Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых холодногнутых профилей.
Известен способ производства гнутого профиля, включающий последовательную по проходам подгибку полосовой заготовки валками профилегибочного стана с формированием горизонтальных и вертикальных стенок, полок и отбортовки и пропускание полосы между вертикальными роликами стана, при этом формирование горизонтальной стенки и одной из полок ведут горизонтальными элементами валков, а формирование примыкающей к этой полке вертикальной стенки и отбортовки наклонными элементами.
Недостатком этого способа является невозможность получения несимметричного профиля с одной отбортовкой и полками разной длины, а также относительно большой число необходимых формующих проходов.
Задачей предлагаемого изобретения является сокращение трудозатрат при производстве несимметричных профилей, имеющих одну отбортовку, и повышение их качества.
Для этого в известном способе производства гнутого профиля, включающем последовательную по проходам подгибку полосовой заготовки валками профилегибочного стана с формированием горизонтальных и вертикальных стенок, полок и отбортовки и пропускание полосы между вертикальными роликами стана, при этом формирование горизонтальной стенки и одной из полок ведут горизонтальными элементами валков, а формирование примыкающей к этой полке вертикальной стенки и отбортовки наклонными элементами, при изготовлении несимметричных профилей, имеющих одну отбортовку, в черновых проходах производят одновременно формирование вертикальной стенки, расположенной со стороны отбортовки, и подгибку двух смежных с этой стенкой наклонных элементов, горизонтальными элементами валков формируют полку, удаленную от отбортовки, причем формирование этой полки начинают с первого промежуточного прохода одновременно с формированием горизонтальной стенки, примыкающей к этой полке вертикальной стенки, отбортовки и сопряженной с отбортовкой горизонтальной полки, которую образуют наклонными элементами валков, контакт вертикальных роликов с отбортовкой осуществляют по всей ее поверхности, а во всех промежуточных проходах используют верхний валок, с диаметром элемента, формирующего место изгиба между расположенной со стороны отбортовки полкой и вертикальной стенкой, больше диаметра элемента, формирующего место изгиба между удаленной от отбортовки полкой и сопряженной с ней вертикальной стенкой.
Сущность изобретения состоит в том, что несимметричный профиль сложной конфигурации в черновых (первых трех) проходах формуют как зетовый профиль (формируется только одна из вертикальных стенок), а формирование остальных его элементов начинают первого промежуточного прохода. После этого и всех следующих проходов отбортовка при прохождении полосы между вертикальными роликами контактирует с одним из них по всей своей длине, а места изгиба полосы, смежные с формируемыми вертикальными стенками, во всех промежуточных проходах располагаются на разных уровнях. В результате этого устраняется продольное скручивание готовых профилей сверх допуска и появляется возможность уменьшения числа формующих клетей за счет применения больших, чем у известного способа, частных (за проход) углов подгибки некоторых элементов.
Вертикальные ролики наряду с передачей полосы из одной клети в другую используются в данном случае еще и для создания по кромкам формуемой полосы "тормозящих" усилий разной величины, что предотвращает как продольное скручивание, так и горизонтальное искривление полосы, обусловленное несимметричностью поперечного сечения профиля.
Формообразование в черновых проходах (с закрытыми калибрами) зетообразного сечения с формированием одной из вертикальных стенок направлено на создание максимально-жесткого промежуточного профиля, устойчивого к поперечным смещениям и вертикальному прогибу, причем положение нижнего места изгиба полосы постоянного во всех проходах. Расположение мест изгиба, смежных с вертикальными стенками на разных уровнях способствует выравниванию крутящих моментов противоположного направления, воздействующих на кромки формуемой полосы.
