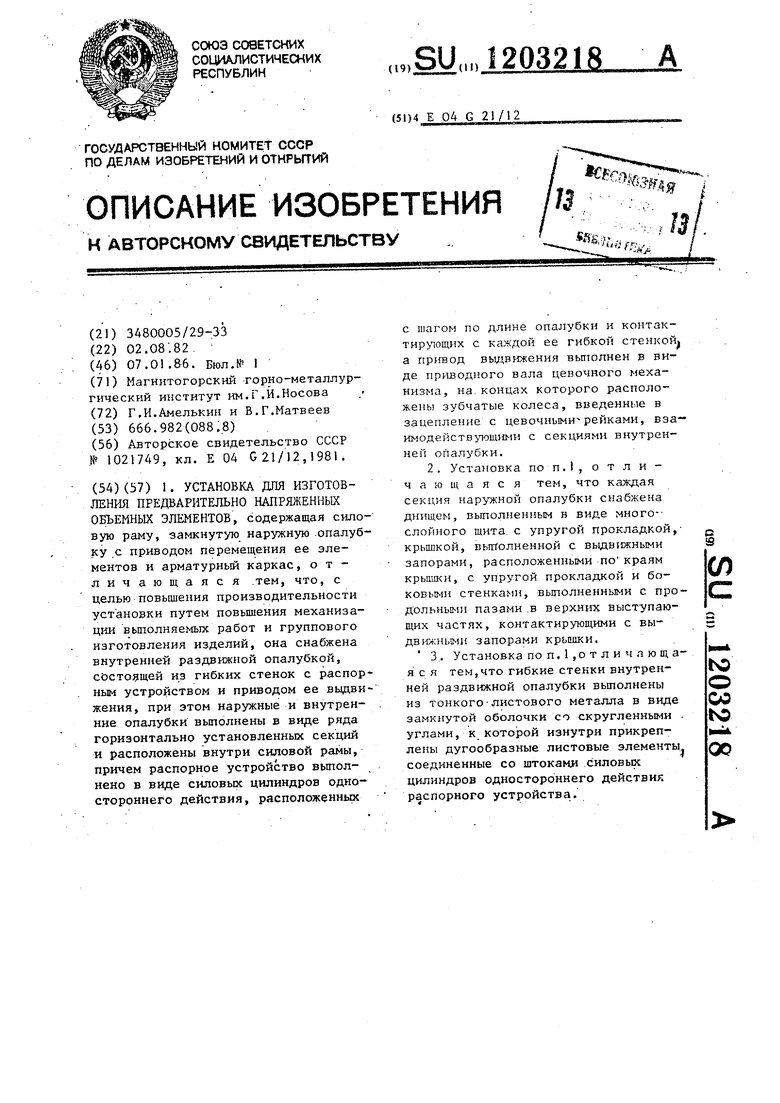
7 -- узел W на фиг.З; иа разрез Б-Б иа фиг.2; ita - разрез И-В на фиг.2; па разрез Г--Г иа фиг, 9; па узел У иа ф1;г.9; иа фиг. 2 узел VI па фиг. 9 ,
Установка для изготовления пред- ва1)ителы о напряженных объемных элсмептов состоит из силовой рамы i секчи й замкнутой наружной опалубки 2 с. П1)иводом 3 иеремещения ее эле-- (лз, впутре}И1ей раздвшспой она- лубки 4, состоящей из гибких стевок с pi;cnop u w устройством 5 и ириво- ,-.;ом 6 ее выдвижения;арматурного каркаса 7 . устаиовлеиного между стенками наружной 2 ивнутрепвей i опалубки. Сид;овая рама устаиовки, имеющая в плг не форму ирямоу1 ольиика, вынолве- на в виде двух параллельно располо- жешчлк реактивных 8 ,соедиг енньк но концам тягами 9.На тягах 9 параллельно реактивным балка - 8 между анкервьп 1и опорами 10 горизонтально установлены с liiaroM секции,каждая из которых образована замкнутой нар :4агой опалубкой 2, выполненной ио форме изготавливаемого элемента.
