Изобретение относится к обработке металлов давлением и может быть испольйовано при получении деталей горячей, преимущественно изотермической штамповкой.
Целью изобретения является снижение расхода электроэнергии, повышение производительности нагрева и качества изделий за счет обеспечения равномерного температурного поля в инструменте.
На фиг. 1 н 2 изображен штамп с нагревателем ииструмента, в двух проекциях.
Штамп содержит деформируюш,ий инструмент, состоящий из пуансона 1 н матрицы 2, выполненных из металлического электропроводного материала. По периметру матрицы 2 расположены медные пластины - электродны 3, имеющие электрический контакт с матрицей, изолированные одна от другой керамичоескими прокладками 4. Пластииы-электроды связаны с общим источником питания через коммутатор, который обеспечивает также регулирование силы тока (не показан).
Штамп работает следующим образом.
От источника питания через коммутатор электрический ток поступает к пластинам- электродам 3. В каждый последующий момент времени коммутатор обеспечивает подключение определенной пары электродов с подачей на них тока по заданной программе нагрева. Ток, проходя между электродами через матрицу 2 по кратчайшему пути, нагревает те или иные ее участки. В матрицу укладывают нагретую заготовку и производят штамповку изделия.
В изотермических условиях диск отштам- поваи с лопатками со средними размерами: диаметр 300 мм и высота 20 мм.
Нагрев инструмента осуществляют следующим образом.
По периметру матрицы 2 располагаются электроды 3, изолированные друг от друга керамическими прокладками 4. Порядок подключения пар пластин задается коммутатором, который обеспечивает нагрев деформирующего инструмента в два этапа. Это объясняется необходимостью больщего нагрева окололопаточных зон гравюры штампа. На первом этапе осуществляется подключение диаметрально-противоположных электродов с последующим подключением на соседние диаметрально-противоположные. При этом происходит нагрев всей гравюры
штампа и заготовки.
На втором этапе в электрическую цепь включается пара соседних друг к другу электродов с переключением на следующую аналогичную пару электродов. При этом
ток протекает между соседними пластинами и прогревается окололопаточная зона инструмента. Коммутатор обеспечивает беспрерывное подключение пар электродов в электрическую цепь по изложенной выше
схеме, что позволяет достигнуть равномерного прогрева периферийной окололопаточной зоны. В результате при штамповке были заполнены металлом заготовки, не- заполнявшиеся ранее полости матрицы под лопатки.
В сравнении с известным штампом, предлагаемый позволяет обеспечить изотермические условия в любой зоне деформирующего инструмента с минимальными затратами энергии за счет непосредственного локального и управляемого нагрева
необходимых участков. По той же причине, в связи с отсутствием необходимости прогрева соседних с гравюрой участков, увеличивается скорость нагрева. Благодаря надежному прогреву труднозаполняемых участков гравюры штампа (с глубокими полостями острыми углами и т.п.) при штамповке улучшается затекание в них металла заготовки, в результате чего повышается качество штампуемых изделий сложной формы. f
к коммутатору
Составитель О. Корабельников
Редактор Г. ВолковаТехред И. ВересКорректор М. Максимишинец
Заказ 3330/7Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4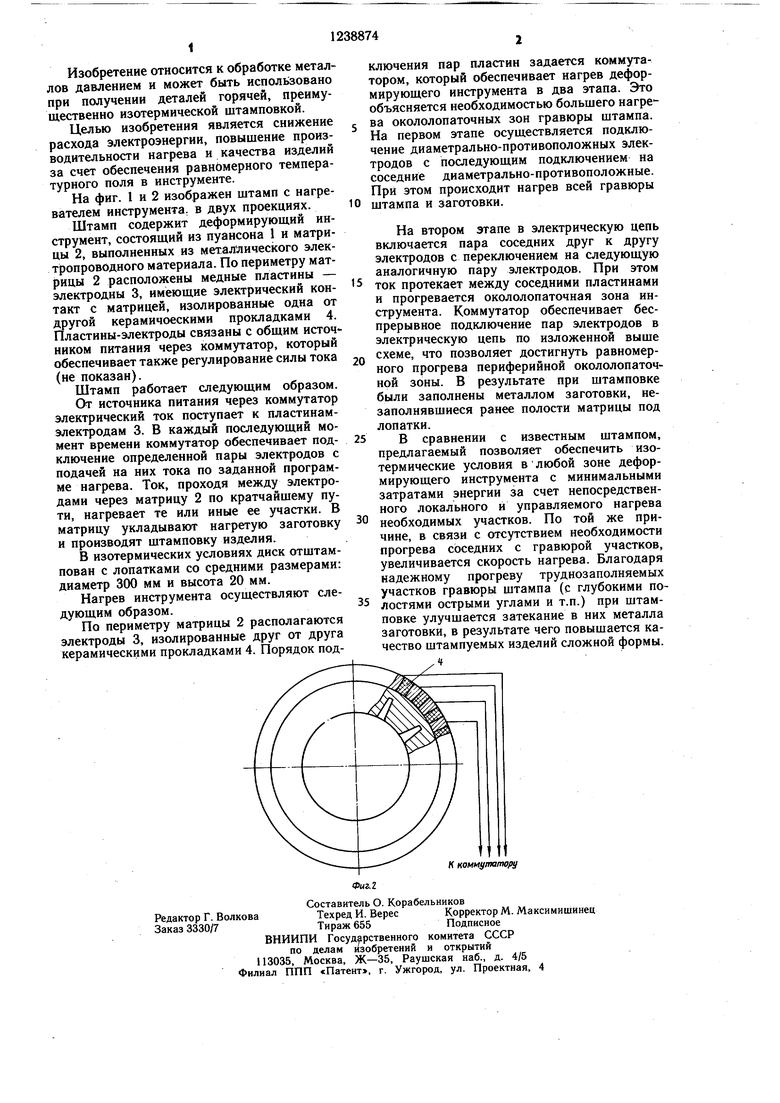
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2016 |
|
RU2631573C1 |
| Штамп для закрытой объемной штамповки | 1985 |
|
SU1268272A1 |
| Устройство для изотермической штамповки | 1983 |
|
SU1237289A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU567759A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| Способ штамповки сложнопрофильных деталей | 1988 |
|
SU1616751A1 |

| Распределитель импульсов | 1974 |
|
SU502502A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Никольский л | |||
| А | |||
| и др | |||
| Горячая штамповка и прессование титановых сплавов | |||
| М., 1975, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