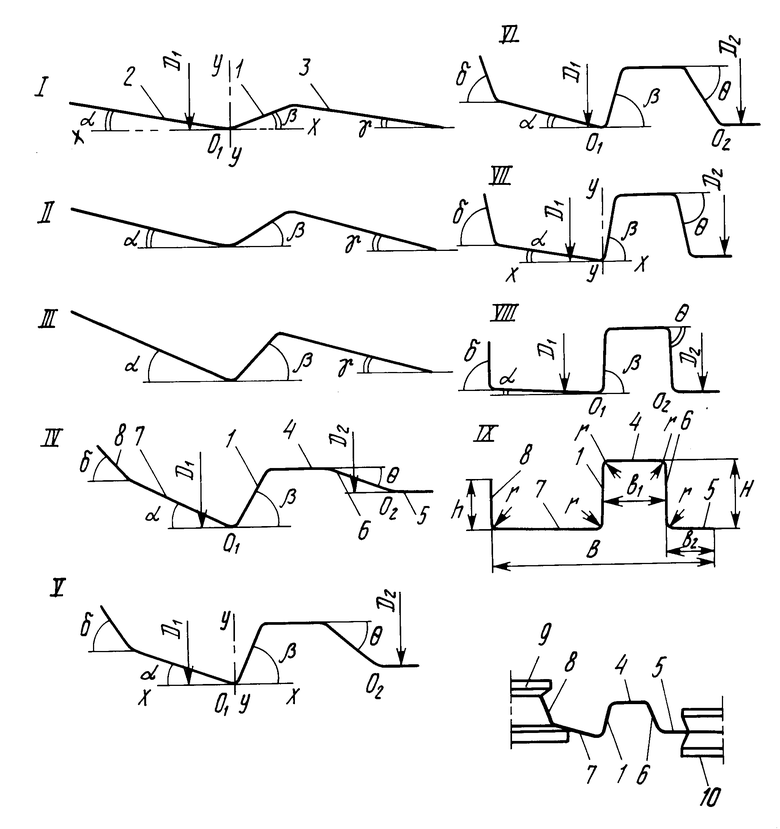
На чертеже изображена схема формовки профиля по проходам.
Способ осуществляют следующим образом.
В черновых (I-III) проходах заготовка подгибается валками (калибры, закрытые ребордами нижнего валка) с формированием Z-образного сечения, содержащего расположенную со стороны отбортовки вертикальную стенку 1 и смежные с ней наклонные ветви 2 и 3. В первом промежуточном (IV) проходе начинается одновременное формирование горизонтальных стенок 4 и полок 5, а также второй вертикальной стенки 6 и второй полки 7, смежной с отбортовкой 8.
Во всех проходах, начиная с IV, отбортовка 8 контактирует с левым (на чертеже) вертикальным роликом 9 по всей своей длине, а полка 5 с правым роликом 10 только кромкой.
Диаметры D1 элементов верхнего валка, формирующих место изгиба O1между вертикальной стенкой 1 и полкой 7 профиля, больше во всех промежуточных проходах (IV-V) диаметра D2 элементов, формирующих место изгиба О2 между второй вертикальной стенкой 6 и полкой 5.
В предчистовых (VII, VIII) и чистовом (IX) проходах D1=D2.
Радиусы мест изгиба последовательно уменьшаются по проходам. Углы подгибки элементов сечения по проходам: α,β,γ,δиθ, причем в IV, V, VI и VII проходах β>θ, а в VIII и IX проходах β=θ.
Ось формовки VV и уровень формовки ХХ проходят через точку О1.
Опытную проверку данного способа производили на непрерывном профилегибочном стане 1-4х50-300 Магнитогорского меткомбината при прокатке несимметричного профиля 145х46х3 мм из стали 3сп в девяти формующих клетях. Были опробованы различные варианты калибровки с оценкой качества гнутых профилей по выходу проката высокой (ВТ) и повышенной (ПТ) точности размеров.
Наилучшие результаты (выход профилей ВТ 23% ПТ 51% остальное обычная (ОТ) точность размеров) получены при использовании предлагаемого способа (фиг. 1).
Перенос начала одновременной подгибки всех элементов на более раннюю стадию процесса профилирования (III и II проходы), также как и на более позднюю (IV проход) ухудшили показатели качества (выход профилей ВТ 3-15% ПТ 32-47% остальное ОТ), причем часть профилей имела повышенное продольное скручивание (более 1о на 1 м длины и более 10о на всю длину штанги).
Ухудшились показатели качества и при контактировании отбортовки с вертикальным роликом только своей кромкой: до 5% профилей имели повышенное скручивание и кривизну больше нормы (более 0,1% длины штанги).
Искажение геометрии профилей наблюдалось также при равенстве в промежуточных проходах диаметров элементов, формирующих места изгиба между вертикальными стенками и полками, т.е. при одинаковых углах подгибки вертикальных стенок в этих проходах.
При формовке профиля по способу-прототипу с одновременной подгибкой всех элементов, начиная с первого прохода, получены результаты: выход проката ВТ 9% ПТ 26% остальное ОТ, причем до 6% профилей имели повышенное продольное скручивание, а формовка осуществлялась в 11-ти клетях.