Ликерная опора 10 силовой рамы 1 выполнепа с отверстиями (не показа ), расположё1И1:ь1ми в двух уровнях, через которые пропущены тяги 9 силовой рамы 1 . Ларуя;иая опалубка 2 1са;|;доГ1 секции составлена из боковых стело1с II, дии1ча 12, крышки 13 и торцоь ых стенок lA. Торцовая стеи- кл i | ппружпой опалубки 2 выпoJiнeпa в вп;;,е пря1-юуго льного блока, кото- п цаптральпой части снабжен иро.-содным отверстием 15 по
10
- ь,
20
30
35
40
4S
50
55
поперечного сечения внутренней опалубки 4, и отверстиями 1 f прямоуголь- иой формы, вьтолненными на его стеи- ках, . сонтакт ирующих с 6О1СОВЫМИ стенками II наружной оналубки 2.
Боковая стенка 1 опалубки 2 вьпюлиепа в виде фигурного щита с отверстиями (не показаны) па концевых участках, через которые пропущены тяги 9 силовой рамы 1 е надетыми иа них щшиндрическими пружинами 7 сжатия, установлепными в распор между боковыми стенками 11. Каждая боковая стенка 11 изнутри опалубки 2 снабжена продольньп- пазои 8, выпохп1е1И1ы в верхней выступающей части, и выступами 19,. расположеппыми на ко1и;евых участках которые зафиксированы в отверстиях 16 торцовых степок 14 с возг-южностью продольных перемещений после/дпих.
С внешией стороны }ia бо совой стенке 1 1 вдоль средней ее части вы- иолнепы с шагом гнезда 20, инеющне форму.сонрягаемой поверхности штоков 21 силовых цилиндров 22 привода -3 перемещения.)
Привод 3 перемещения стенки 11 вьшолнен в виде трубчатой гребенки, основание которой соединено с насосом (не показан), а па ответвлениях гребевк в распор между боковыми Степками 11 опалубки 2 секций уста- иовлеиы с шагом силовые цшппгдры 22 одностороннего действия. Нижней кромкой степки 1 примьисают к дни-, щу 12 опалубки 2 которое Bbjnojmeno в виде многослойного щита с упругой и.рокладкой 23 Из эластичного матери- ала, размещенной между формующим и опорвьи его листами. Продольные пазы 8 боковых стенок 11 опалубки 2 контактируют с выдвижными загЕорами 24 крышки 13.
Выдвижные запоры 24 выпо;пгены П-образной формы и установлены в пазах -25, образованных основанием крышки 13, выполненным в виде многослойного щита аналогично днищу 25 стенкой 26 п полкой 27 Т-образного 11рг)фи. кры ики 13. В стелке 26 профиля крышки 13 выполне}1ы с шагом проходные отверстия (не показ ппы} , в которые установлены штоки 28, при зтом один конец каждого штока 28 жестко соединен с вертикальной стенкой П-образпого запора 24 крьпшси 13 и па каждом из
них между вертикальной стенкой П-образного запора 2А и стенкой
26Т-образного профиля установлена в распор цилиндрическая пружина 29 сжатия. ..
Другой конец штока 28 соединен через опорный блок 30, закрепленный снизу на противоположной полке
27Т-образного профиля с гибким зле ментом 31 подвеса траверсы (не по- казана) крышки 13, С противоположной стороны силовой рамы I установки относительно привода 3 через проходные отверстия 15 в торцовых стенках 14 наружной опалубки 2 заведена внутренняя раздвижная опалубка 4 секций с распорным устройствам 5 ее элементов. Поверхности сопряжения торцовых стенок Л наружной опалубки 2 с ее днищем 12, крьоикой 13 и боковыми стенками II, а также с элементами внутренней раздвижной , опалубки 4 выполнены обрезиненными.
Распорное устройство 5 внутренней опалубки 4 вьптолнено в виде трубчато гребенки, основание которой соединено с насосом 32, установленным на площадке 33, смонтированной в средне части основания гребенки, а на ответвлениях последней во взаимно перпен- дикулярных плоскостях в распор между гибкими стенками 34 внутренней опалубки .4 секций установлены с шагом силовые цилиндры 35 одностороннего действия. Внутренняя опалубка А каж- дои секции в.ыгюлнена из тонкого листового материала в .виде четырехгранной замкнутой оболочки, имеющей форму полой призмы со скругленными углами. Изнутри оболочки к ее вогну- тым с.тенкдм 34 прикреплены дугообразные элементы 36. Вдоль средней части максимального перегиба стенки 34 и дугообразного элемента 36 выполнены с шагом проходные отверстия 37, в которые пропущены болты 38 с потайными головками, йвернутые по резьбе в гнезда 39, вьшолненные с шагом в профиле 40 полуцилинДричес- кого сечения.
