Изобретение относится к обработке металлои давлением, в частности к 1трпиэводству сортовых гнутых профилей проката.
Целью изобретения является повышение качества за счет устранения скручивания профиля, вокруг малой полки.
На чертеже показана схема осуществления способа.
Способ реализуется следующим образом.
Если выходящий из последнего калибра стана несимметричный профиль 1 (например, неравнополочный уголок) имеет продольное скручивание (показано стрелкой) больше допускаемой величины в сторону малой полки 8 (т. е. по часовой стрелке в плоскости чертежа), то место 2.изгиба (с внутренним радиусом гиба R) профиля переформовывают в последнем калибре путем смещения всего профиля в сторону большой полки В на величину Л (новое положение 3 профиля показано пунк- 25 лой полки (точнее, уменьшать его до тиром). Смещение профиля перед последним калибром стана можно производить, например, с помощью вводных проводок.
Переформовка (смещение) места изгиба в сторону большой лолки профиля неизбежно приводит .к возникнотребуемой стандартами величины - не более град/м) , что повьппает качество проката за счет улучшения его геометрии. При этом упрощается наст- 30 ройка стана при формовке указанных профилей, что увеличивает производительность.
Редактор О.Юрковецкая
Составитель Е.Чистякова
Техред И.Попович Корректор М.Максимишинец
Заказ 3328/5Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
вению дополнительного момента, стремящегося повернуть сечение.профиля в сторону его смещения (т.е. против часовой стрелки), в результате чего
при взаимном уравновешивании двух мо ментов, вра дающих сечение профиля в противоположных направлениях, продольное скручивание профиля устраняется. Следовательно, необходимо
заранее знать величину смещения, так как при исправлении имеющегося скручивания можно, например, получить скручивание противоположного направления .
Таким образом, переформовка радиусов изгиба не выводит величины радиусов гйба за пределы допусков. Все остальные геометрические параметры опытных профилей также находятся в
пределах допускаемых величин.
Результаты опытной прокатки показали, что изобретение позволяет устранять продольное скручивание несимметричных гнутых профилей вокруг ма25 лой полки (точнее, уменьшать его до
требуемой стандартами величины - не более град/м) , что повьппает качество проката за счет улучшения его геометрии. При этом упрощается наст- 30 ройка стана при формовке указанных профилей, что увеличивает производительность.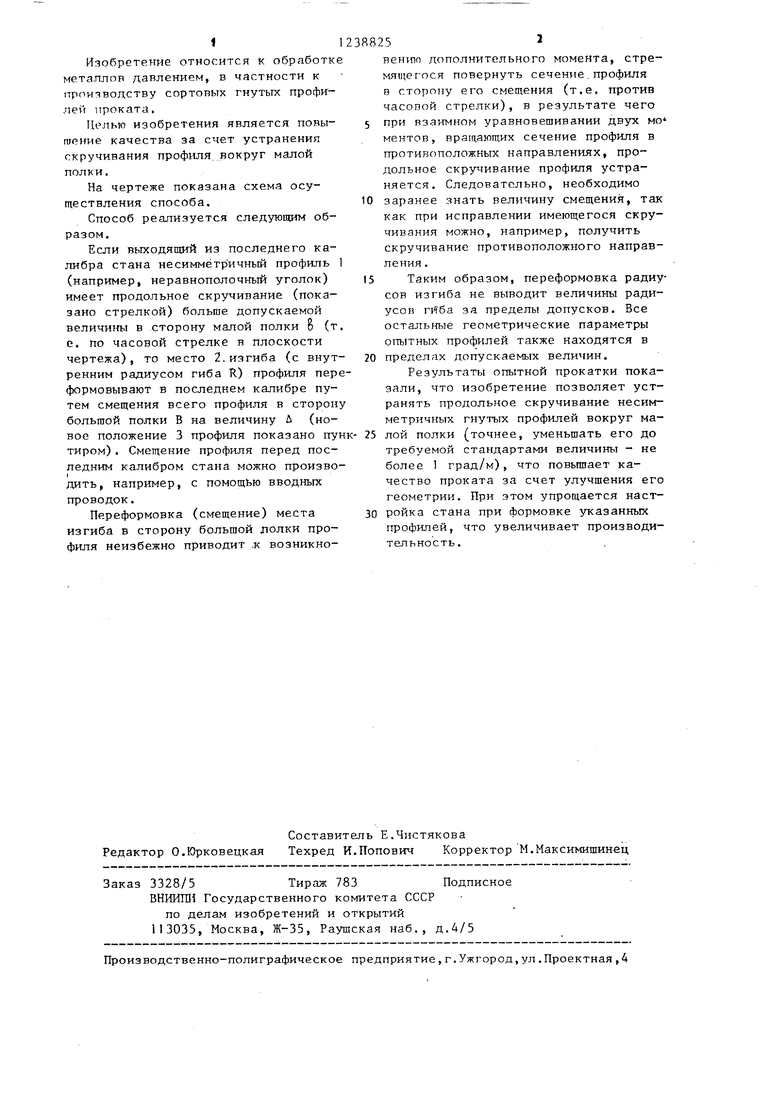
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ПОШТУЧНОЙ ФОРМОВКИ U-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2040994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1998 |
|
RU2148452C1 |

| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1076164A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