П р и м е р. Профиль 145х46х2 с размерами (фиг. 1) r=6 мм, В=145 мм, b1= 42 мм, b2=33 мм, Н=46 мм, h=32 мм и S=3 мм формуется в 9-ти проходах со следующими параметрами:
Iα= γ=10o, β=20o;
IIα= γ= 15o, β=30o;
IIIα=25o, β=45o, γ=15o;
IV (одновременная подгибка всех элементов) α= 25о,β=60о, δ=45о,θ=20о, D1=46 мм, D2=433 мм,
Vα=20о, β=65о, δ=55о, θ=40о, D1=477 мм, D2=453 мм,
VIα=15о, β= 75о, δ=70о, θ=60о, D1=477 мм, D2=466 мм,
VIIα=10о,β=80о= δ, θ=78о, D1=D2477 мм,
VIIIα=2о, δ=90о, β= θ=88о, D1=D2=478 мм;
IX β= δ= θ=90о; α= 0о, D1=D2=478 мм.
Предлагаемый способ производства гнутого профиля позволяет снизить трудозатраты на изготовление профиля и повысить его качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| Способ производства гнутых С-образных профилей | 1992 |
|
SU1831396A3 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО С-ОБРАЗНОГО ПРОФИЛЯ | 1993 |
|
RU2036038C1 |
| СПОСОБ ФОРМОВКИ НЕСИММЕТРИЧНОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 1992 |
|
RU2043801C1 |
| Система калибров для производства гнутых коробчатых профилей | 1991 |
|
SU1790461A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1992 |
|
RU2006315C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| Способ поштучного производства гнутого корытного профиля с отбортовками горизонтальных полок | 1991 |
|
SU1817717A3 |
Использование: в обработке металлов давлением при изготовлении холодногнутых несимметричных профилей. Сущность изобретения: производят последовательную подгибку валками полосовой заготовки с формированием горизонтальных и вертикальных стенок, полок и отбортовки. В черновых проходах осуществляют формирование расположенной со стороны отбортовки вертикальной стенки с одновременной подгибкой двух смежных с ней наклонных элементов. С первого промежуточного прохода начинают одновременное формирование горизонтальными элементами валков горизонтальной стенки и удаленной от отбортовки полки и наклонными элементами второй вертикальной стенки, второй полки и смежной с ней отбортовки. Во всех промежуточных проходах используют верхний валок, у которого диаметр элемента, формирующего место изгиба между второй полкой и расположенной со стороны отбортовки вертикальной стенкой, больше диаметра элемента, формирующего место изгиба между удаленной от отбортовки полкой и второй вертикальной стенкой. Для предотвращения продольного скручивания и горизонтального искривления полосы вертикальные ролики контактируют с полосой по всей поверхности отбортовки. 1 ил.
СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ, включающий последовательную по проходам подгибку полосовой заготовки валками профилегибочного стана с формированием горизонтальных и вертикальных стенок, полок и отбортовки и пропускание полосы между вертикальными роликами стана, при этом формирование горизонтальной стенки и одной из полок ведут горизонтальными элементами валков, а формирование примыкающей к этой полке вертикальной стенки и отбортовки наклонными элементами, отличающийся тем, что при изготовлении нессиметричных профилей, имеющих одну отбортовку, в черновых проходах производят одновременное формирование вертикальной стенки, расположенной со стороны отбортовки, и подгибку двух смежных с этой стенкой наклонных элементов, горизонтальными элементами валков формируют полку, удаленную от отбортовки, причем формирование этой полки начинают с первого промежуточного прохода одновременно с формированием горизонтальной стенки, примыкающей к этой полке вертикальной стенки, отбортовки и сопряженной с отбортовкой горизонтальной полки, которую образуют наклонными элементами валков, контакт вертикальных роликов с отбортовкой осуществляют по всей ее поверхности, а во всех промежуточных проходах используют верхний валок, диаметр элемента которого, формирующего место изгиба между расположенной со стороны отбортовки полкой и вертикальной стенкой, больше диаметра элемента, формирующего место изгиба между удаленной от отбортовки полкой и сопряженной с ней вертикальной стенкой.
| Чекмарев А.П | |||
| и Калужский Б.Б | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, с.119-121, рис.64, с.31. |