Дугообразный элемент 36 выполнен из листов криволинейного профиля и каждый его лист от внешнего к внут- реннему выполнен с последовательно увеличенной кривизной и уменьшенной площадью в поперечном сечении. Профиль 40 вогнутой стенки 34 опалубки 4 шарнирно сопряжен со штоками 41
силовых цилиндров 35 одиосторонмего действия распорного усгройстня , Поверхность Сопряжения штоков 41 си- ловых цилиндров 35 вьтолнена по
форме профиля 40. К торцам профиля 40 жестко закреплены болтами 42 диски 43 полуцилиР1дрической формы с выступающими кромками над криволинейной поверхностью пр офиля 40, фиксирующие опалубку 4 относительно штоков 41 силовых цилиндров 35 распорного устройства 5 от продольных перемещений.
Основание гребенки распорного устройства. 5 внутренней опалубки 4
соедине о с приводом 6 ее выдвижения,
который выполнен в виде приводного вала 44 цевочного механизма и установлен в подшипн1 ках щек 45, прикрепленных к основашпо гребенки устройства 5. В средней части основания гребенки распорного устройства 5 на площадке 33 смонтирован . мотор-редуктор 46, на выходном валу которого установленачшестерня 47, введенная в зацепление с шестерней 48, установленной на приводном валу 44 цевочного механизма. На концах приводного вала 44 между щек 45 установлены зубчатые колеса 49, введенные в зацепление с цевочным} рейками 50, которые взаимодействуют с секци гми внутренней опалубки , Цевочные рейки 50 устаноплсны со стороны основания гребенки распорного устройства 5. Между внутренними стенками 51 цевочных реек 50 в не низа внутренней опалубки 4 параллельно основанию гребенки распорно- Го устройства 5 установлены валки 52 рольганга 53.
Установка для изготовления предварительно напряженных объемных элементов работает следующим образом.
Монтажной траверсой с помощьк, например, мостового крана {не показан) снимают крьшгки 13 с замкнутой наружной опалубки 2 секций силовой рамы 1 установки. Из наружной опа-, убки 2 секций с помощью приводного . ала 44 устройства 5 выдвигают по алкам 52 рольганга 53 внутреннюю аздвижную опалубку 4 заподлицо с нутренними кромками отверстий 15 торцовых стенках 14 наружной опаубки. монтажной траверсой помощью мостового крана в откры
5
тую наружную опалубку секций устаиавл вают арматурные каркасы 7 ,С протиио- положпых сторон каждой секции сило-- пой рамы 1 боковые стенки I. наружной опалубки 2 сдвигают по тягам 9 peaKTjiBHbix балок 8 силопьтми цилннд- рамн 22 одностороннего действия привода 3 перемещения к полкам уголков продольной арматуры каркаса 7 до полного уплотнения их внутренних поверхностей сопряжения с торцовыми стенками 14 и днищем 12 наружной опалубки 2,
Вовнутрь арматурных каркасов 7 через проходные отверстия 15 в тор- црвых стенках 1А нар.ужной опалубки 2 секций вдвигают с помощью приводного вала АД устройства 5 но палкам 32 рольганга 53 внутреннюю разщиш- иую опалубку А с распорным устрой- CTiiOM 5, В открытую сверху полость иггружной опалубки 2 с арматурньи каркасом 7 и внутренней опалубкой 4 укладьшайт бетонную-смесь с послойным уплотнением. После укладки бетонной смеси в наружную опалубку 2 секции монтажной траверсой с помощью мостового крана в продольные пазы 18 боковьпс стенок 1 1. на-- РЗ. жной опалубки 2 заводят крыпйсн 13 с иьщвижными запорами 24. После этого с помощью силовых цилиндров 35 одностороннего действия распорного устройства 5 раздвигают вогнутые стенки 34 внутренней опалубки 4 секций. При этом раздвшжой нослед- Heii создают обжат1 е бетонио смеси
10
15
32
- j
;ю
25
30
5
18&
и предварительное напряжение арматурного .каркаса 7 до расчетных величин/
После набора бетоном элемента прочности раснорньм устройством 5 с помощью распределительного устройства (не показано) снимают распор с элементов внутренней опалубки 4, передавая тем самым усилия предварительного напряжения арматурного каркаса 7 на затвердевший бетон элемента. При этом поперечное сечение внутренней опалубки 4 уменьшается прогибанием внутрь ее вогнутых стенок 34 и дугообразных листовых элементов 36 и она свободно выдвигается с помощью приводного вала 44 устройства 5 из затвердевшего бетона сшеиепта.
Одновременно с этим приводом 3 перемещения с помощью распределительного устройства снимают распор с боковьп: сте.нок 1 наружной опалубки 2,, которые распором цилиндрических пружин 17 сжатия отделяются от боковой поверхности железобетонного элемента, разопапубливая последний снаружи. Затем монтажной траверсой с помощэю крана снимают крьпики 13 наружной опалубки 2.секди1 1, после чего этой же траверсой и краном железобетонные элементы транспортируют на склад готовой продукции.
Изготовленные таким образом железобетонные элементы готовы к восприятию эксплуатационных нагрузок.
фиг, f
1, 149 50
гг
х///
//
fj
: I Р.
- 24L4..
4, . iJ
5
с;
.iz|
J.
5
.
J
В
L
и
-//7
6 «5
- 9 -50
Фиг. 2
А-А
.J
iZ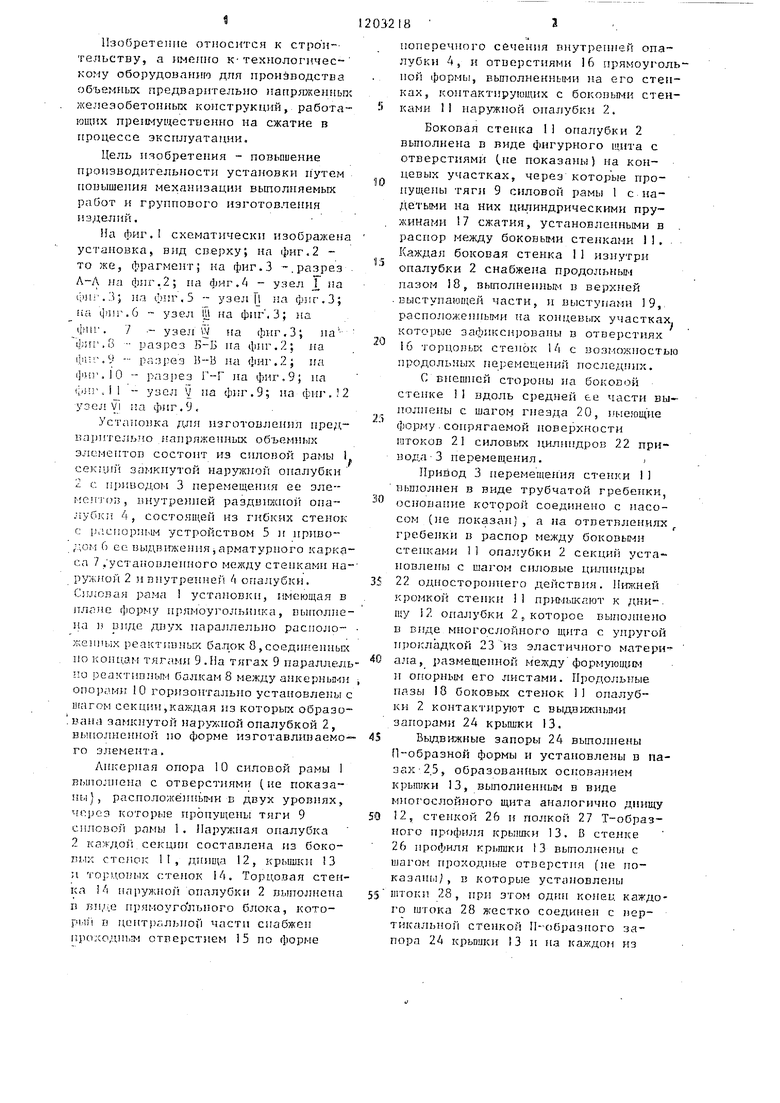

J«
- 6
Фи1 «
36
//
9
фиг S
В -В
28
Фи to
Г-Г
(8
///4
Фиг. /
Фи. fZ.
Составитель В.Косарев Редактор Н.Тупица Техред С.Мигунова
8396/37
Тираж 695Подписное
ВНИ№1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д.4/5
Филиал П1Ш Патент, г.Ужгород, ул.Проектная,4
Корректор Л.Пилипенко
| Способ изготовления сжатого железобетонного призматического элемента и устройство для его изготовления | 1981 |
|
SU1021749A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
